
一种铝合金连铸连轧生产线.pdf

一吃****新冬

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金连铸连轧生产线.pdf
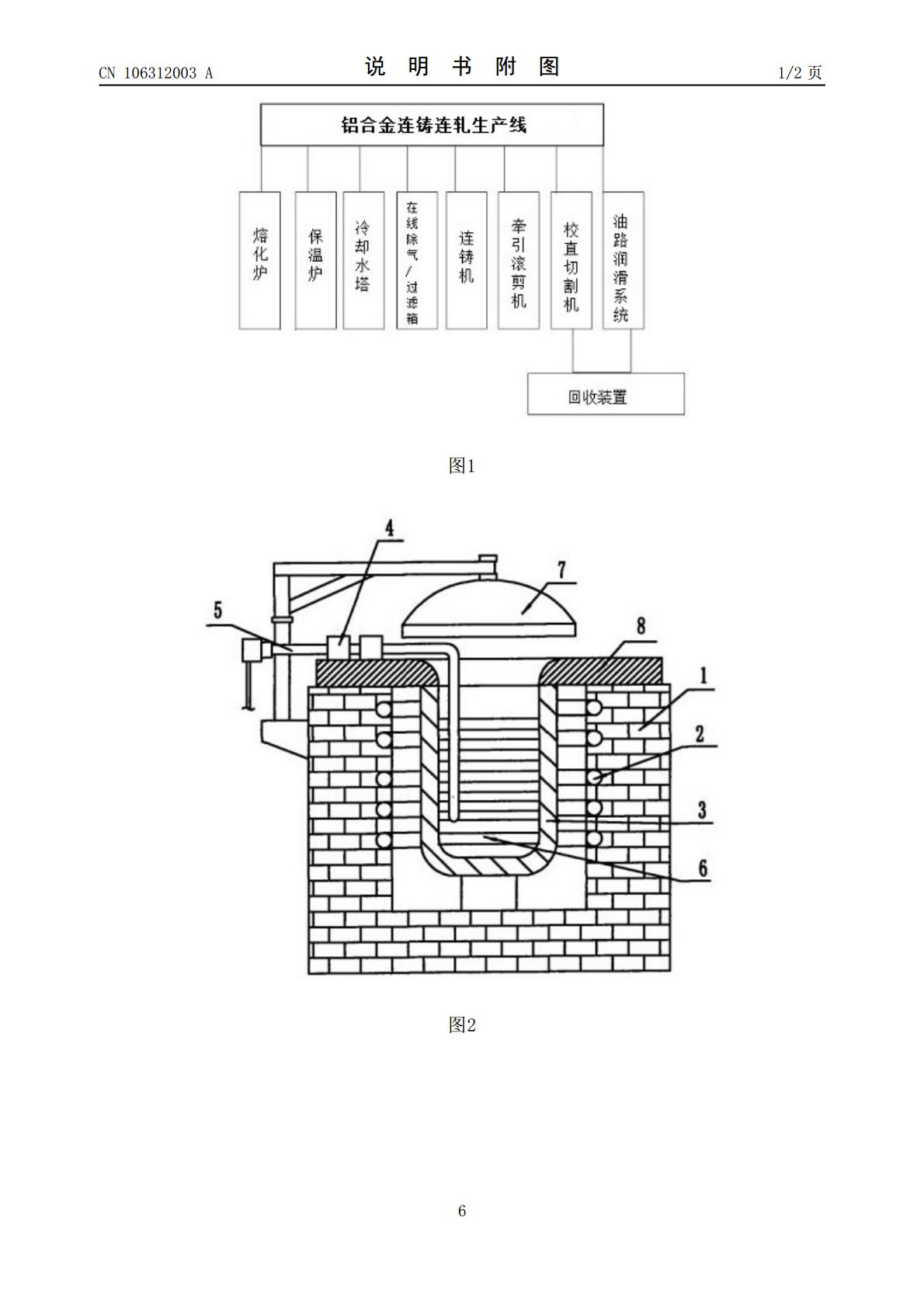
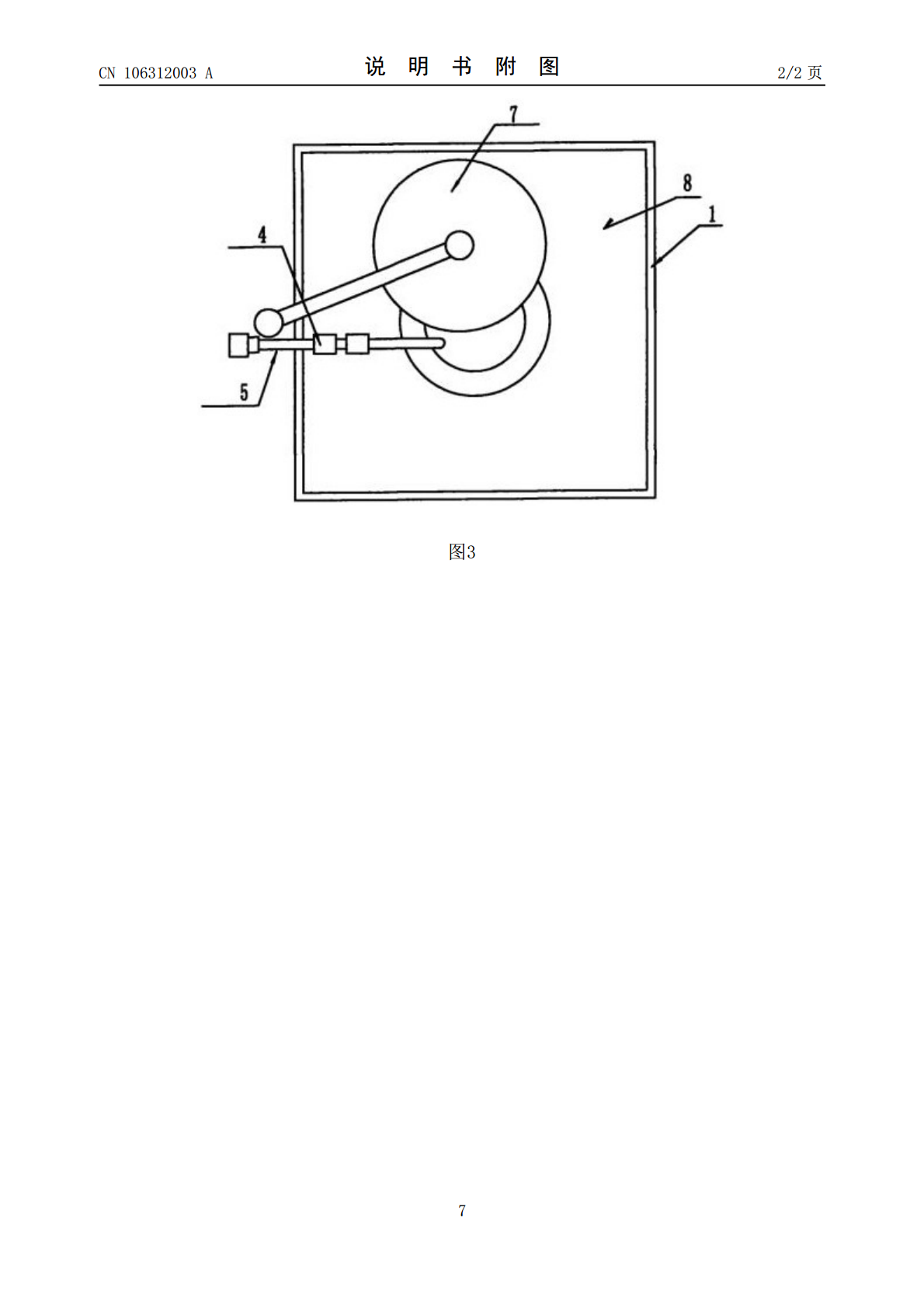
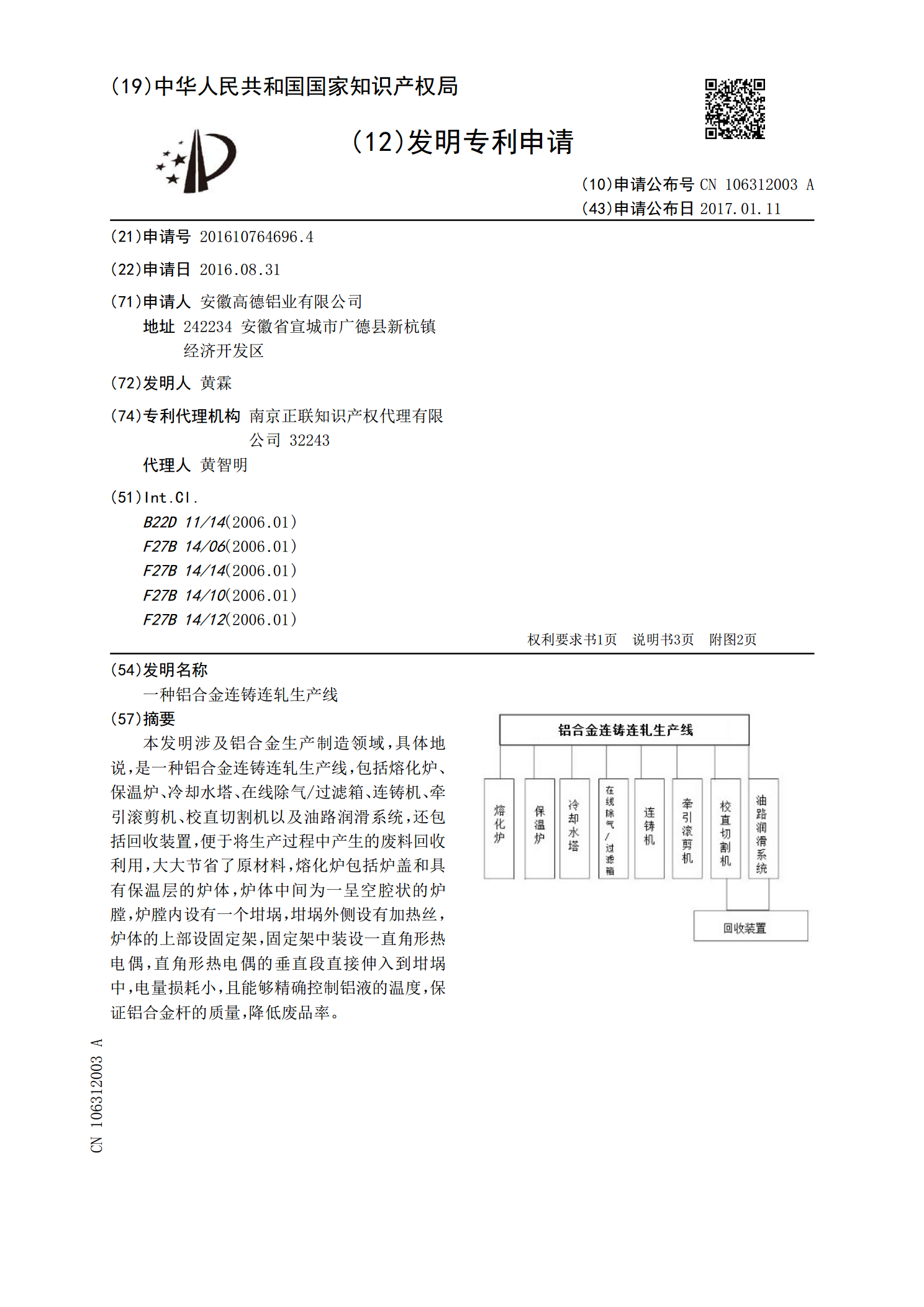
