
一种低温共烧陶瓷的制备方法.pdf

子璇****君淑

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种低温共烧陶瓷的制备方法.pdf
本发明提供了一种低温共烧陶瓷的制备方法,其缩短倒角时间,提高低温共烧陶瓷制备效率。其包括以下步骤:落片、打孔、网印、叠片、层压、切割、排胶,其特征在于:在生坯器件完全排胶前从排胶炉中取出置入含有磨削介质的球磨罐中,生坯器件的体积占球磨罐容积的25%~35%,加入的磨削介质为:去除水分的种子,磨削介质的填充量为球磨罐容积的35%~55%,之后启动球磨机对生坯器件进行倒角,倒角完成后再次置入排胶炉中直至完全排胶,完全排胶后置入烧结炉中进行烧结,通过完全排胶和烧结分解烧除磨削后沾染在器件上的磨削介质粉末。
一种低温共烧陶瓷水龙头的制备方法.pdf
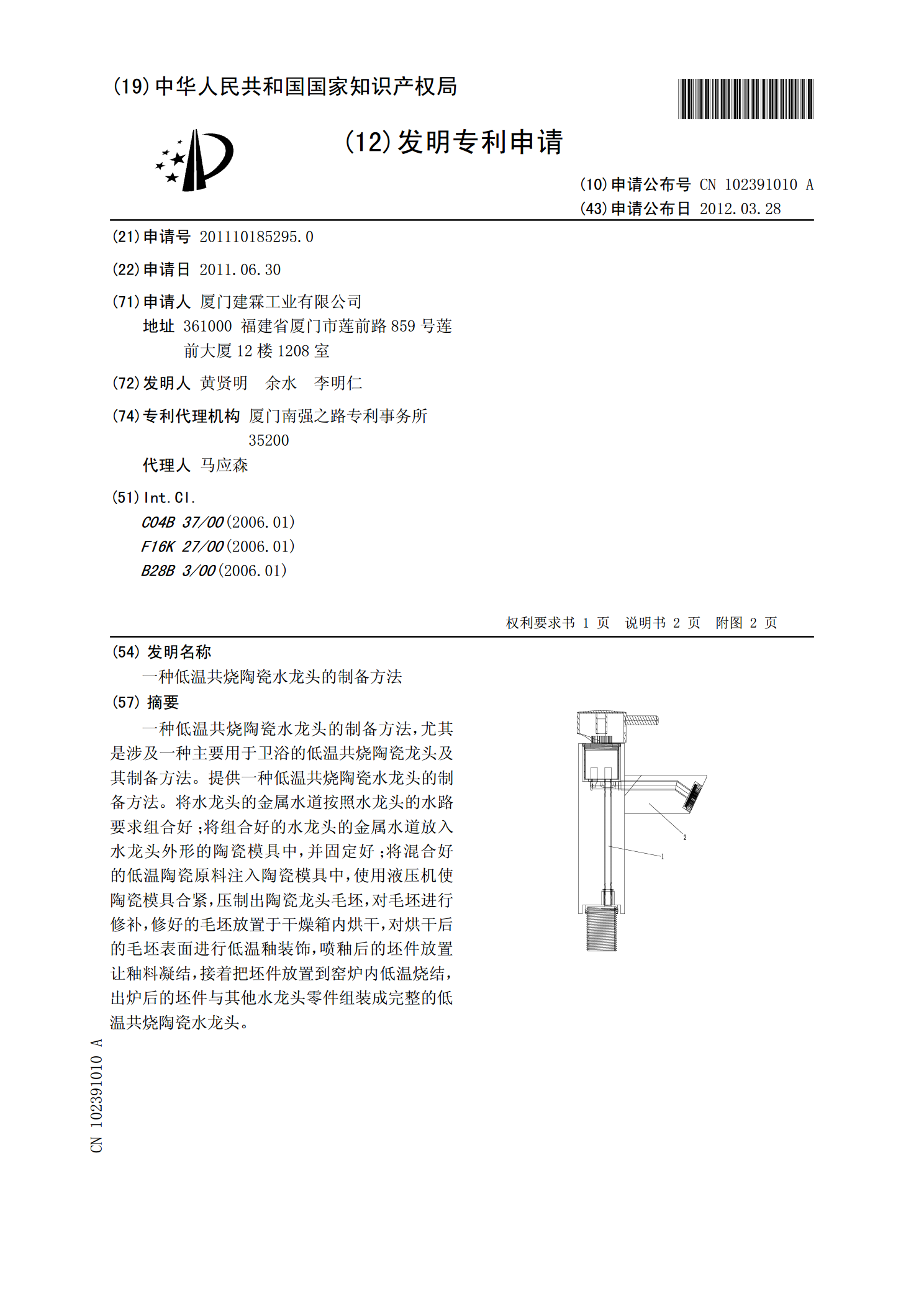
一种低温共烧陶瓷水龙头的制备方法,尤其是涉及一种主要用于卫浴的低温共烧陶瓷龙头及其制备方法。提供一种低温共烧陶瓷水龙头的制备方法。