
一种钛-钢-钛双面复合板的制备方法.pdf

骊蓉****23


1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛-钢-钛双面复合板的制备方法.pdf
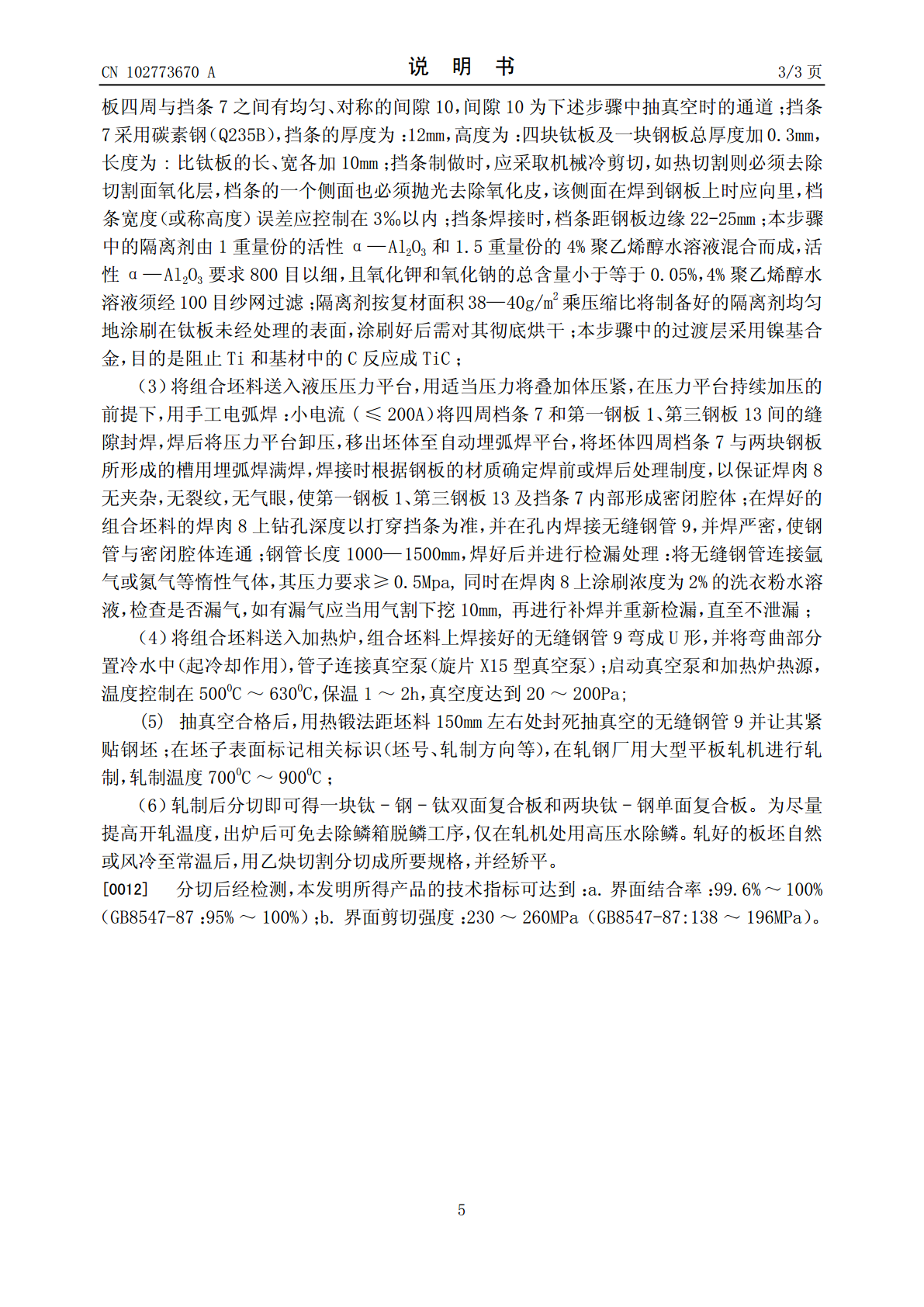
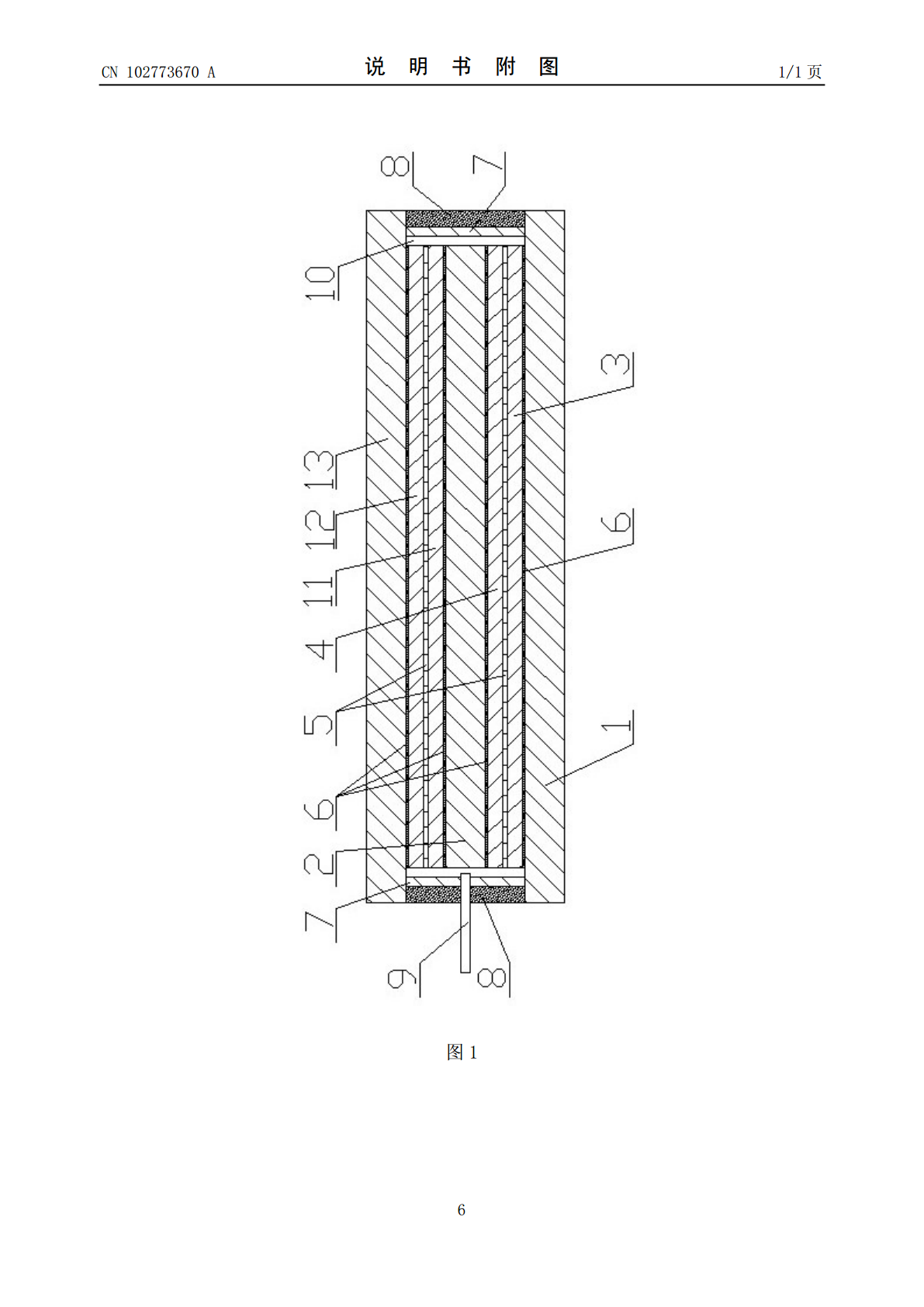
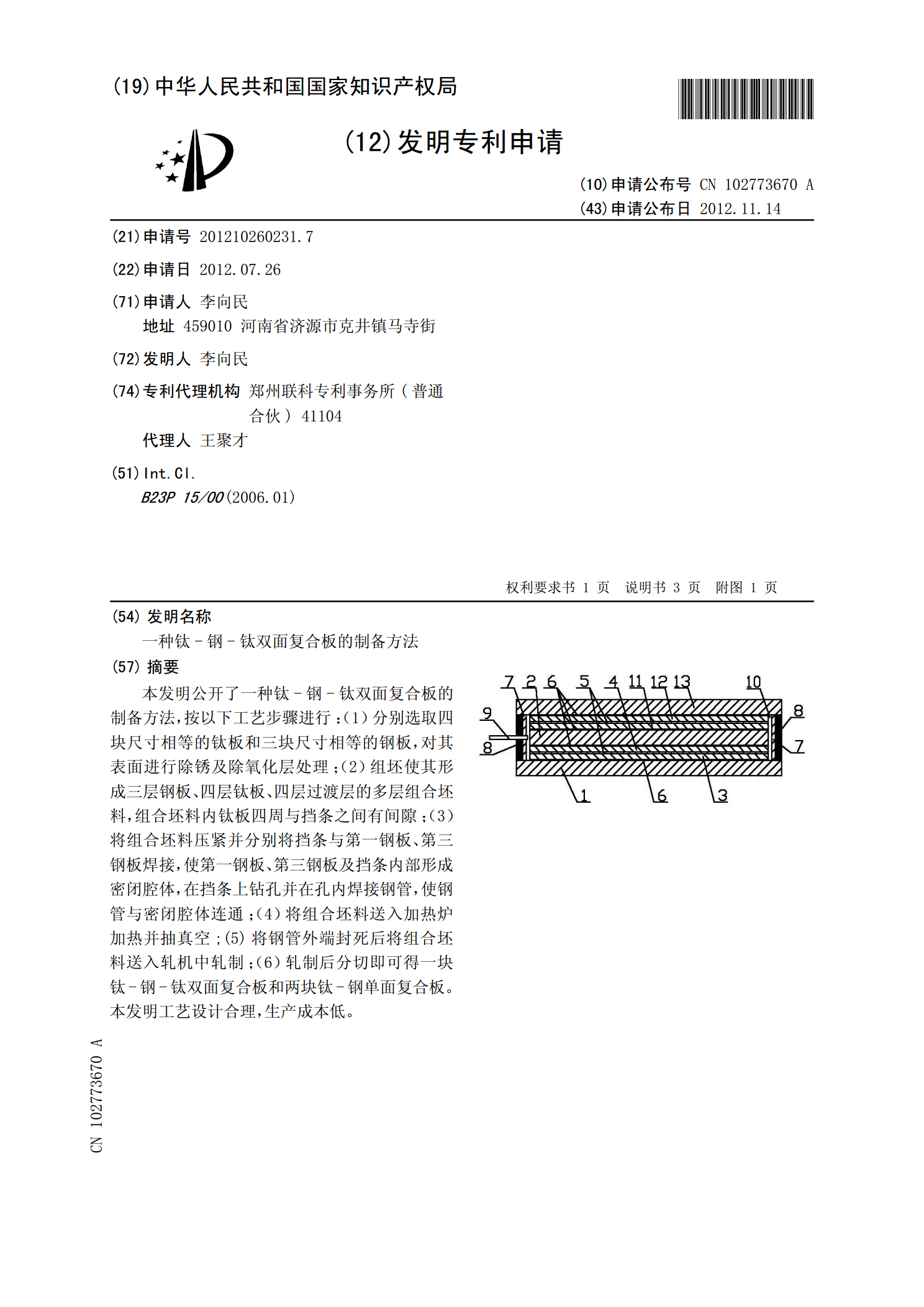
本发明公开了一种钛-钢-钛双面复合板的制备方法,按以下工艺步骤进行:(1)分别选取四块尺寸相等的钛板和三块尺寸相等的钢板,对其表面进行除锈及除氧化层处理;(2)组坯使其形成三层钢板、四层钛板