本发明涉及铝合金生产制造领域,具体地说,是一种铝合金连铸连轧生产线,包括熔化炉、保温炉、冷却水塔、在线除气/过滤箱、连铸机、牵引滚剪机、校直切割机以及油路润滑系统,还包括回收装置,便于将生产过程中产生的废料回收利用,大大节省了原材料,熔化炉包括炉盖和具有保温层的炉体,炉体中间为一呈空腔状的炉膛,炉膛内设有一个坩埚,坩埚外侧设有加热丝,炉体的上部设固定架,固定架中装设一直角形热电偶,直角形热电偶的垂直段直接伸入到坩埚中,电量损耗小,且能够精确控制铝液的温度,保证铝合金杆的质量,降低废品率。

一种改进的铝合金连铸连轧生产线.pdf
本发明涉及铝合金生产制造领域,具体地说,是一种改进的铝合金连铸连轧生产线,包括熔化炉、保温炉、冷却水塔、在线除气/过滤箱、连铸机、牵引滚剪机、校直切割机以及油路润滑系统,熔化炉和保温炉之间设置有浇包装置,还包括乳液循环系统和过滤布循环使用装置,本发明与现有技术相比,采用开放式浇包装置,成本低廉,使用方便,确保进入保温炉的铝合金液内部均匀无气孔,保证了产品品质,降低了产品废品率,减少了能源消耗,节约了成本,降低了人员劳动强度,减少了安全事故隐患,同时还可以减少废弃过滤布所造成的污染。