将水龙头的金属水道按照水龙头的水路要求组合好;将组合好的水龙头的金属水道放入水龙头外形的陶瓷模具中,并固定好;将混合好的低温陶瓷原料注入陶瓷模具中,使用液压机使陶瓷模具合紧,压制出陶瓷龙头毛坯,对毛坯进行修补,修好的毛坯放置于干燥箱内烘干,对烘干后的毛坯表面进行低温釉装饰,喷釉后的坯件放置让釉料凝结,接着把坯件放置到窑炉内低温烧结,出炉后的坯件与其他水龙头零件组装成完整的低温共
一种高导热低温共烧玻璃陶瓷基片及其制备方法.pdf
本发明公开了一种高导热低温共烧玻璃陶瓷基片及其制备方法,所述制备方法,先将氮化铝粉热处理,然后将热处理后的氮化铝粉与硼酸盐玻璃粉混合,获得混合粉,再将混合粉干燥、造粒获得粒料,粒料经压制成型获得压坯,压坯依次经过除胶、烧结即得共烧陶瓷基片;所述氮化铝粉的粒径为5?10μm,硼酸盐玻璃粉的粒径为1?5μm。本发明通过控制硼硅酸盐玻璃粉的粒度、氮化铝粉末的粒度和致密化和晶化工艺,从而控制低温共烧陶瓷基片的导热系数。本发明所得到的陶瓷基片性能优良,成本低廉,导热率高(>8W/(m·K)),可以满足电子封装材料快
多层低温共烧陶瓷基板集成液冷循环通道的制备方法.pdf
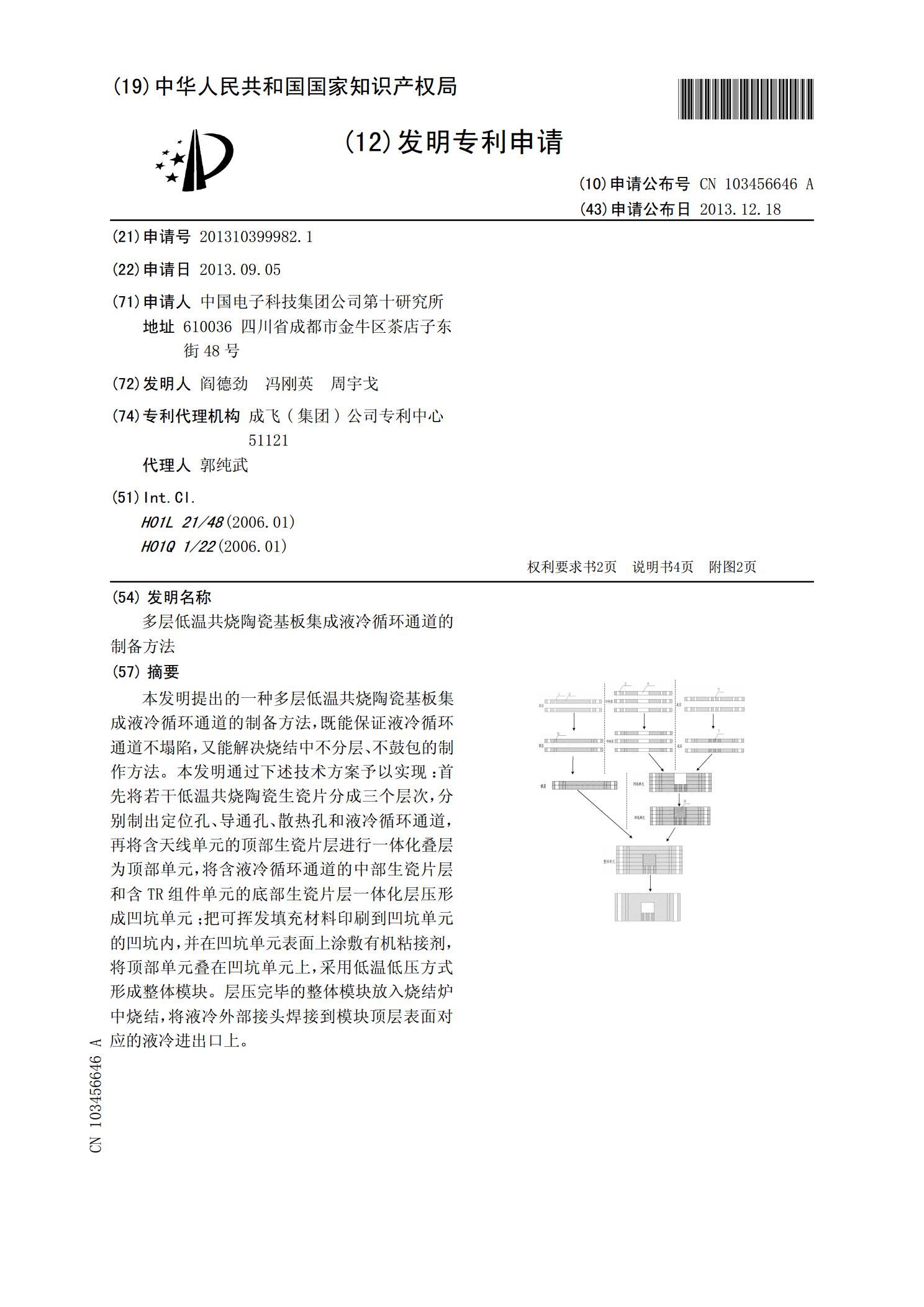
