
一种精密铸造用尿素芯制备方法.pdf

灵慧****89

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种精密铸造用尿素芯制备方法.pdf
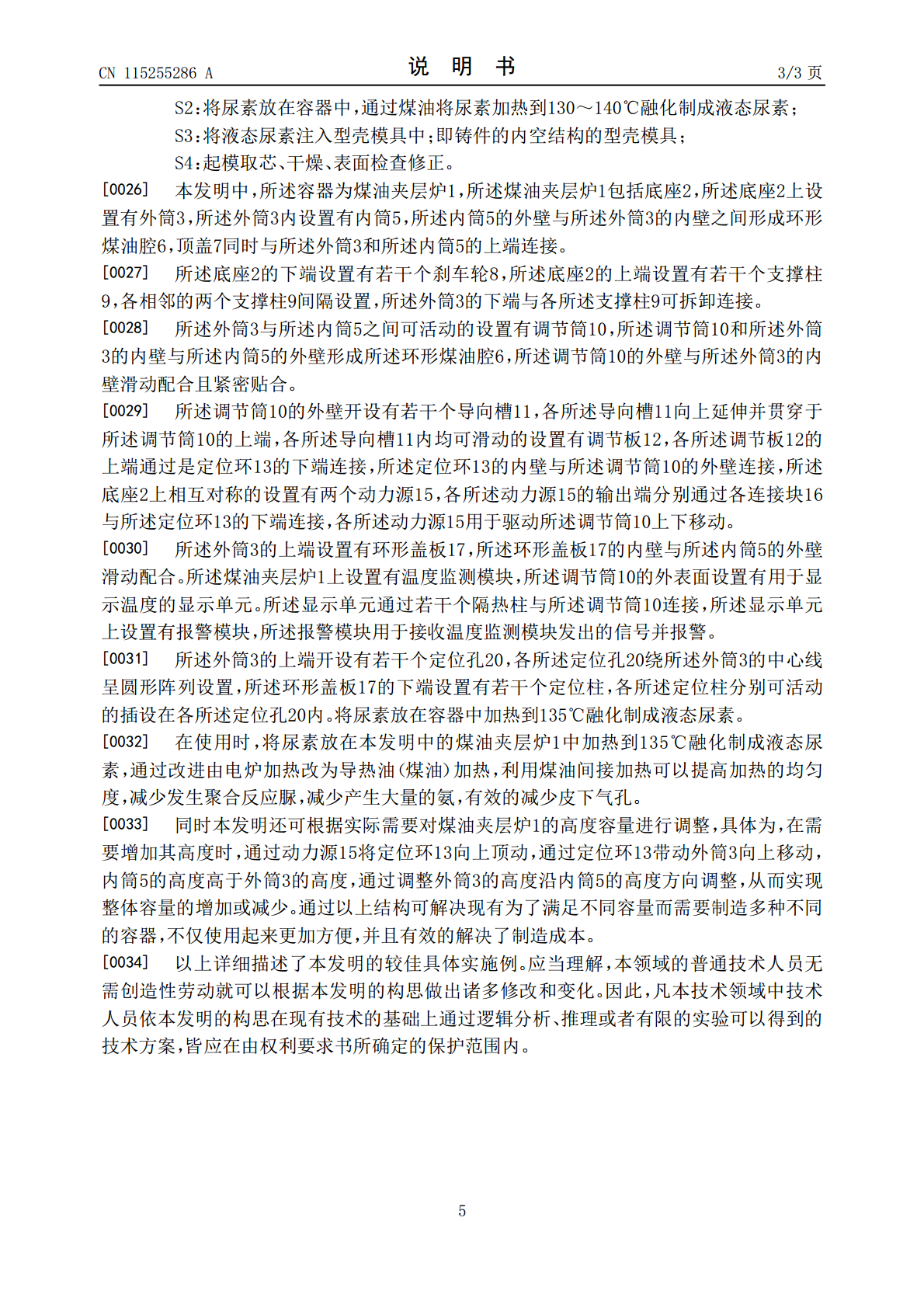
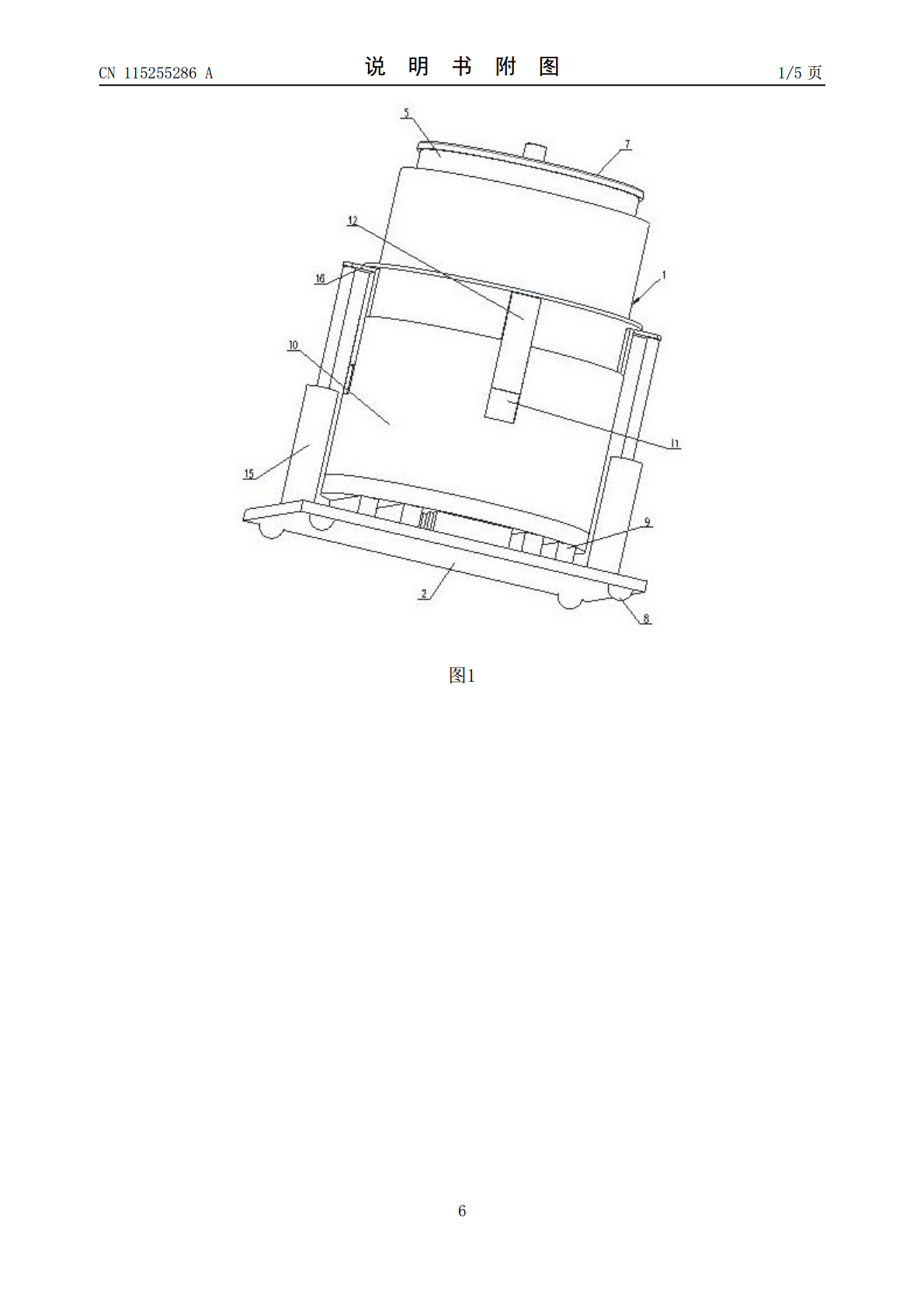
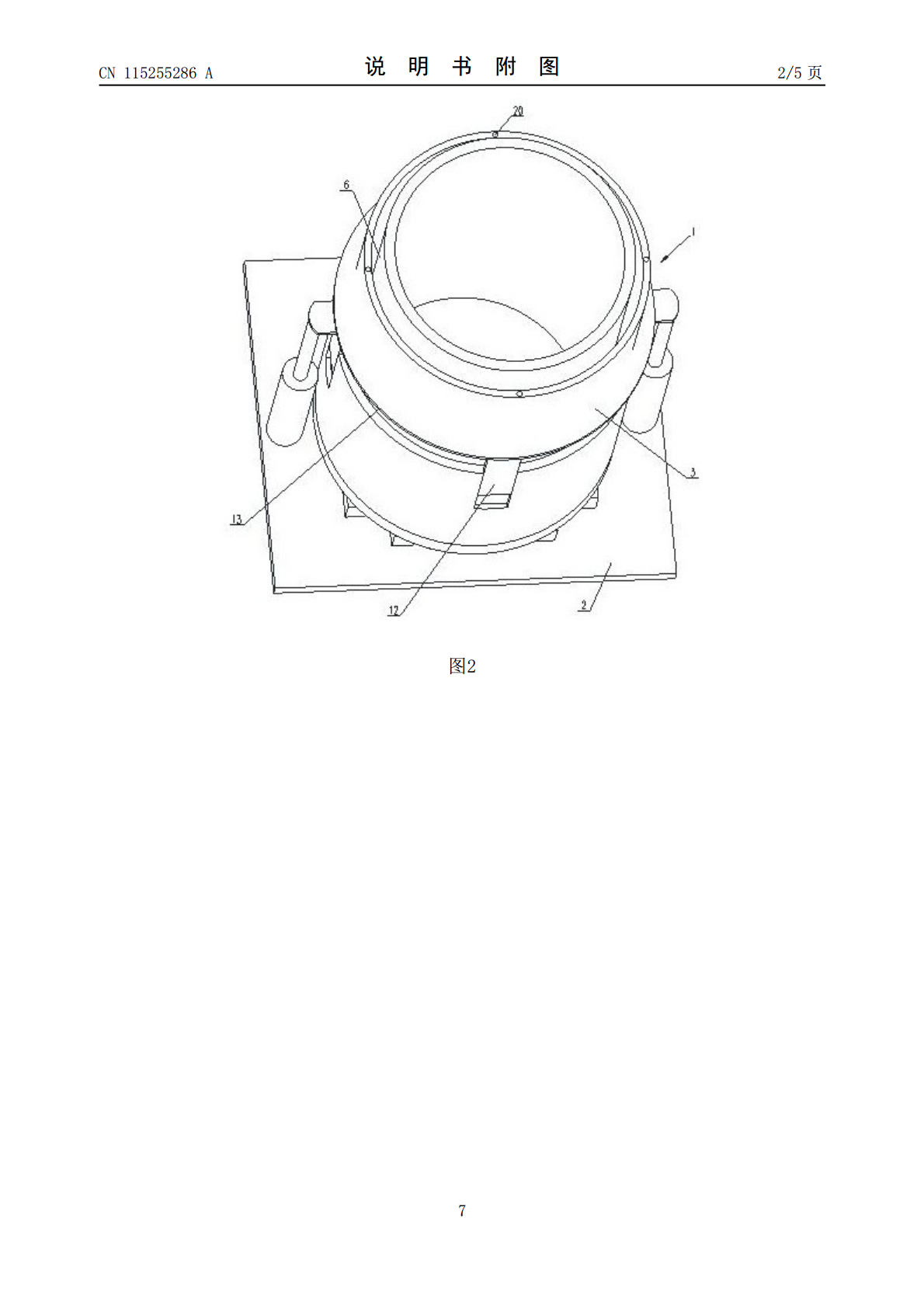
本发明公开了一种精密铸造用尿素芯制备方法,制作尿素芯模具;将尿素放在容器中,通过煤油将尿素加热到130~140℃融化制成液态尿素;将液态尿素注入型壳模具中;起模取芯、干燥、表面检查修正。