一种带有回收装置的铝合金连铸连轧生产线.pdf
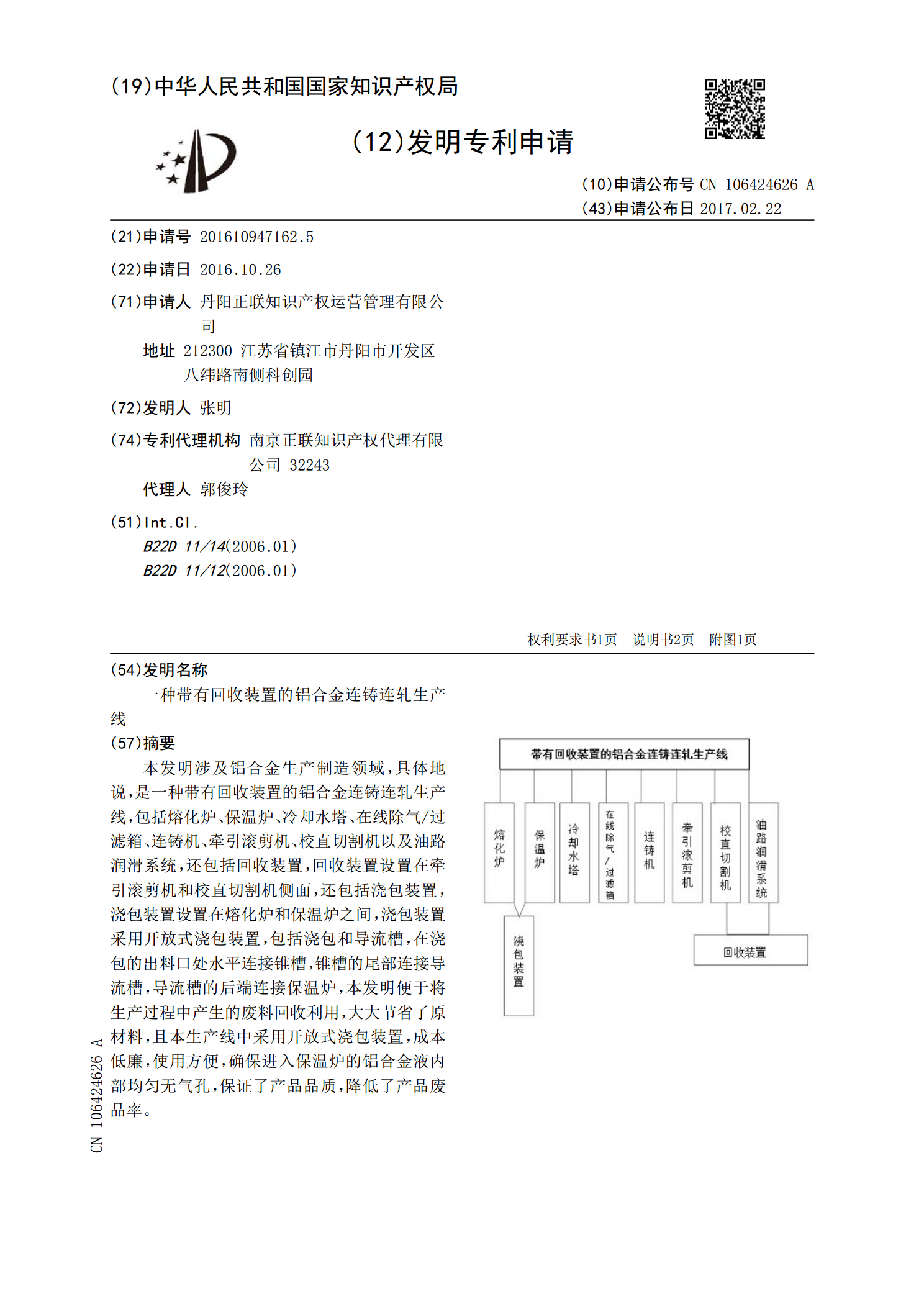
本发明涉及铝合金生产制造领域,具体地说,是一种带有回收装置的铝合金连铸连轧生产线,包括熔化炉、保温炉、冷却水塔、在线除气/过滤箱、连铸机、牵引滚剪机、校直切割机以及油路润滑系统,还包括回收装置,回收装置设置在牵引滚剪机和校直切割机侧面,还包括浇包装置,浇包装置设置在熔化炉和保温炉之间,浇包装置采用开放式浇包装置,包括浇包和导流槽,在浇包的出料口