
一种钕铁硼成型烧结工艺.pdf

映雁****魔王


1/9
2/9

3/9

4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钕铁硼成型烧结工艺.pdf
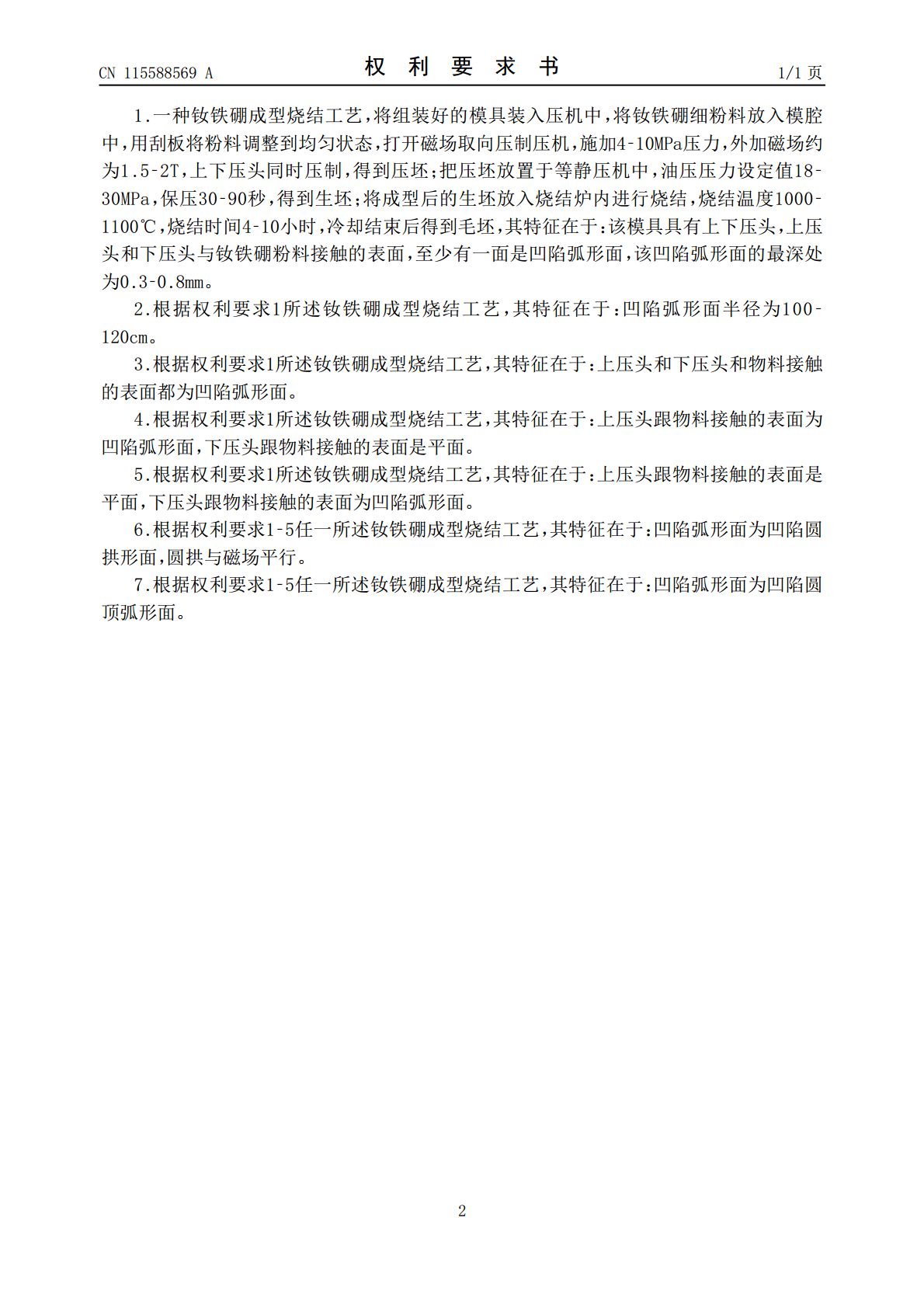
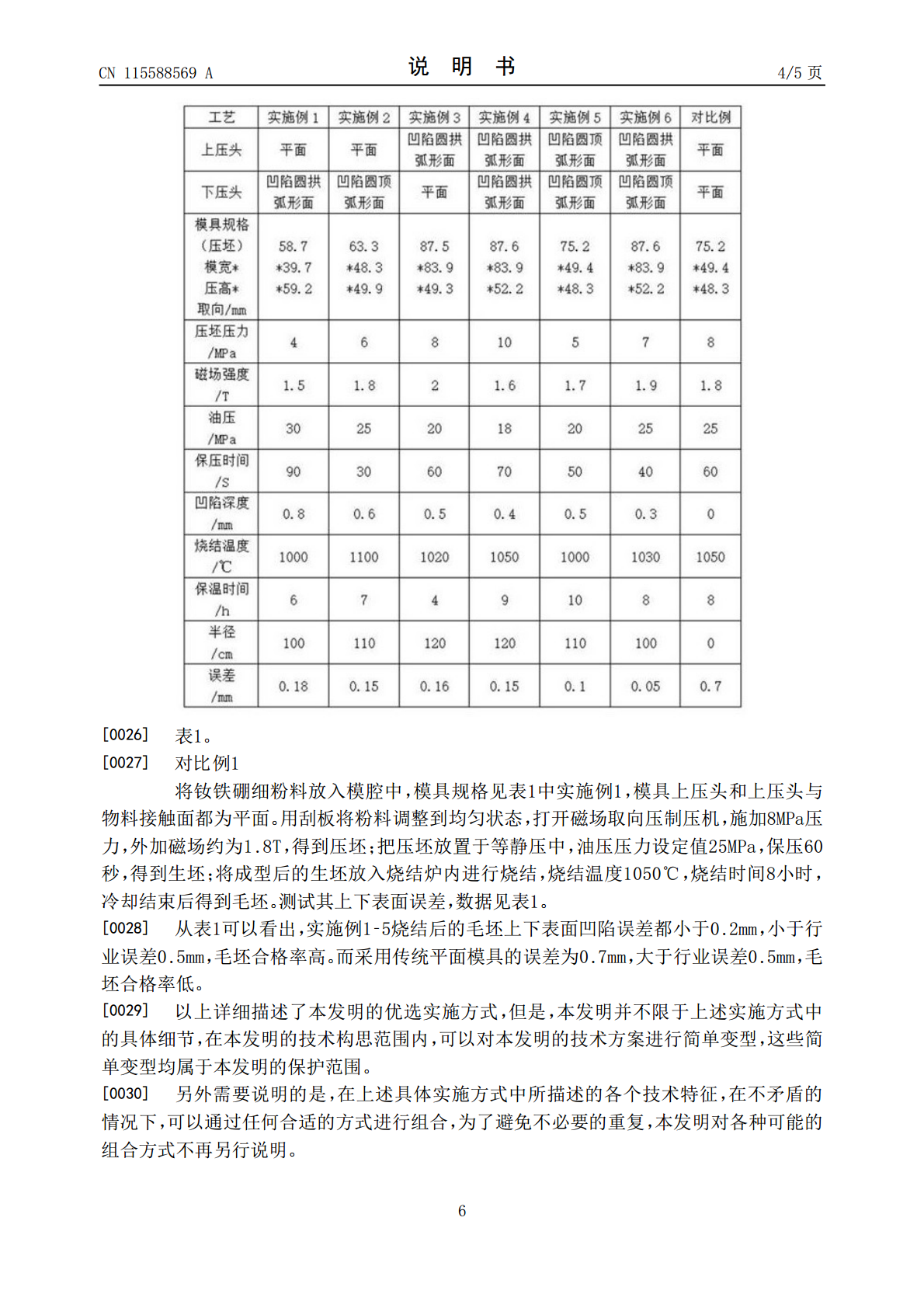
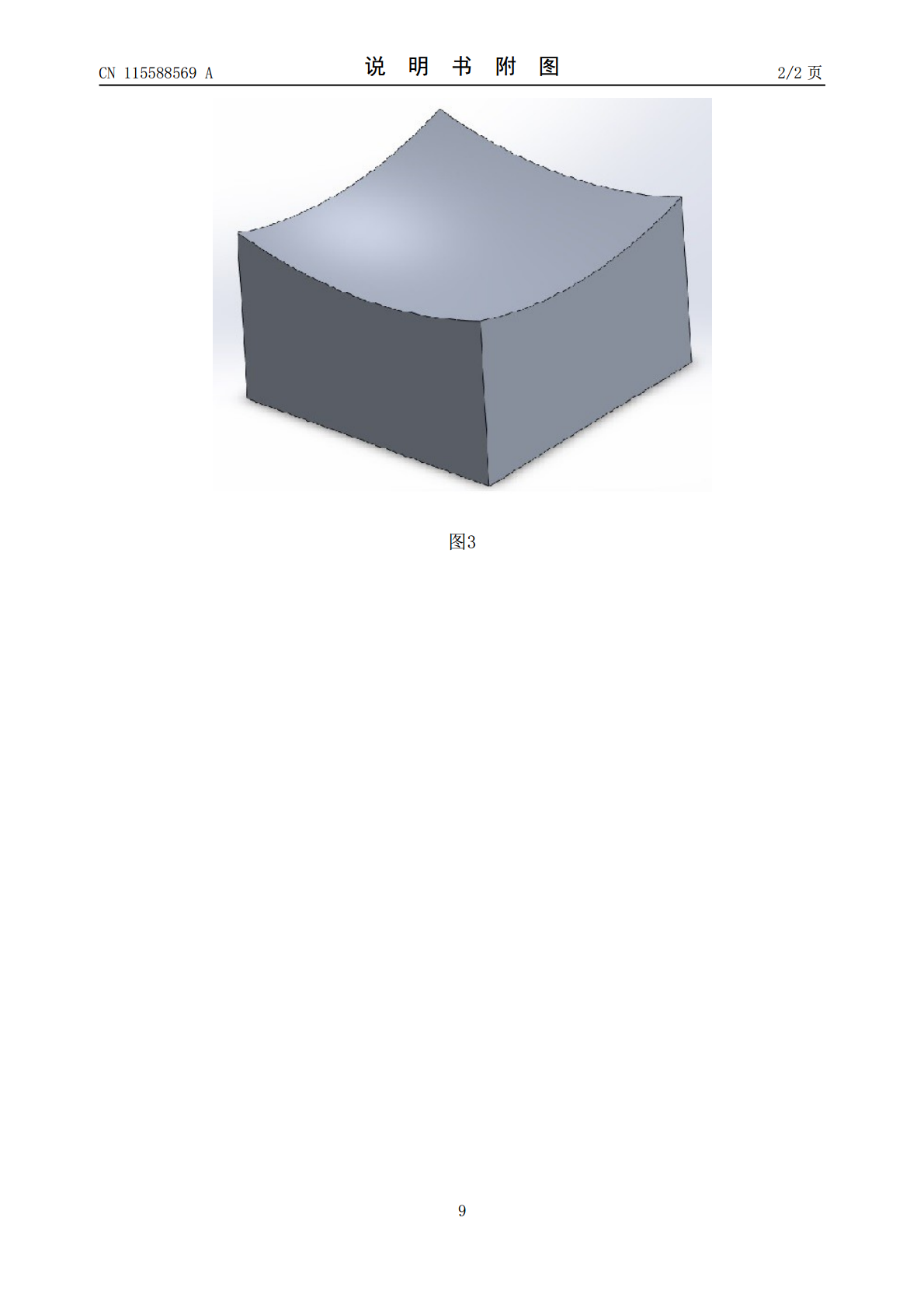
本发明涉及一种钕铁硼成型烧结工艺,将组装好的模具装入压机中,该模具具有上下压头,上压头和下压头与钕铁硼粉料接触的表面,至少有一面是凹陷弧形面,该凹陷弧形面的最深处为0.3‑0.8mm,将钕铁硼细粉料放入模腔中,磁场取向压型结束后再进行等静压型,完成上述两步压型后,将压制好的生坯放入烧结炉