
TC18钛合金大规格棒材锻造工艺.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

TC18钛合金大规格棒材锻造工艺.docx
TC18钛合金大规格棒材锻造工艺TC18钛合金大规格棒材锻造工艺摘要:钛合金作为一种重要的结构材料,在航空航天、船舶、汽车和化工等领域有着广泛的应用。本论文研究了TC18钛合金大规格棒材的锻造工艺,通过热变形试验和微观组织分析,探究了不同参数对钛合金锻造过程中组织和性能的影响。得出的结论为优化的锻造温度和变形速率可以提高TC18钛合金棒材的综合性能。关键词:TC18钛合金;大规格棒材;锻造工艺;热变形试验;微观组织引言:钛合金作为一种重要的结构材料,因其高强度、轻量化和良好的耐腐蚀性能而备受关注。TC18
一种TC18钛合金大规格棒材加工方法.pdf
一种TC18钛合金大规格棒材加工方法,采用电炉将铸锭加热到1100℃保温,在45MN快锻机上开坯后,在β转变温度以上进行2~3火次镦拔锻造;随后到β转变温度以下30~50℃加热,在α+β两相区进行2~5火次镦拔锻造;然后将锻坯在β转变温度以上及α+β两相区进行“高+低”锻造,循环2~3次;最后在β转变温度以下20~30℃锻造2~4火次至成品。本发明可以制得直径大于300mm、长度2000mm以上的棒材;在锻造过程中采用换向镦拔锻造,提高大规格棒材锻透性,并对锻坯采用一次水淬处理,使组织更均匀,既保证产品强
一种TC18钛合金大规格棒材的制备方法.pdf
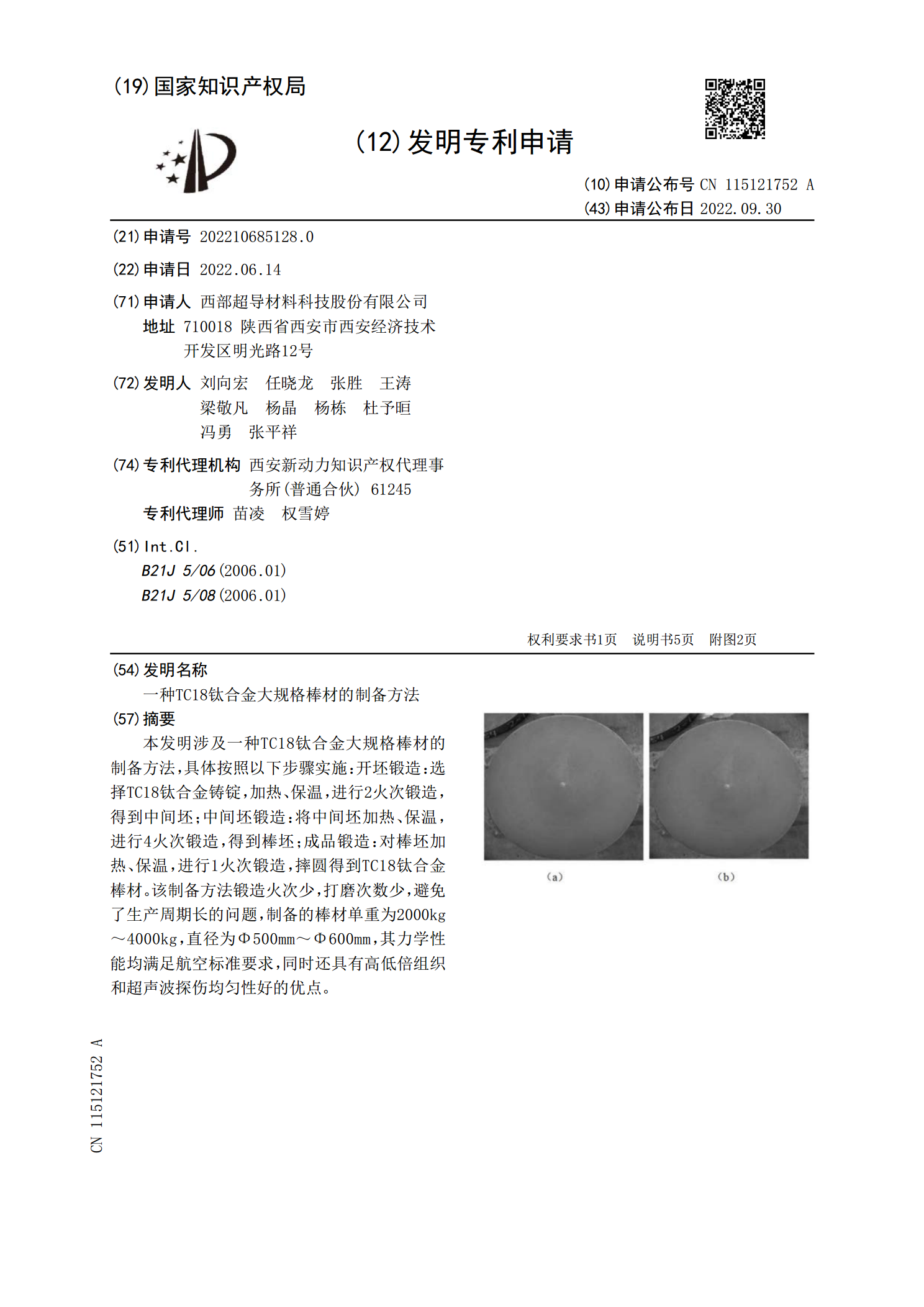
本发明涉及一种TC18钛合金大规格棒材的制备方法,具体按照以下步骤实施:开坯锻造:选择TC18钛合金铸锭,加热、保温,进行2火次锻造,得到中间坯;中间坯锻造:将中间坯加热、保温,进行4火次锻造,得到棒坯;成品锻造:对棒坯加热、保温,进行1火次锻造,摔圆得到TC18钛合金棒材。