处水平连接锥槽,锥槽的尾部连接导流槽,导流槽的后端连接保温炉,本发明便于将生产过程中产生的废料回收利用,大大节省了原材料,且本生产线中采用开放式浇包装置,成本低廉,
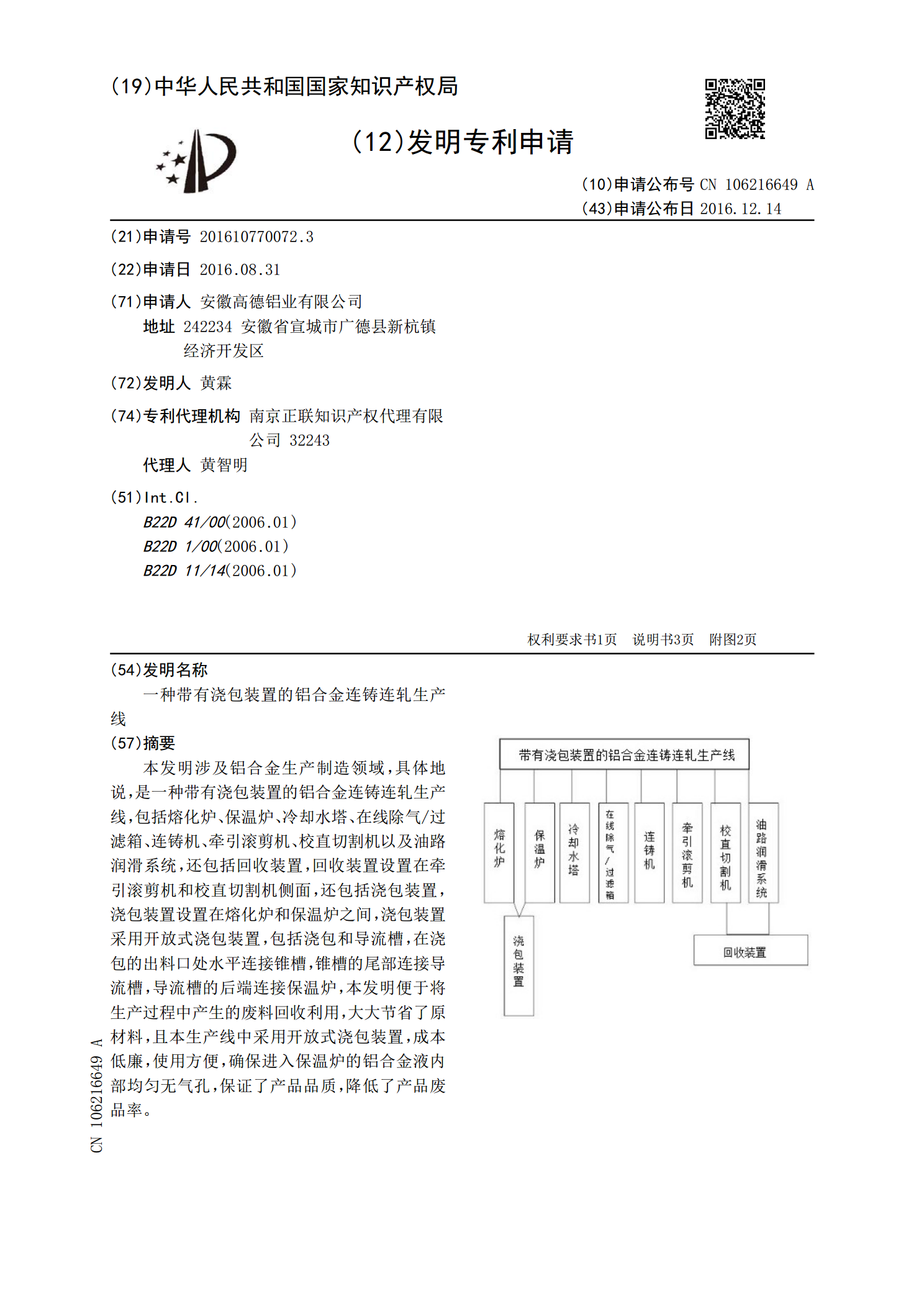
一种带有浇包装置的铝合金连铸连轧生产线.pdf
本发明涉及铝合金生产制造领域,具体地说,是一种带有浇包装置的铝合金连铸连轧生产线,包括熔化炉、保温炉、冷却水塔、在线除气/过滤箱、连铸机、牵引滚剪机、校直切割机以及油路润滑系统,还包括回收