
一种超薄高硼硅曲面玻璃钢化方法及其产品.pdf

是你****嘉嘉


1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超薄高硼硅曲面玻璃钢化方法及其产品.pdf
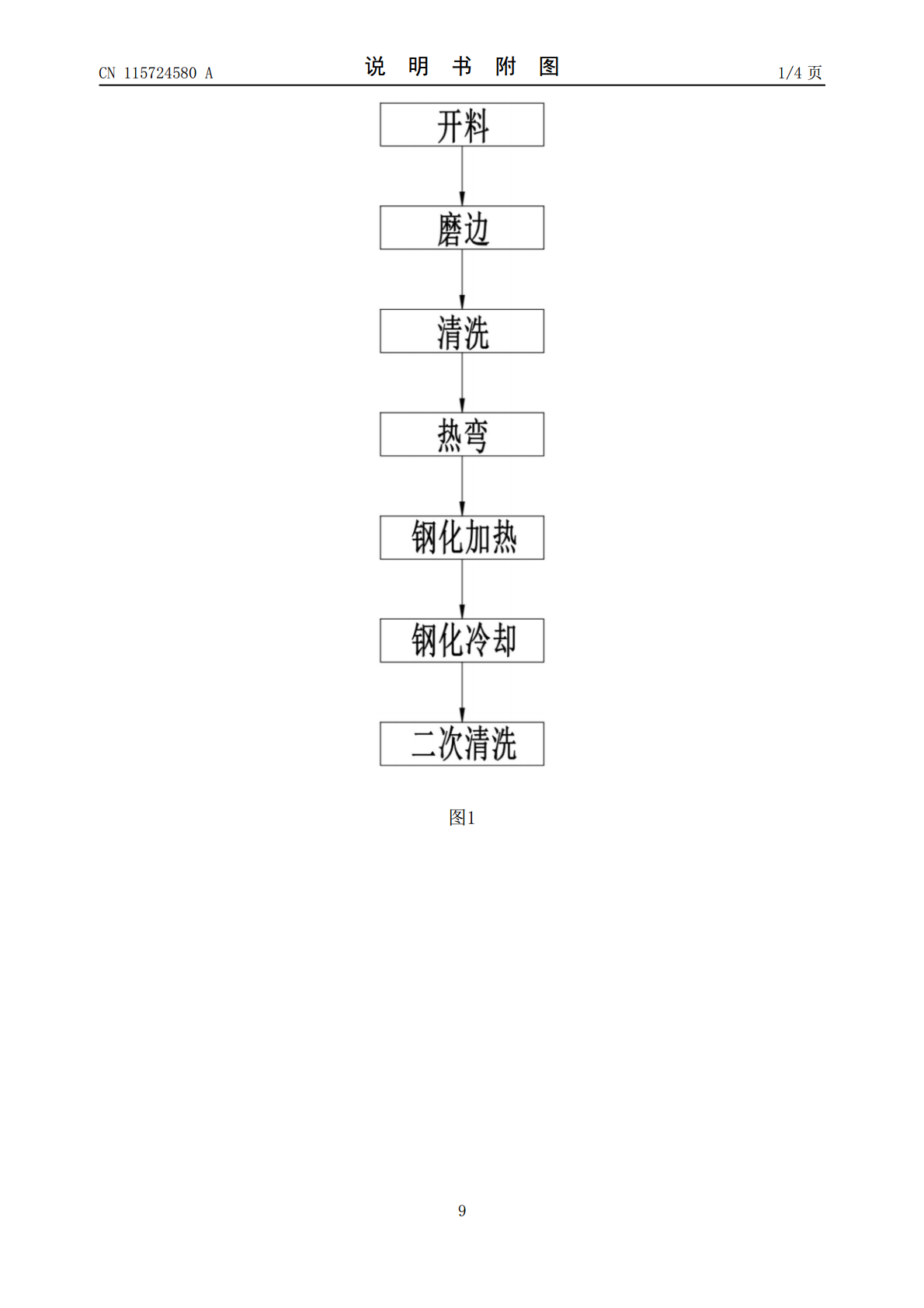
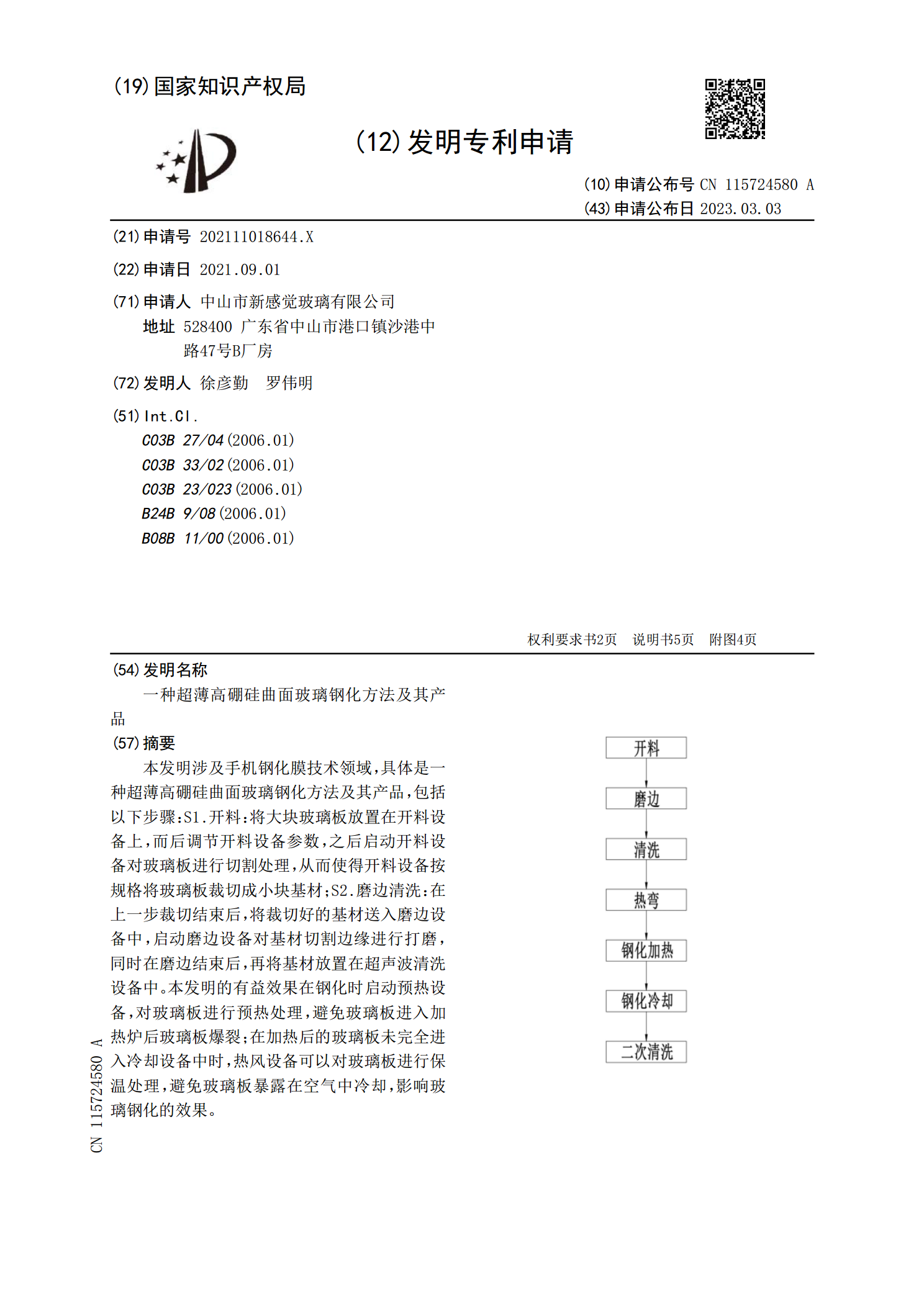
本发明涉及手机钢化膜技术领域,具体是一种超薄高硼硅曲面玻璃钢化方法及其产品,包括以下步骤:S1.开料:将大块玻璃板放置在开料设备上,而后调节开料设备参数,之后启动开料设备对玻璃板进行切割处理,从而使得开料设备按规格将玻璃板裁切成小块基材;S2.磨边清洗:在上一步裁切结束后,将裁切好的基材送入磨边设备中,启动磨边设备对基材切割边缘进行打磨,同时在磨边结束后,再将基材放置在超声波清洗设备中。本发明的有益效果在钢化时启动预热设备,对玻璃板进行预热处理,避免玻璃板进入加热炉后玻璃板爆裂;在加热后的玻璃板未完全进入

