
一种小孔热处理感应淬火工艺.pdf

文宣****66

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小孔热处理感应淬火工艺.pdf
本发明公布了一种小孔热处理感应淬火工艺,工艺步骤如下:检验‑清洗干燥‑淬火‑清洗干燥‑回火‑检测‑防锈。本发明工艺简单、全程环保无污染,能够有效的提高小孔的硬度、强度和耐磨性,延长了小孔的使用寿命;淬火步骤中采用HX‑200介质进行冷却,使其淬火均匀,金属表面形成均匀的皮膜,有效保护工件防止开裂,带出量极少,淬后工件免清洗,介质免排放,适用于各种材质,无需调整浓度,降低了生产成本、节省能源,减少了环境污染,提高经济效益。
一种链轮热处理感应淬火工艺.pdf
本发明公布了一种链轮热处理感应淬火工艺,工艺步骤如下:检验‑清洗干燥‑淬火‑清洗干燥‑回火‑检测‑防锈。本发明工艺简单、全程环保无污染,能够有效的提高链轮的硬度、强度和耐磨性,延长了链轮的使用寿命;淬火步骤中采用HX‑200介质进行冷却,使其淬火均匀,金属表面形成均匀的皮膜,有效保护工件防止开裂,带出量极少,淬后工件免清洗,介质免排放,适用于各种材质,无需调整浓度,降低了生产成本、节省能源,减少了环境污染,提高经济效益。
一种钢丝感应加热水浴淬火热处理工艺.pdf
本发明公开了一种钢丝感应加热水浴淬火热处理工艺。该工艺是将钢丝从工字轮放线机引出、并经定位装置水平输出后,经过中频感应加热器和超音频感应加热器进行两级感应加热,接着进入保温炉保温、并充分奥氏体化,随后再经过在水浴槽中快速冷却以完成钢丝索氏体组织的转变,接着再经空气自然冷却和水冷槽冷却回归常温状态,最后在牵引机的带动下钢丝被收卷至工字轮收线机的卷筒上。本发明解决了传统工艺中加热炉体长、占地面积大、升温时间长、环境污染严重等问题,利用本发明可获得高性能的索氏体组织,提高钢丝的综合机械性能;占用场地少;无需预热

冷轧辊双频感应淬火热处理工艺探讨.docx
冷轧辊双频感应淬火热处理工艺探讨冷轧辊是冷轧机中最重要的部件之一,直接影响着生产效率、产品质量和设备寿命。然而,在长期的使用过程中,冷轧辊会经历高负荷下的磨损、疲劳和裂纹等问题,导致生产效率下降,甚至严重影响产品质量和设备稳定性。近年来,随着材料科技的不断发展和热处理技术的日益成熟,冷轧辊的热处理工艺也得到了很大的改进和提升。其中,双频感应淬火技术作为一种高效、节能、环保的新型热处理方法,已经在冷轧辊的生产制造中得到了广泛应用和推广。双频感应淬火技术是一种利用高频电磁场对金属材料进行加热和淬火的处理方法。
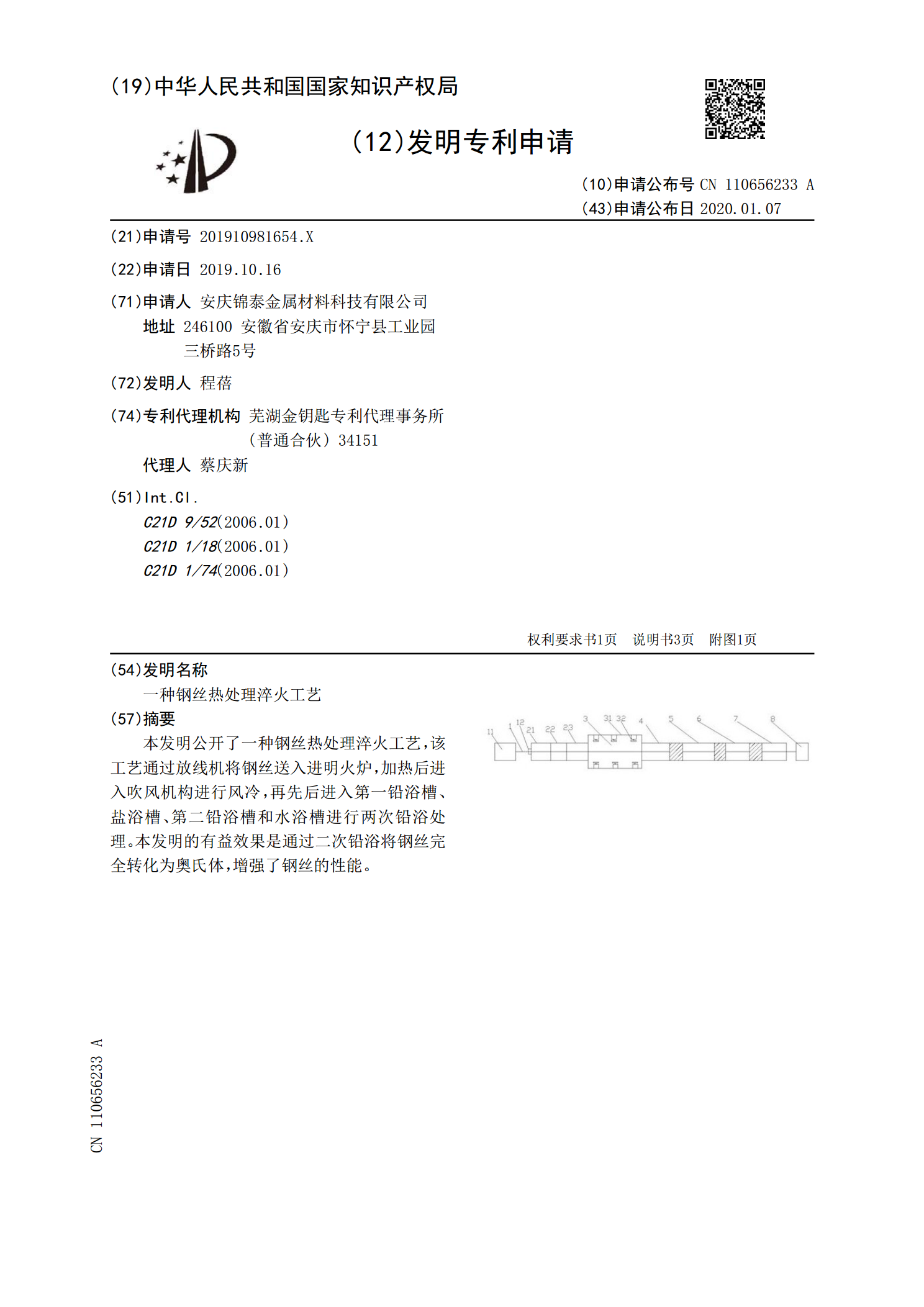
一种钢丝热处理淬火工艺.pdf
本发明公开了一种钢丝热处理淬火工艺,该工艺通过放线机将钢丝送入进明火炉,加热后进入吹风机构进行风冷,再先后进入第一铅浴槽、盐浴槽、第二铅浴槽和水浴槽进行两次铅浴处理。本发明的有益效果是通过二次铅浴将钢丝完全转化为奥氏体,增强了钢丝的性能。