、四层过渡层的多层组合坯料,组合坯料内钛板四周与挡条之间有间隙;(3)将组合坯料压紧并分别将挡条与第一钢板、第三钢板焊接,使第一钢板、第三钢板及挡条内部形成密闭腔体,在挡条上钻孔并在孔内焊接钢管,使钢管与密闭腔体连通;(4)将组合坯料送入加热炉加热并抽真空;(5)将钢管外端封死后将组合坯料送入轧机中轧制;(6)轧制后分

一种爆炸复合的钛-钢-钛双面复合板的轧制方法.pdf
本发明公开了一种爆炸复合的钛-钢-钛双面复合板的轧制方法,包括如下步骤:步骤一:制作坯料;步骤二:坯料验收;步骤三:轧制工艺;步骤四:冷却;步骤五:探伤;步骤六:切割、取样;步骤七:标印、检验;步骤八:入库;本发明通过低温预热、中低温加热模式,解决爆炸焊后残余应力较大的双面复合板坯在步进梁式加热炉内得到充分的加热,加热成本低,对环境污染小;本发明成功解决了钛-钢-钛爆炸双面复合板坯通过2.5倍低压缩比、在线矫直温度控制在400-450℃就能轧制出高结合强度的双面复合板且不需离线矫直、上下钛板复板与钢板基板
一种钛钢复合板的制备方法.pdf
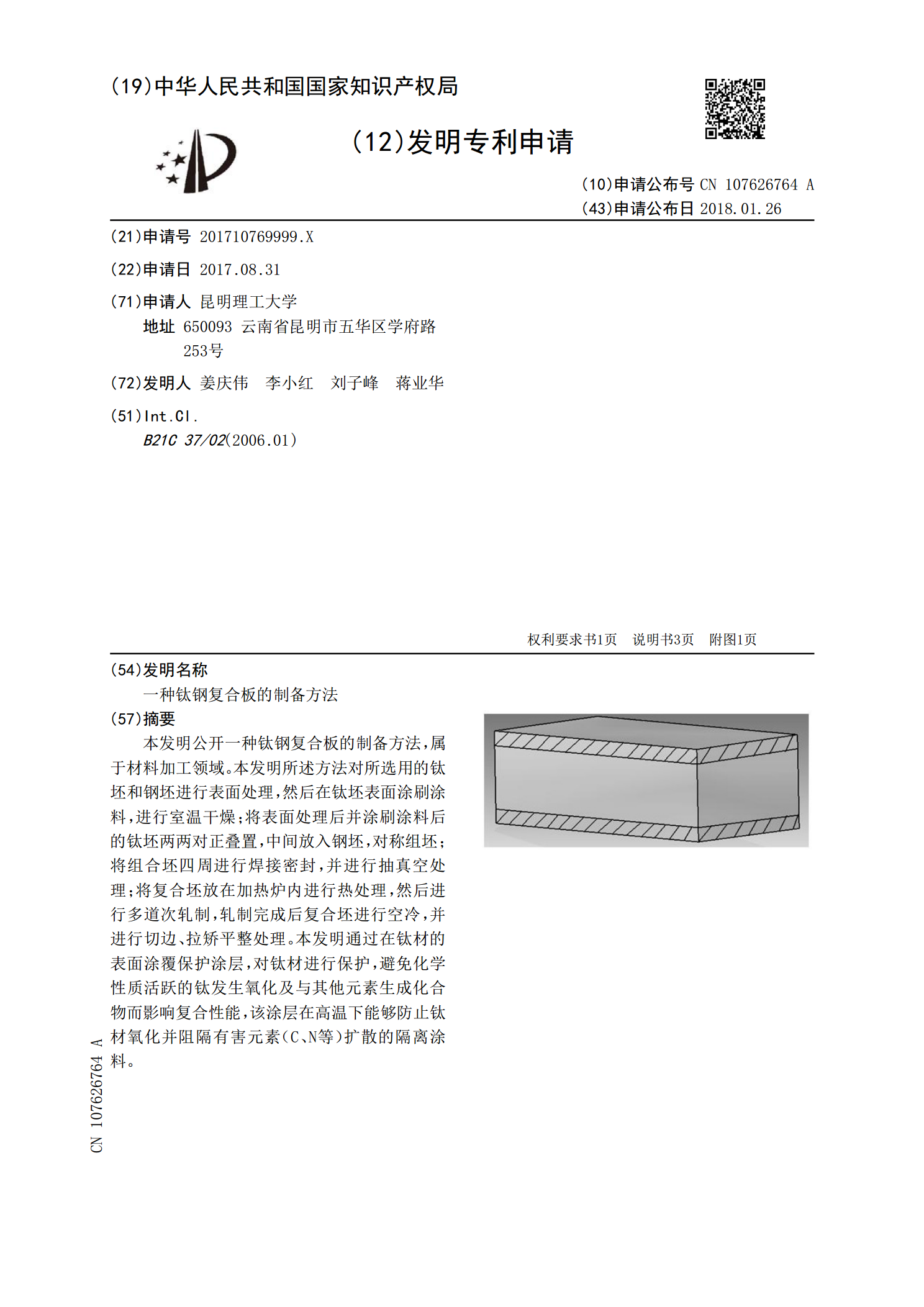
本发明公开一种钛钢复合板的制备方法,属于材料加工领域。本发明所述方法对所选用的钛坯和钢坯进行表面处理,然后在钛坯表面涂刷涂料,进行室温干燥;将表面处理后并涂刷涂料后的钛坯两两对正叠置,中间放入钢坯,对称组坯;将组合坯四周进行焊接密封,并进行抽真空处理;将复合坯放在加热炉内进行热处理,然后进行多道次轧制,轧制完成后复合坯进行空冷,并进行切边、拉矫平整处理。