本发明提出的一种多层低温共烧陶瓷基板集成液冷循环通道的制备方法,既能保证液冷循环通道不塌陷,又能解决烧结中不分层、不鼓包的制作方法。本发明通过下述技术方案予以实现:首先将若干低温共烧陶瓷生瓷片分成三个层次,分别制出定位孔、导通孔、散热孔和液冷循环通道,再将含天线单元的顶部生瓷片层进行一体化叠层为顶部单元,将含液冷循环通道的中部生瓷片层和含TR组件单元的底部生瓷片层一体化层压形成凹坑单元;把可挥发填充材料印刷到凹坑单元的凹坑内,并在凹坑单元表面上涂敷有机粘接剂,将顶部单元叠在凹坑单元上,采用低温低压方式形成

ZBNAS基低温共烧陶瓷的制备与性能研究.docx
ZBNAS基低温共烧陶瓷的制备与性能研究ZBNAS基低温共烧陶瓷的制备与性能研究摘要:随着科技的发展和应用领域的拓展,对材料性能的要求也越来越高。低温共烧陶瓷因其优异的性能在众多领域得到了广泛的应用,其中ZBNAS基低温共烧陶瓷备受关注。本文以ZBNAS基低温共烧陶瓷的制备与性能研究为题,介绍了该材料的制备方法、组成设计及其相关性能。1.引言低温共烧陶瓷是指通过将金属氧化物与传统陶瓷材料一起烧结制得的陶瓷材料。其制备温度较低,能够降低能源消耗,具有较高的绝缘性能和热稳定性。由于低温共烧陶瓷的热膨胀系数与金