
一种铝合金薄壁压铸件回弹形变的控制方法.pdf

Do****76

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金薄壁压铸件回弹形变的控制方法.pdf
本发明公开了一种铝合金薄壁压铸件回弹形变的控制方法,包括以下步骤:步骤1、装炉:工作人员根据炉内的有效体积,将待加工铝合金压铸件进行适量装炉;步骤2、设备检查:工作人员检查处理炉内的零件与电热元件,确保其与铝合金压铸件无接触;本发明一种铝合金薄壁压铸件回弹形变的控制方法,整体通过预处理、模具结构和工艺流程三个方面去控制铝合金压铸件的回弹形变,步骤1到步骤5通过对待冲压型材进行退火处理,降低其硬度以控制减少压铸时的回弹形变;步骤6到步骤9通过改变模具结构,使内外侧的回弹趋势相互抵消,从而减少回弹;步骤10和
一种铝合金薄壁压铸件尺寸变形控制方法.pdf
本发明公开了一种铝合金薄壁压铸件尺寸变形控制方法,其特征在于,包括以下步骤:S1、制模:根据铝合金薄壁压铸件的设计尺寸及形状和压铸时的预测压力大小,选择模具钢材为材料,制成压铸模具毛坯和修正模具毛坯,采用相同的加工工艺,将模具毛坯放入真空淬火炉内,控制加热400‑600摄氏度进行加热,并保温20‑30min,加热后取出坯模以液氮为淬火介质进行冷却降温,冷却降温后对模具进行修边调整;该铝合金薄壁压铸件尺寸变形控制方法采用两套模具相配合,压铸模具负责压铸成型,修正模具由于成型后压铸件的限定修正,模具稳定可靠,
一种铝合金压铸件.pdf
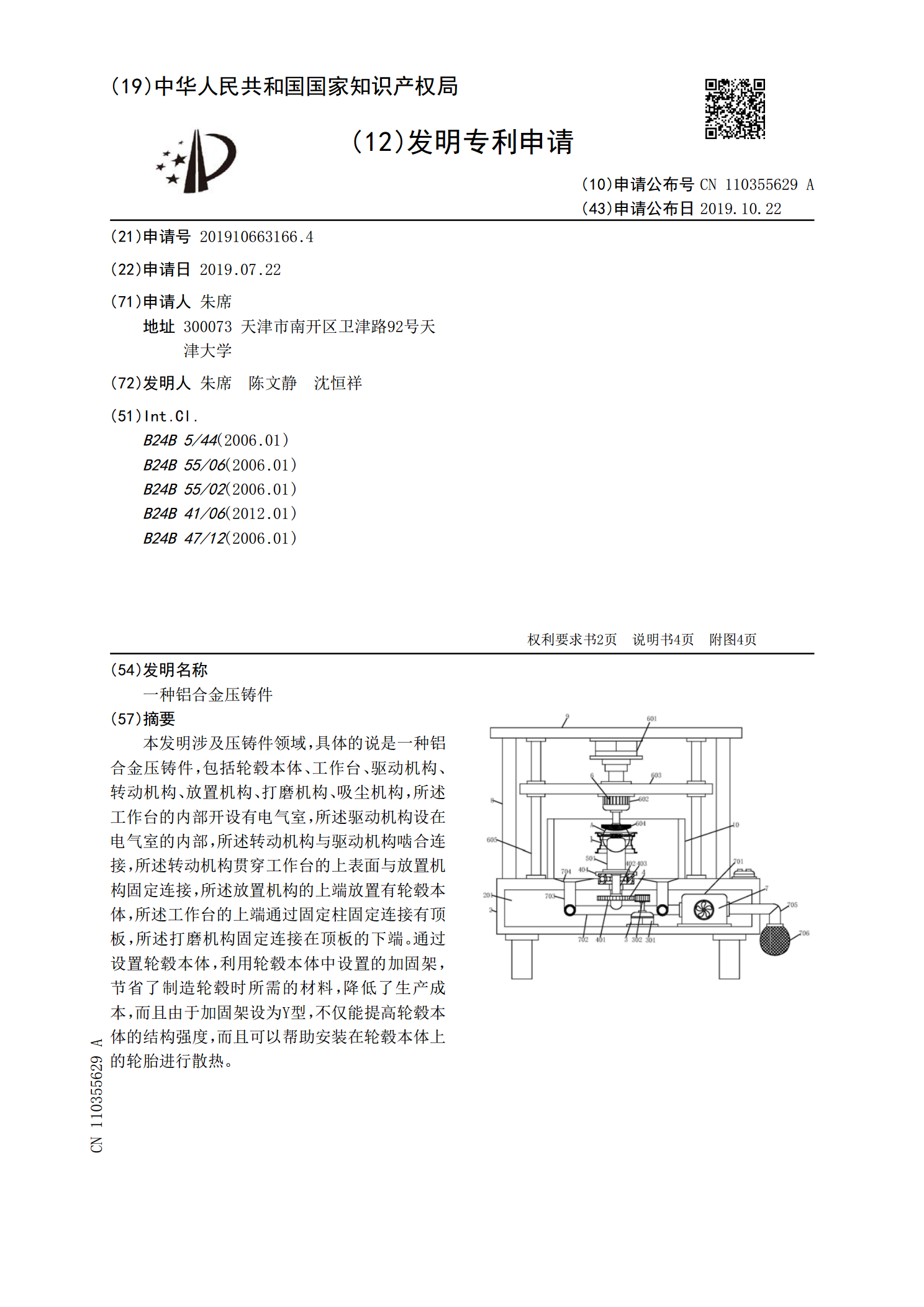
本发明涉及压铸件领域,具体的说是一种铝合金压铸件,包括轮毂本体、工作台、驱动机构、转动机构、放置机构、打磨机构、吸尘机构,所述工作台的内部开设有电气室,所述驱动机构设在电气室的内部,所述转动机构与驱动机构啮合连接,所述转动机构贯穿工作台的上表面与放置机构固定连接,所述放置机构的上端放置有轮毂本体,所述工作台的上端通过固定柱固定连接有顶板,所述打磨机构固定连接在顶板的下端。通过设置轮毂本体,利用轮毂本体中设置的加固架,节省了制造轮毂时所需的材料,降低了生产成本,而且由于加固架设为Y型,不仅能提高轮毂本体的结

一种薄壁铝合金铸件应力去除方法.pdf
本发明公开了一种薄壁铝合金铸件应力去除方法,包括以下步骤:埋砂冷却;热处理;高温振动时效;本发明可以去除铸件的铸造和热处理应力,并同时保持了铸件固溶处理后的力学性能;也保证了零件精度稳定性。
一种薄壁铝合金锻件的加工方法.pdf
本发明公开了一种薄壁铝合金锻件的加工方法,S1:下料;S2:锻前加热;S3:锻造,初锻温度为450℃,终锻温度为400℃,采用三拔三墩进行作业,将坯料锻造成薄片状,薄片厚度小于3cm,且坯料锻造后的厚度大于工件厚度0.2‑0.4cm;S4:快速模切,利用液压冲切机在薄片状坯料上模切若干单元坯料,多余边角料送入天然气加热炉中升温并保温继续作为下一批次的锻造坯料;S5:回炉加热,将若干单元坯料置入加热炉内随炉升温至450℃±10℃,并保温1‑2h;S6:坯料成型,对单元坯料进行冲孔,而后进行旋压;S7:冷却;