本发明通过在钛材的表面涂覆保护涂层,对钛材进行保护,避免化学性质活跃的钛发生氧化及与其他元素生成化合物而影响复合性能,该涂层在高温下能够防止钛材氧化并阻隔

一种钛-钢复合板的制备方法.pdf
本发明涉及一种复合钢板的制备方法,具体涉及一种钛-钢复合板的制备方法。按以下工艺步骤进行,首先选取长、宽尺寸相等的钛板和钢板,除去锈层和氧化层;然后将钛板与钢板表面相对,完全重合,形成组合坯料;再用四块钛板作为侧封板封住组合坯料的四周,并用夹具将侧封板与组合坯料夹紧后一起放入真空室内;将组合坯料和侧封板的所有接触缝焊严后,将其共同送入加热炉中加热到600~1200℃,保温0.1~2h;最后将加热完成的组合坯料送入轧机中轧制,得到界面结合强度>350MPa的钛-钢复合板。本发明更好的解决了钛-钢复合板

一种钢钛复合板材及其制备方法.pdf
本发明涉及钢钛复合板制备技术领域,尤其是一种钢钛复合板材,所述钢板基层的上、下两表面中至少有一面复合有钛板层。本发明还提供了一种钢钛复合板材的制备方法,具体步骤如下:将碳钢卷带与钛板分别置于200‑350摄氏度的环境中进行加热处理,然后再次将其置于500‑650摄氏度的条件下进行加热,将加热完成的碳钢卷带与钛板置于冷轧差速复合轧机上进行轧制复合成型,再次将钢钛复合板材毛坯置于罩式炉内,并采用扩散热处理烧结工艺,将烧结温度控制在700‑1100摄氏度,且烧结时间为20‑48h。本发明制造成本低、产品表面质量