本发明一方面,通过煤油夹层炉加热,利用煤油间接加热可以提高加热的均匀度,减少发生聚合反应脲,减少产生大量的氨,有效的减少皮下气孔;另一方面,通过可调节的煤油夹层炉结构,不仅使用更加方便,同时节约了制造成本,并且还具有结构简单、不易损坏和制造成本低等有益效果。

尿素芯在精密铸造中的应用.docx
尿素芯在精密铸造中的应用尿素芯在精密铸造中的应用摘要:尿素芯作为精密铸造中的一种常用芯型材料,具有高度的适应性和出色的性能,在精密铸造中起着重要的作用。本文通过对尿素芯的特点和优势进行分析,深入探讨了其在精密铸造中的应用。研究表明,尿素芯不仅能够提高铸件的表面质量和精度,还能够实现复杂构件的一次成型、减少杂质、提高铸件的精度和稳定性等效果。因此,在精密铸造中广泛应用尿素芯是一种可行和有效的方法。1.引言精密铸造是一种融合了模具制造技术、材料工程和工艺控制等多学科的先进制造技术。在精密铸造中,芯型是实现铸件

一种精密铸造用陶瓷型壳制备方法.pdf
本发明公开了一种精密铸造用陶瓷型壳制备方法,包括:1)将零件蜡模内腔各面向内收缩一定偏置距离,设计蜡模冷芯尺寸;2)在蜡模冷芯模具的各个面上增加一个或多个半球型凸台用于定位,且半球型凸台半径与偏置距离相同;3)采用中温蜡注射成型得到中温蜡蜡模冷芯;4)将中温蜡蜡模冷芯放入零件蜡模模具中,采用低温蜡注射成型得到包含中温蜡蜡模冷芯的低温蜡零件蜡模;5)将低温蜡零件蜡模组成蜡树;6)采用粘浆淋沙方式在蜡树上制备陶瓷型壳,然后将带蜡模的陶瓷型壳放入脱蜡釜中脱去蜡模。采用该方法能有效防止蜡模变形,在蜡模组装时无需设
