
一种滚插齿刀涂层工艺.pdf

努力****妙风


1/7

2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种滚插齿刀涂层工艺.pdf
本发明涉及硬质涂层技术领域,具体涉及一种滚插齿刀涂层工艺,通过基体前处理、装炉抽真空加热、灯丝清洗、镀结合层、镀功能层、随炉冷却、出炉等步骤进行试片基体的涂层,添加B元素到CrAlN中,会在纳米级fcc‑AlCrN晶粒周围形成一层薄的BNx相包裹,使涂层具有超高硬度。在AlCrBN涂层中还发现存在c‑BN和hcp‑BN相,可以提高涂层的摩擦性能。W元素的掺杂能生成硬度较高的WN或W
一种提高齿轮加工滚齿刀寿命的涂层工艺.pdf
本发明公开了一种提高齿轮加工滚齿刀寿命的涂层工艺,将钨金属粉末、碳粉、硅粉、锰粉、钛粉、铜金属粉进行干燥混合;将金属粉混合物均匀喷涂于加热的齿轮加工滚齿刀表面,将滚齿刀置入容器中,加入惰性气体,并加热,进行烧结;烧结三层金属混合物;待冷却后制得齿轮加工滚齿刀。与现有技术相比,通过本发明的配方及加工工艺对滚齿刀的表面进行烧结处理,提高滚齿刀的表面硬度,提高滚齿刀的耐磨性,进而提高滚齿刀的使用寿命,具有推广应用的价值。
硬齿面滚齿工艺及滚刀的设计与使用.pdf
硬齿面滚齿工艺及滚刀的设计与使用随着生产力的不断发展齿轮传动正朝着高速、重载、高精度的方向发展越来越多的齿轮传动采用承载能力大、抗点蚀性能好的硬齿面齿轮。国外发达国家的工业齿轮经表面淬火和整体淬火硬度在350HBS以上的硬齿面几乎已完全取代硬度低于350HBS的软齿面。我国自80年代以来开始推广硬齿面齿轮的应用。1硬齿面滚齿工艺采用硬质合金滚

硬齿面滚齿工艺及滚刀的设计与使用.doc
硬齿面滚齿工艺及滚刀的设计与使用随着生产力的不断发展,齿轮传动正朝着高速、重载、高精度的方向发展,越来越多的齿轮传动采用承载能力大、抗点蚀性能好的硬齿面齿轮。国外发达国家的工业齿轮,经表面淬火和整体淬火硬度在350HBS以上的硬齿面几乎已完全取代硬度低于350HBS的软齿面。我国自80年代以来,开始推广硬齿面齿轮的应用。1硬齿面滚齿工艺采用硬质合金滚刀对硬齿面进行加工,革新了传统的硬齿面精加工工艺。首先,对于高精度的磨齿齿轮来说,硬齿面滚齿能用很高的效率代替粗磨工序,切除轮齿的热处理变形,留下小而均匀的余
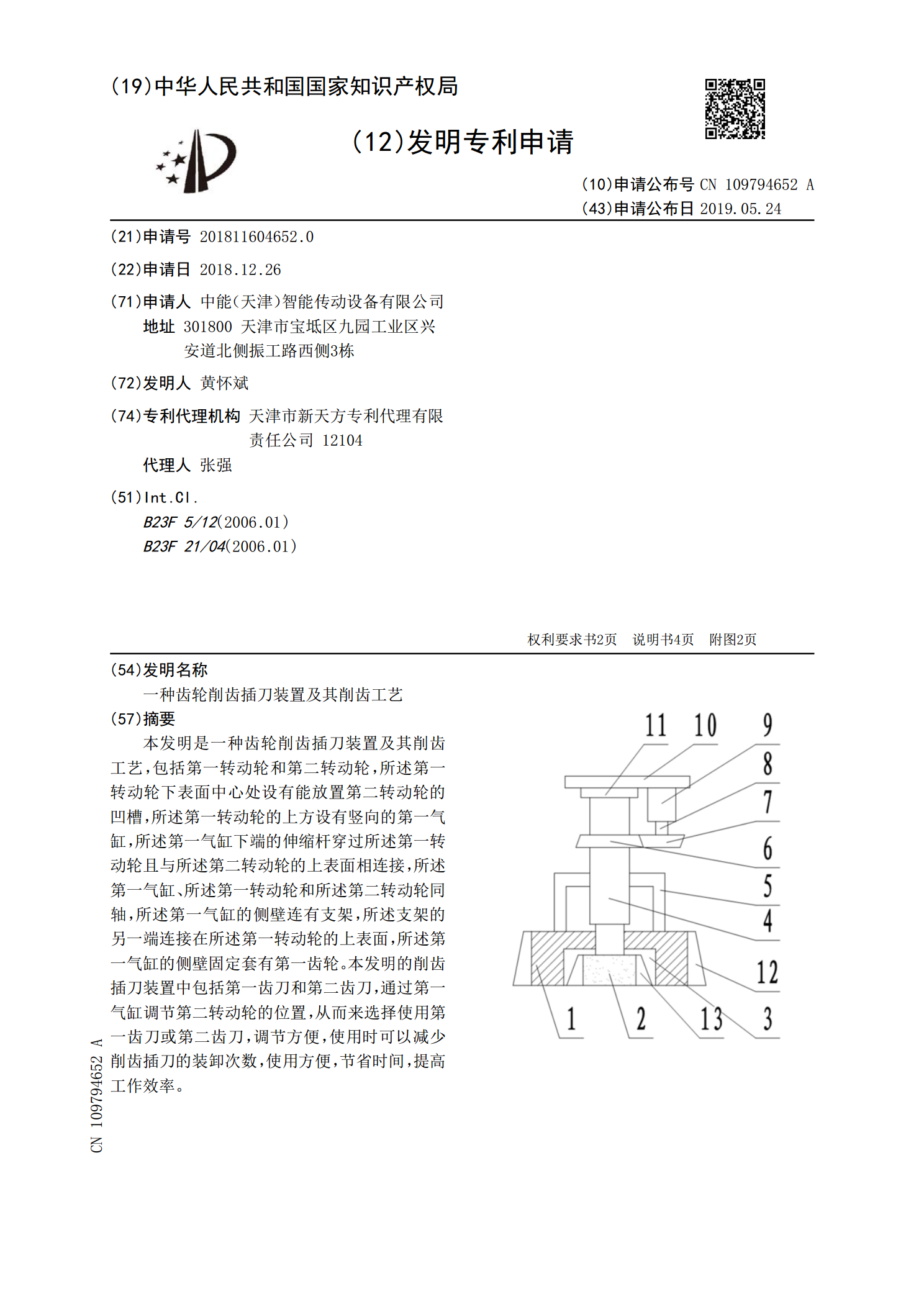
一种齿轮削齿插刀装置及其削齿工艺.pdf
本发明是一种齿轮削齿插刀装置及其削齿工艺,包括第一转动轮和第二转动轮,所述第一转动轮下表面中心处设有能放置第二转动轮的凹槽,所述第一转动轮的上方设有竖向的第一气缸,所述第一气缸下端的伸缩杆穿过所述第一转动轮且与所述第二转动轮的上表面相连接,所述第一气缸、所述第一转动轮和所述第二转动轮同轴,所述第一气缸的侧壁连有支架,所述支架的另一端连接在所述第一转动轮的上表面,所述第一气缸的侧壁固定套有第一齿轮。本发明的削齿插刀装置中包括第一齿刀和第二齿刀,通过第一气缸调节第二转动轮的位置,从而来选择使用第一齿刀或第二齿