
硬齿面滚齿工艺及滚刀的设计与使用.doc

kp****93


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硬齿面滚齿工艺及滚刀的设计与使用.doc
硬齿面滚齿工艺及滚刀的设计与使用随着生产力的不断发展,齿轮传动正朝着高速、重载、高精度的方向发展,越来越多的齿轮传动采用承载能力大、抗点蚀性能好的硬齿面齿轮。国外发达国家的工业齿轮,经表面淬火和整体淬火硬度在350HBS以上的硬齿面几乎已完全取代硬度低于350HBS的软齿面。我国自80年代以来,开始推广硬齿面齿轮的应用。1硬齿面滚齿工艺采用硬质合金滚刀对硬齿面进行加工,革新了传统的硬齿面精加工工艺。首先,对于高精度的磨齿齿轮来说,硬齿面滚齿能用很高的效率代替粗磨工序,切除轮齿的热处理变形,留下小而均匀的余
硬齿面滚齿工艺及滚刀的设计与使用.pdf
硬齿面滚齿工艺及滚刀的设计与使用随着生产力的不断发展齿轮传动正朝着高速、重载、高精度的方向发展越来越多的齿轮传动采用承载能力大、抗点蚀性能好的硬齿面齿轮。国外发达国家的工业齿轮经表面淬火和整体淬火硬度在350HBS以上的硬齿面几乎已完全取代硬度低于350HBS的软齿面。我国自80年代以来开始推广硬齿面齿轮的应用。1硬齿面滚齿工艺采用硬质合金滚
滚齿刀磨削装置.pdf
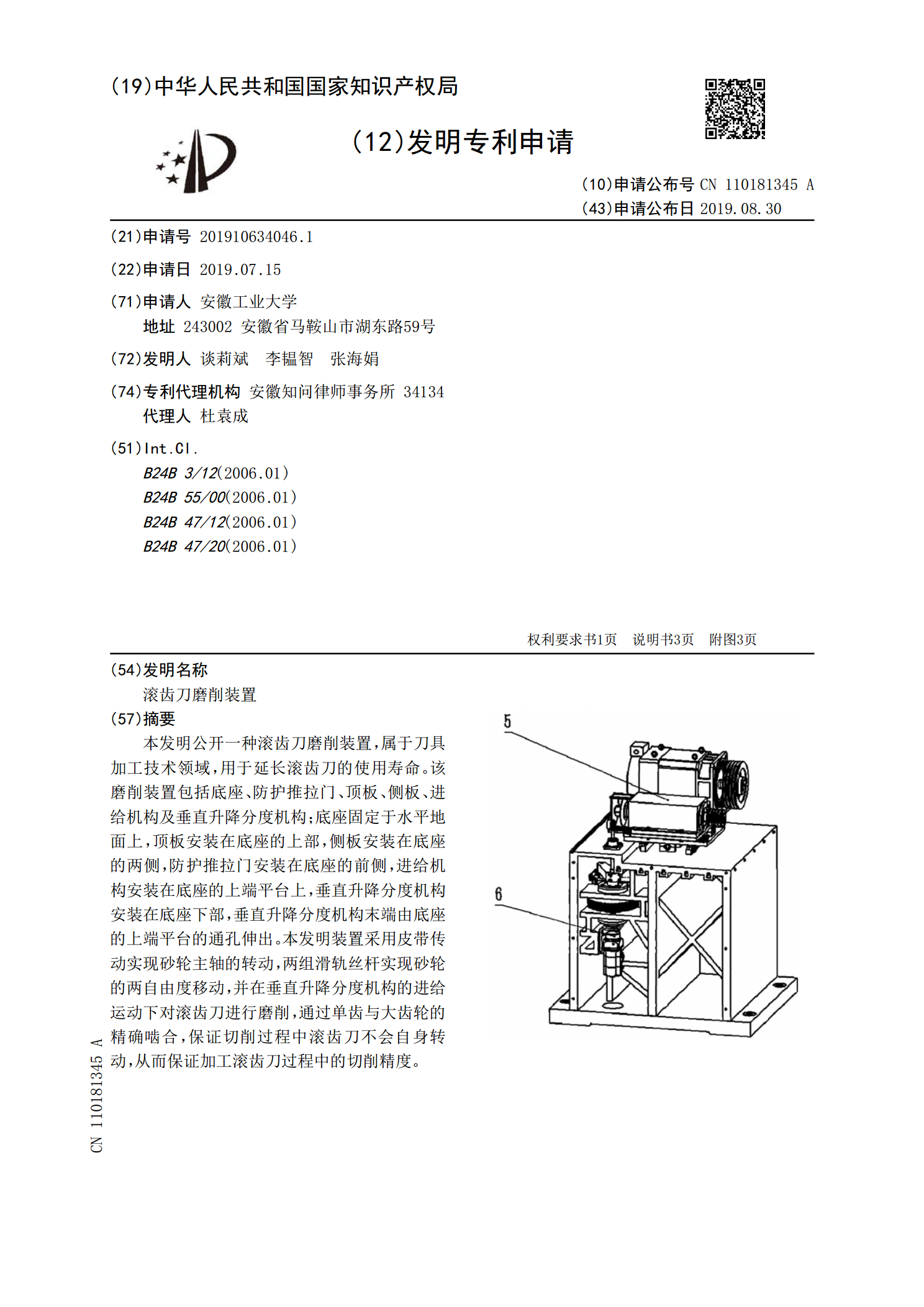
本发明公开一种滚齿刀磨削装置,属于刀具加工技术领域,用于延长滚齿刀的使用寿命。该磨削装置包括底座、防护推拉门、顶板、侧板、进给机构及垂直升降分度机构;底座固定于水平地面上,顶板安装在底座的上部,侧板安装在底座的两侧,防护推拉门安装在底座的前侧,进给机构安装在底座的上端平台上,垂直升降分度机构安装在底座下部,垂直升降分度机构末端由底座的上端平台的通孔伸出。本发明装置采用皮带传动实现砂轮主轴的转动,两组滑轨丝杆实现砂轮的两自由度移动,并在垂直升降分度机构的进给运动下对滚齿刀进行磨削,通过单齿与大齿轮的精确啮合