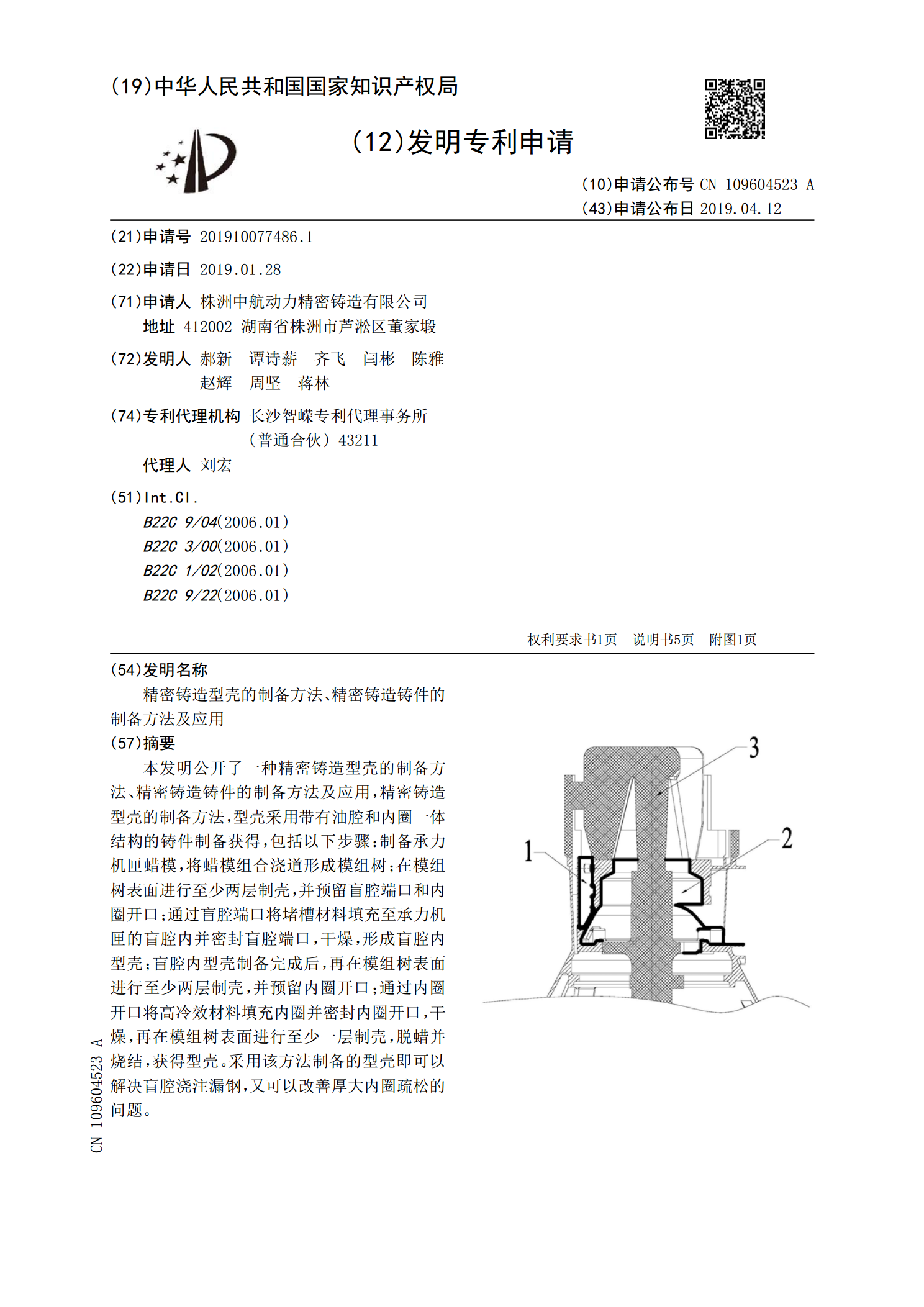
精密铸造型壳的制备方法、精密铸造铸件的制备方法及应用.pdf
本发明公开了一种精密铸造型壳的制备方法、精密铸造铸件的制备方法及应用,精密铸造型壳的制备方法,型壳采用带有油腔和内圈一体结构的铸件制备获得,包括以下步骤:制备承力机匣蜡模,将蜡模组合浇道形成模组树;在模组树表面进行至少两层制壳,并预留盲腔端口和内圈开口;通过盲腔端口将堵槽材料填充至承力机匣的盲腔内并密封盲腔端口,干燥,形成盲腔内型壳;盲腔内型壳制备完成后,再在模组树表面进行至少两层制壳,并预留内圈开口;通过内圈开口将高冷效材料填充内圈并密封内圈开口,干燥,再在模组树表面进行至少一层制壳,脱蜡并烧结,获得型
一种火车车轮节点座铸造用精密铸造蜡制备方法.pdf
一种火车车轮节点座铸造用精密铸造蜡制备方法,精密铸造技术领域,由以下原料制备而成:硬脂酸10‑20份、地蜡8‑10份、石蜡15‑25份、白炭黑5‑7份、凡士林3‑5份、蜂蜡10‑20份、植物蜡15‑17份、微晶蜡6‑8份、改性硅溶胶3‑5份、水玻璃5‑7份、石英粉2‑4份、粘接剂2‑4份。本发明的有益效果为:本发明设计新颖,配方合理,制备工艺科学规范,在实际制备中,充分有效的实现了制备的铸造蜡实际粘稠性能,确保后续蜡模制备的平滑性能同时,还可以实现蜡模的无痕性能,保证了后续铸造件的精密性能及高品质性。