该制备方法锻造火次少,打磨次数少,避免了生产周期长的问题,制备的棒材单重为2000kg~4000kg,直径为Φ500mm~Φ600mm,其力学性能均满足航空标准要求,同时还具有高低倍组织和超声波探伤均匀性好的优点。
Ti-1350超高强钛合金大规格棒材高塑性锻造方法.pdf
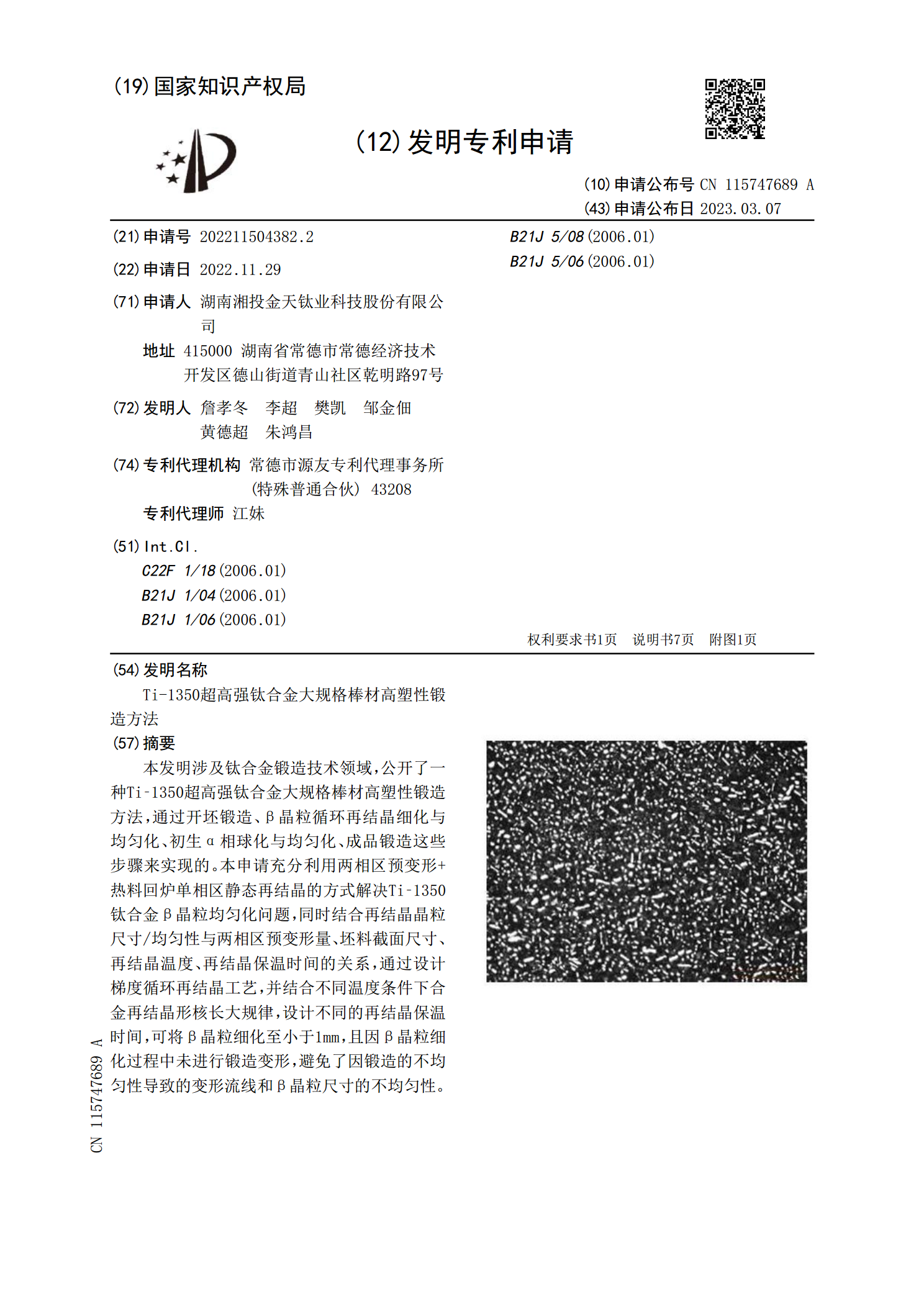
本发明涉及钛合金锻造技术领域,公开了一种Ti‑1350超高强钛合金大规格棒材高塑性锻造方法,通过开坯锻造、β晶粒循环再结晶细化与均匀化、初生α相球化与均匀化、成品锻造这些步骤来实现的。本申请充分利用两相区预变形+热料回炉单相区静态再结晶的方式解决Ti‑1350钛合金β晶粒均匀化问题,同时结合再结晶晶粒尺寸/均匀性与两相区预变形量、坯料截面尺寸、再结晶温度