
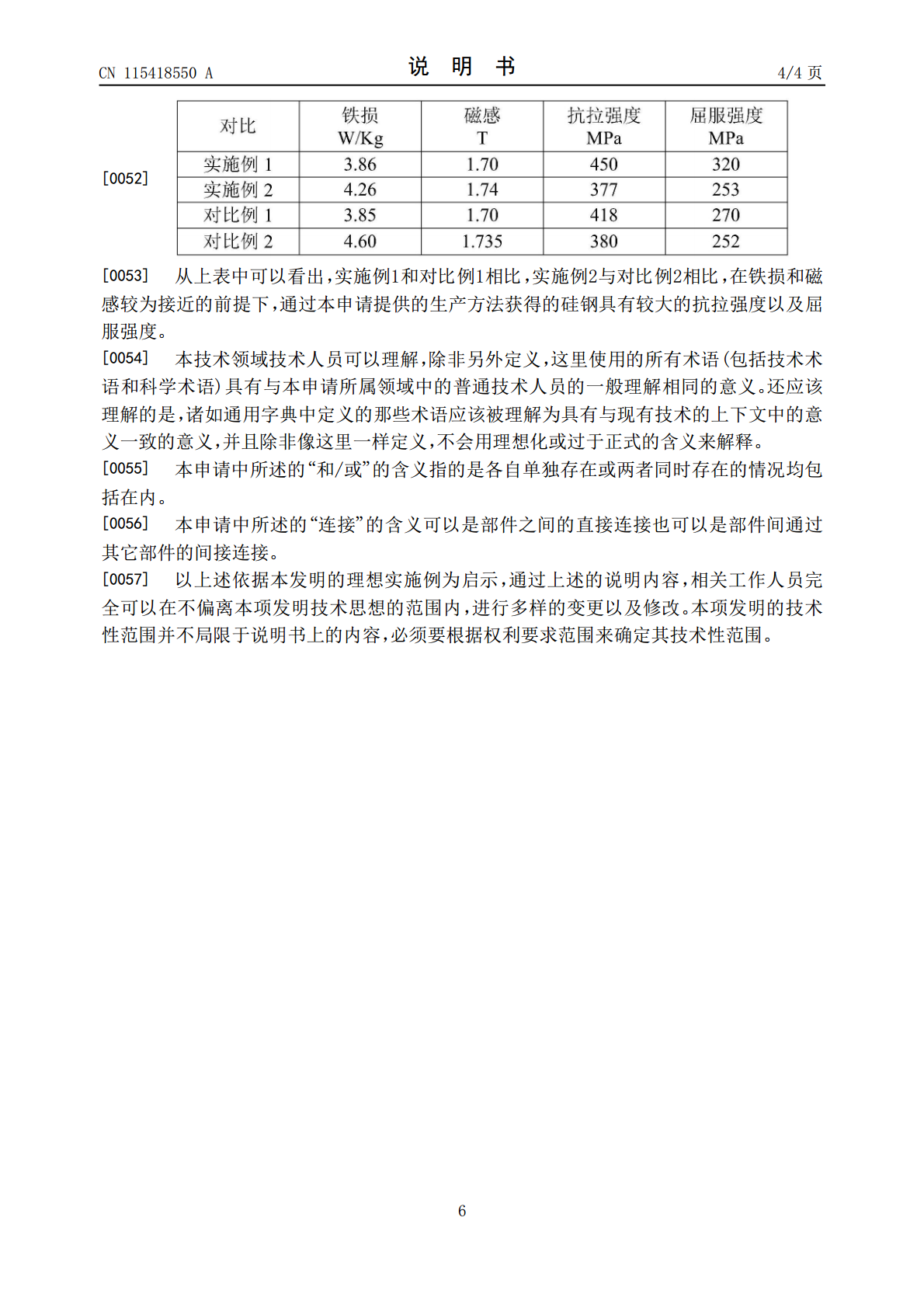
一种含磷无铝高强度无取向硅钢生产方法.pdf

一吃****仪凡

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种含磷无铝高强度无取向硅钢生产方法.pdf
本发明涉及一种含磷无铝高强度无取向硅钢生产方法,具体包括以下步骤:将钢水冶炼至目标成分后,进行浇铸形成热轧板坯;在加热炉内对热轧板坯进行分段加热;对经过加热的板坯进行酸洗,酸洗后进行多道次冷轧;将冷轧后的板坯放进连续退火炉进行连续退火;本发明在不增加成本且不降低磁性能的前提下提高无取向硅钢的强度。
一种含磷无铝高效无取向硅钢生产方法.pdf
本发明涉及一种含磷无铝高效无取向硅钢生产方法,生产方法取消常化工艺,具体步骤如下:1)将钢水冶炼至目标成分后,浇铸成坯;2)板坯热装,热装温度≥500℃,热轧板坯加热炉均热段板坯温度1150~1200℃;终轧温度控制在860~930℃,卷取温度700~800℃3)酸洗后冷轧,控制冷轧整体压下率80%以内,至成品厚度;4)连续退火炉快速加热段温度设定1050~1180℃,增加有利织构组织形核,均热段温度设定830~950℃,全氮气干气氛保护,退火工艺速度120~150m/min,满足晶粒度8~4级。本发明不
无取向硅钢的生产方法以及无取向硅钢.pdf
本发明揭示了一种无取向硅钢及其生产方法。所述无取向硅钢采用铁水脱硫、转炉冶炼、RH精炼、连铸、热轧、酸连轧、退火、涂层及精整制备得到,其化学成分以质量百分比计为:C≤0.003%,S≤0.008%,Si:0.35%+Δ1,Mn:0.15~0.25%,P:0.04~0.06%,Sn:0.015%+Δ2,Nb≤0.004%,V≤0.004%,Ti≤0.005%,Mo≤0.004%,Cr≤0.03%,Ni≤0.03%,Cu≤0.03%,N≤0.003%,其它为Fe及不可避免的夹杂。无取向硅钢厚度0.5mm时P
一种含磷高磁感无取向硅钢的生产方法.pdf
本发明涉及一种含磷高磁感无取向硅钢的生产方法,工艺路线:铁水脱硫-转炉冶炼-RH精炼-连铸-热轧-酸洗-冷轧-连续炉退火-涂层-性能检验-包装,具体步骤包括:1)将钢水冶炼至目标成分后采用连铸方式将钢水铸成坯;2)热轧板坯加热炉均热段板坯温度950~1050℃,终轧温度控制在780~830℃,卷取温度600~680℃;3)酸洗后冷轧,控制冷轧整体压下率80%以上,至成品厚度,增加剪切带组织;4)连续退火炉快速加热段温度设定1000~1150℃,增加有利织构组织形核;均热段温度设定750~830℃,全氮气干
无取向硅钢的生产方法.pdf
本发明涉及炼钢领域,尤其是一种无取向硅钢的生产方法,无取向硅钢的生产方法,先将钢水浇铸成板坯,板坯在加热炉中进行加热,再将经过加热后的板坯经热轧工序得到热轧板,热轧板经酸轧、退火后得到无取向硅钢的成品板,板坯在加热炉中将温度加热至1120‑1220℃之间,进入热轧工序中板坯的温度在1080‑1200℃之间,按重量百分比计,无取向硅钢的成品板中Mn的含量不小于0.2%。使板坯在加热炉中加热后不出现塌腰情况的发生,即防止了采用普钢生产线生产无取向硅钢时热轧塌腰情况的发生,再通过热轧、酸轧、退火过程中生产出的无