装置,回收装置设置在牵引滚剪机和校直切割机侧面,还包括浇包装置,浇包装置设置在熔化炉和保温炉之间,浇包装置采用开放式浇包装置,包括浇包和导流槽,在浇包的出料口处水平连接锥槽,锥槽的尾部连接导流槽,导流槽的后端连接保温炉,本发明便于将生产过程中产生的废料回收利用,大大节省了原材料,且本生产线中采用开放式浇包装置,成本低廉,
一种带有直通型连铸机的铝合金连铸连轧生产线.pdf
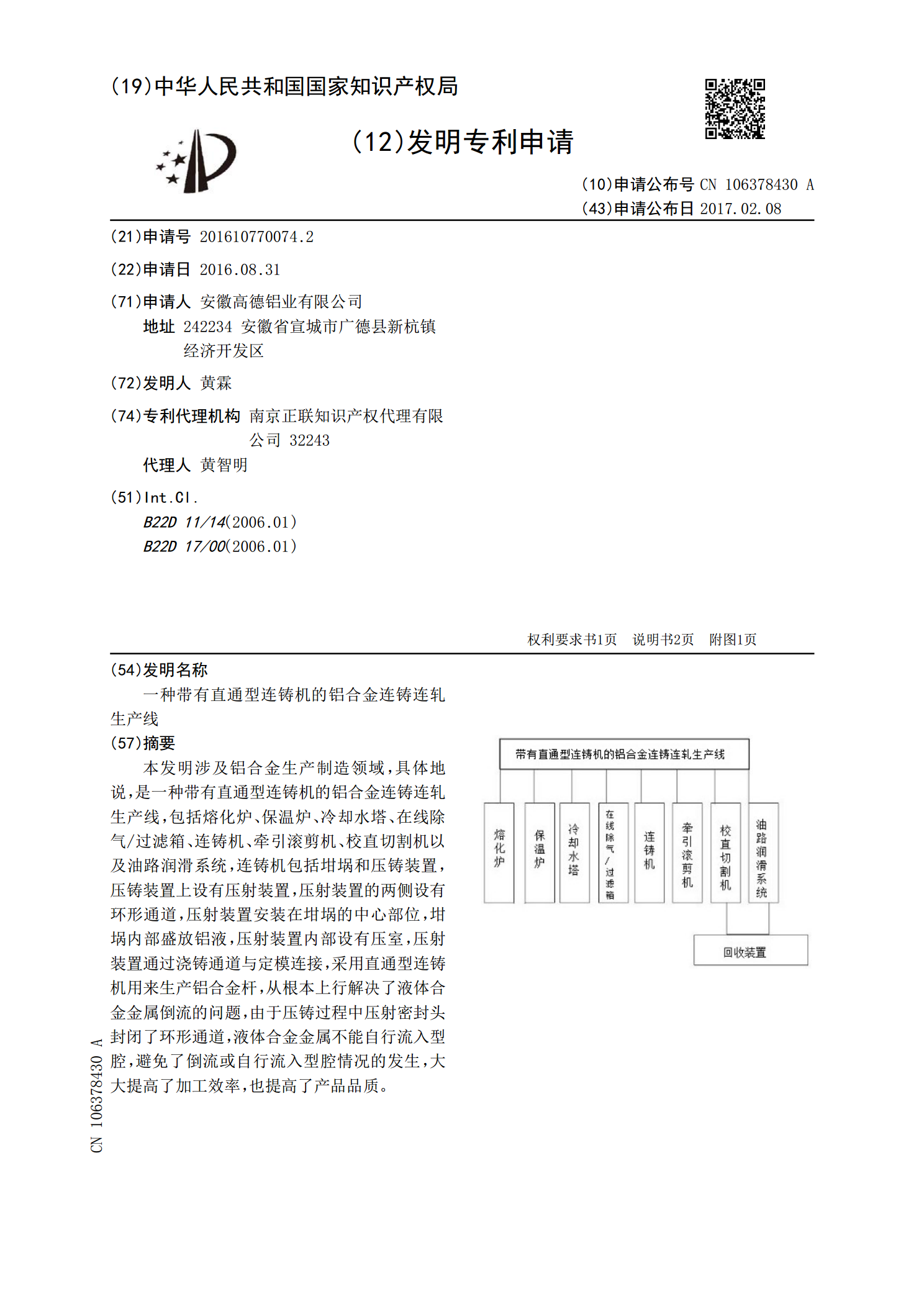
本发明涉及铝合金生产制造领域,具体地说,是一种带有直通型连铸机的铝合金连铸连轧生产线,包括熔化炉、保温炉、冷却水塔、在线除气/过滤箱、连铸机、牵引滚剪机、校直切割机以及油路润滑系统,连铸机包括坩埚和压铸装置,压铸装置上设有压射装置,压射装置的两侧设有环形通道,压射装置安装在坩埚的中心部位,坩埚内部盛放铝液,压射装置内部设有压室,压射装置通过浇铸通道与定模连接,采用直通型连铸机用来生产铝合金杆,从根本上行解决了液体合金金属倒流的问题,由于压铸过程中压射密封头封闭了环形通道,液体合金金属不能自行流入型腔,避免