内进行烧结,烧结后的钕铁硼毛坯表面误差≤0.2mm,该工艺解决了传统工艺上下压头与钕铁硼粉料接触表面是平面的模具,经过磁场取向压型‑等静压型‑烧结后,毛坯表面误差变形量≥0.7mm,不合格率高的问题,通过本发明成型烧结工艺
一种钕铁硼的烧结工艺.pdf
本发明涉及永磁材料生产技术领域。本发明提供了一种钕铁硼的烧结工艺,包含如下步骤压坯步骤:将烧结钕铁硼粉末放入成型压机中进行取向成型压制,得到所需的规格毛坯,并进行等静压二次成型工序提高毛坯的密度,在气体保护状态下,将毛坯放入预备好的耐高温材料模型内得到钕铁硼磁体压坯;再将钕铁硼磁体压坯入炉,然后依次在不同的温度环境下进行脱碳;脱气;预烧结和烧结处理,最后经过冷却和回火处理后得到钕铁硼磁体成坯。本发明较现有技术提供一种毛坯粉末颗粒表面吸附气体的排放速度快,烧结过程短,得到的钕铁硼磁体性能高的钕铁硼磁体的烧结

一种钕铁硼烧结工艺.pdf
本发明提供了一种钕铁硼烧结工艺,该工艺直接从高温真空自冷到一级时效温度保温,一级时效保温结束后充入惰性气体风冷至100℃以下后再升二级时效时不再抽真空,带气负压进行二级时效保温。本发明可在产品达到二次时效同样磁性能的情况下,相比二次时效每炉料烧结过程时间缩短2-3.5小时,烧结每公斤产品省电0.2-0.5度,同时也减少了惰性气体的使用,提高了生产效率,降低了生产成本。
一种钕铁硼磁体烧结工艺.pdf
本发明公开了一种钕铁硼磁体烧结工艺,将成型钕铁硼磁体置于烧结炉中,抽真空后经150‑180分钟升温至750‑850℃,保温20‑40分钟;再经过60‑70分钟升温至1000‑1050℃,保温10‑30分钟;再经过0‑10分钟升温至1050‑1100℃,保温300‑350分钟;最后充入惰性气体冷却,得到烧结钕铁硼磁体。本发明采用阶梯式升温预烧,使得磁体外部和中心的温度梯度变小,提高烧结后磁体性能和合格率;采用气淬和自然冷却的方式,通过炉内温度实现钕铁硼压坯回火,达到节能的目的;同时在升温、保温过程中利用惰性
一种防止大块烧结钕铁硼开裂的烧结工艺.pdf
本发明公开了一种防止大块烧结钕铁硼开裂的烧结工艺,涉及烧结钕铁硼技术领域,本发明制成的坯料进行装匣钵:先在匣钵底部洒上高熔点金属粉末钼,将坯料放入匣钵内,在用高熔点金属粉末将坯料掩埋,然后放入真空烧结炉中,进行真空烧结。本发明坯料从外向内加热;通过高熔点金属传导热量,热量均匀传导给材料,材料内应力小,晶粒大小均匀,在冷却过程中避免了冲入的氩气与坯料直接接触,避免了坯料内外冷却速率过快导致产品隐裂,解决了烧结大产品时容易开裂的问题,可显著降低烧结温度、大幅降低能耗、缩短烧结时间、显著提高组织致密度、细化晶粒