、再结晶保温时间的关系,通过设计梯度循环再结晶工艺,并结合不同温度条件下合金再结晶形核长大规律,设计不同的再结晶保温时间,可将β晶粒细化至小于1mm,且因
一种TC4钛合金大规格棒材的锻造方法.pdf
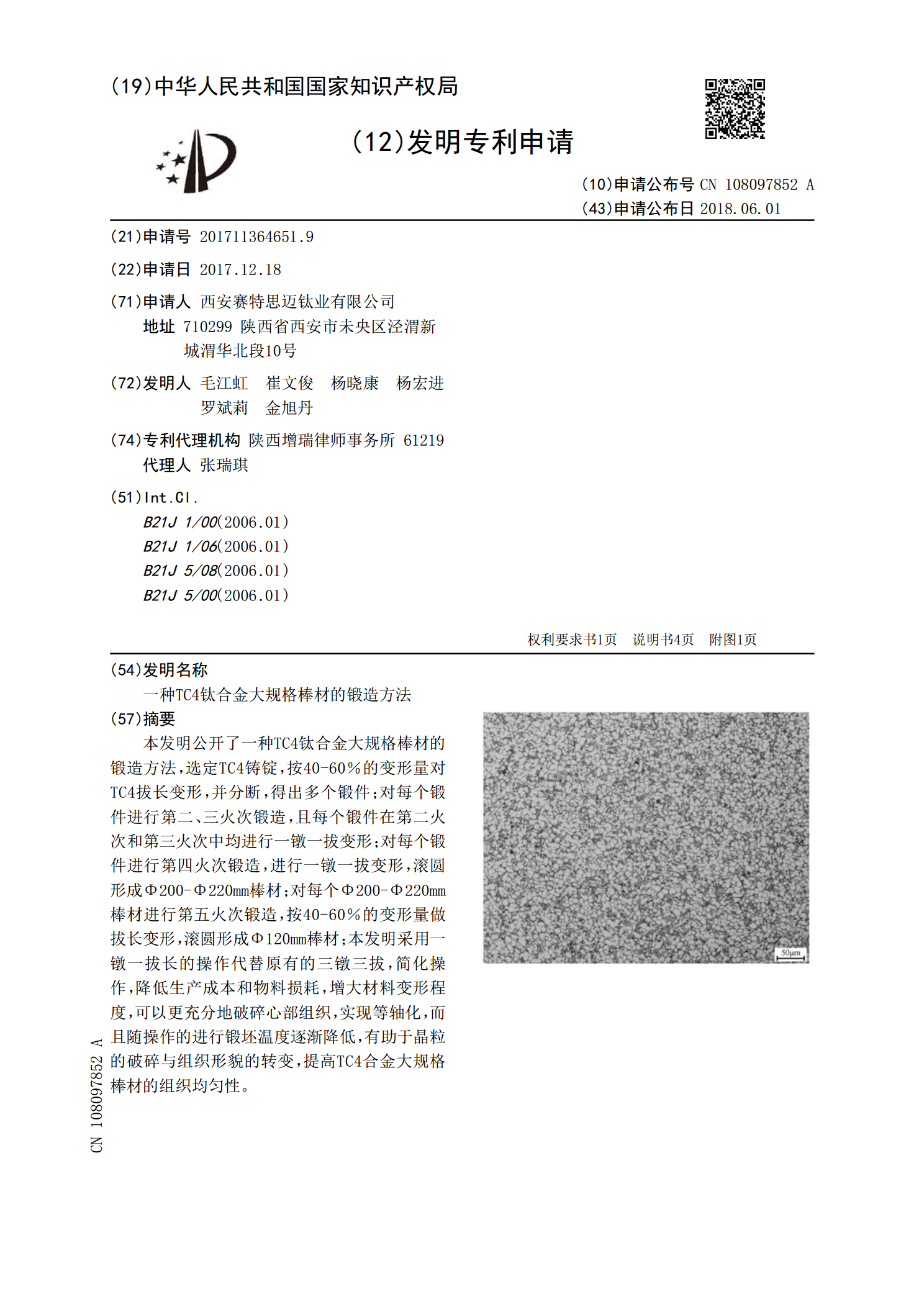
本发明公开了一种TC4钛合金大规格棒材的锻造方法,选定TC4铸锭,按40‑60%的变形量对TC4拔长变形,并分断,得出多个锻件;对每个锻件进行第二、三火次锻造,且每个锻件在第二火次和第三火次中均进行一镦一拔变形;对每个锻件进行第四火次锻造,进行一镦一拔变形,滚圆形成Φ200‑Φ220mm棒材;对每个Φ200‑Φ220mm棒材进行第五火次锻造,按40‑60%的变形量做拔长变形,滚圆形成Φ120mm棒材;本发明采用一镦一拔长的操作代替原有的三镦三拔,简化操作,降低生产成本和物料损耗,增大材料变形程度,可以更充