一种高硼硅防火钢化玻璃及其钢化方法.pdf
一种高硼硅防火钢化玻璃的钢化方法,是先将高硼硅4.0玻璃原片依次进行三段式表面预处理,干燥后得超纯玻璃原片,置于中温炉中预热后放入硝酸钾熔盐中,在340~380℃下进行离子交换0.5~5h,随炉冷却至室温;所述三段式表面预处理具体是依次采用K
一种新型高硼硅玻璃及其制备方法.pdf
一种新型高硼硅玻璃及其制备方法,涉及玻璃制品生产技术领域,其特征在于:按重量比该组合物由以下组分组成:石英砂150kg,硼砂40kg,硼酸11.9kg,氢氧化铝9kg,食盐0.42kg,碎玻璃90kg,通过配料、加料、熔化、澄清、成型、退火、包装入库这几个步骤制作而成。本发明制作出的玻璃支配明结构合理、质地坚硬、抗震效果良好。
一种高硼硅玻璃壶自动化引嘴系统及其控制方法.pdf
本发明涉一种高硼硅玻璃壶自动化引嘴系统及其控制方法,包括高硼硅玻璃棒烧融台、高硼硅玻璃壶吹气台、视觉系统、高硼硅玻璃壶和玻璃棒夹取机械臂、移动喷火头机械臂、控制箱,高硼硅玻璃棒烧融台包括恒温电加热炉和由旋转轴、托料轮、减速电机组成的高硼硅玻璃棒旋转托架,高硼硅玻璃壶吹气台包括支撑台面、密封垫、壶体加压杆,视觉系统可对玻璃棒的实时长度进行识别,本发明自动化程度高,生产效率高,确保产品不同批次质量统一。
一种透明黑色高硼硅玻璃及其制备方法.pdf
本发明公开了一种透明黑色高硼硅玻璃及其制备方法,包括以下重量份的原料:二氧化硅100‑110份、三氧化二硼25‑35份、氧化铝3‑6份、氯化钠6‑10份、氧化钙5‑8份、五氧化二磷5‑10份、着色剂1‑5份,所述着色剂包括重量份比为(5‑15):(1‑10)的五氧化二钒和氧化钴。本发明采用上述结构的一种透明黑色高硼硅玻璃及其制备方法,在保持高硼硅3.3玻璃原有性能不变的基础上对其内部进行着色,制备得到的玻璃颜色透明黑,分布均匀,无气泡、无水纹,具有优良的折射率和透光性。