滚齿工艺00.doc
。-可编辑修改-滚齿工序过程作业指导书滚齿:开齿槽,为齿轮热处理前做准备工作或直接滚齿成形。备注工序内容:滚齿,公法线留量(见表),差动挂轮计算到小数点后第六位,齿底粗糙度达Ra12.5以上。例:机床:按图纸(齿轮模数、齿顶圆直径、齿轮重量等)选取滚齿机床。例:刀杆:刀杆:刀杆安装后,悬臂检查刀杆径向和端面圆跳动,其跳动公差不得大于表1的规定。表1mm齿轮精度等级圆跳动公差ABC70.0050.0080.00580.0080.0100.00890.0100.0150.010注:精度等级按第Ⅱ公差组要求。表

滚齿加工工艺.docx
滚齿加工工艺一、零件种类四轮轴齿、五轮组件、输出轴组件二、生产工艺流程四轮轴齿:四轮轴齿坏T滚齿T抛光处理T铰孔T清洗T包装入库五轮轴齿:五轮轴齿坏T滚齿T抛光处理T铰孔T清洗T五轮轮片:五轮片坏T滚齿T抛光处理T清洗T铆接六轮轮片:六轮片坏T铰孔T滚齿T抛光处理T清洗三、作业过程标准㈠、滚齿加工作业要求:1、调整机床参数安装交换齿轮并调试刀架轴向和纵向起点位置;(滚刀转速、进刀量、径向切削量、滚刀模数)2、采用两顶尖式装夹工件;(工件中孔作为定位基准)3、启动机床前应检查刀架、拖板是否在切削起点,抬刀时