
铝合金一体式门环热成型淬火工艺方法.pdf

猫巷****熙柔

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金一体式门环热成型淬火工艺方法.pdf
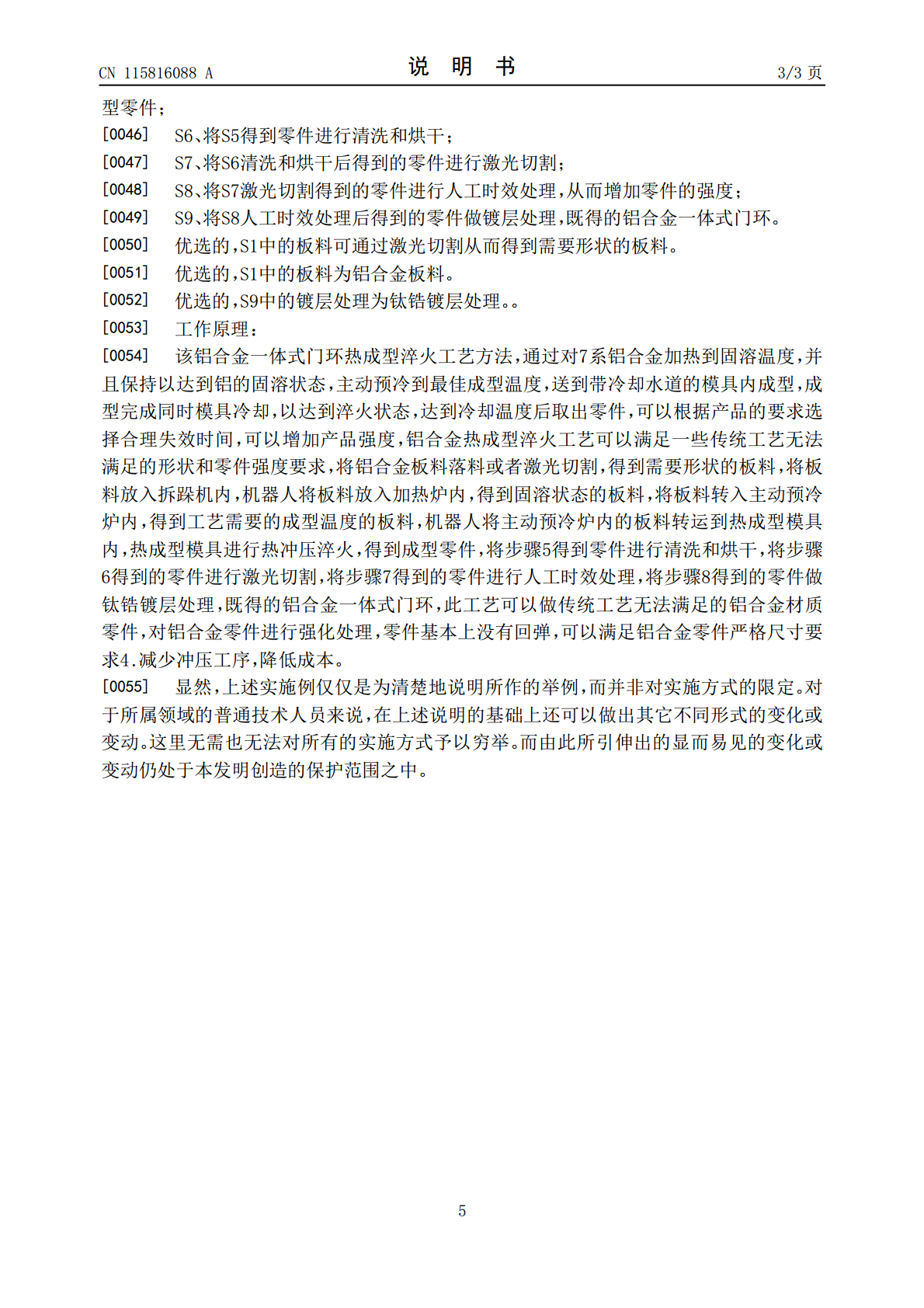
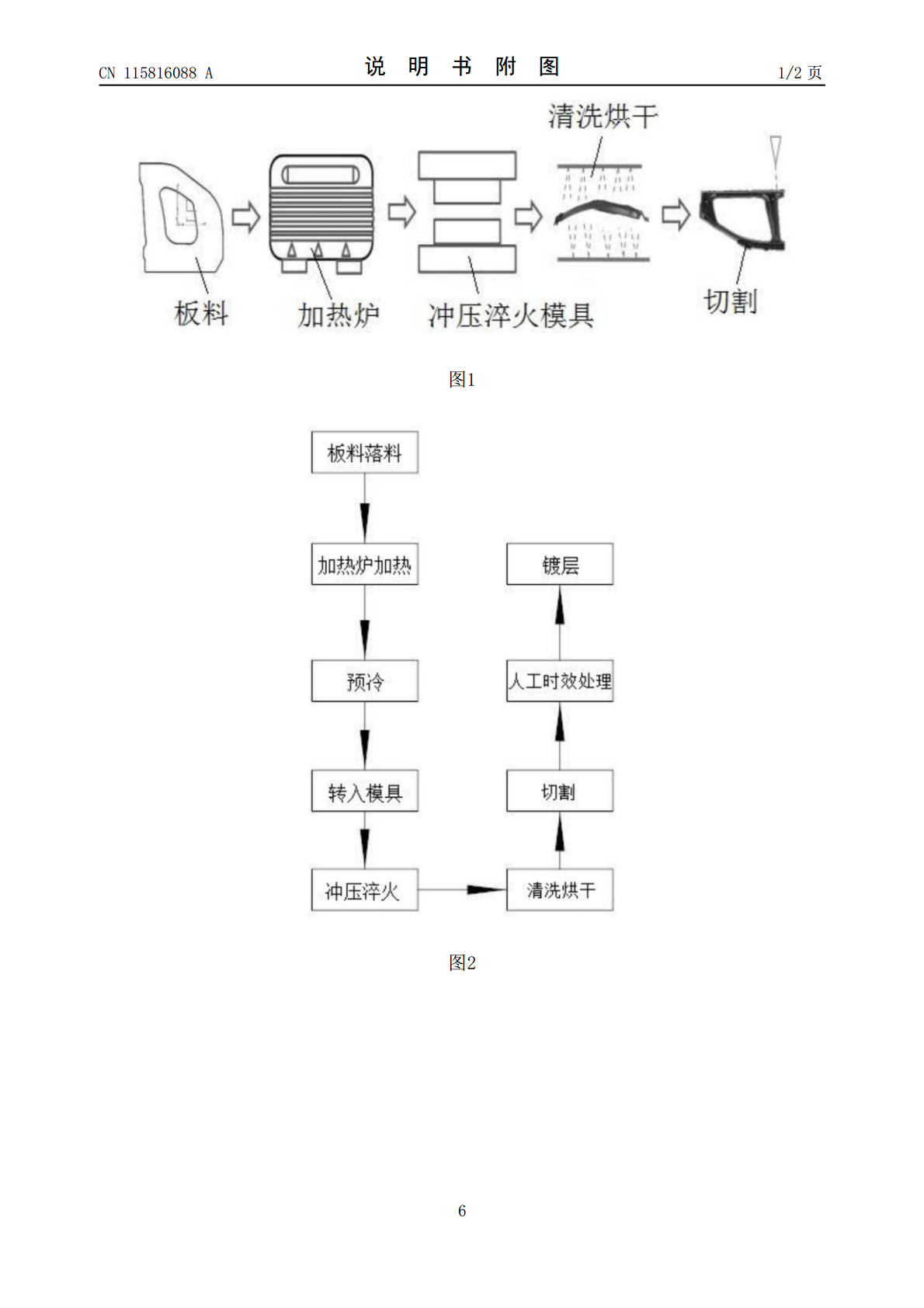
本发明为铝合金一体式门环热成型淬火工艺方法,涉及汽车钣金零件制作技术领域,解决了传统一体式门环热成型工艺主要应用材料是超高钢,并不能满足7系铝合金一体式门环成型要求,7系铝合金冷冲压工艺成型只能满足简单形状的零件,并且回弹很大不好控制的问题。技术特征包括:板料,所述板料用于加工时进行使用;加热炉,所述加热炉用于对板料进行加热;冲压淬火模具,所述冲压淬火模具用于对加热后的板料进行冲压淬火;清洗烘干,所述清洗烘干用于对冲压淬火后的板料进行清洗以及烘干;切割,所述切割用于将清洗烘干后的板料进行切割。通过对铝合金
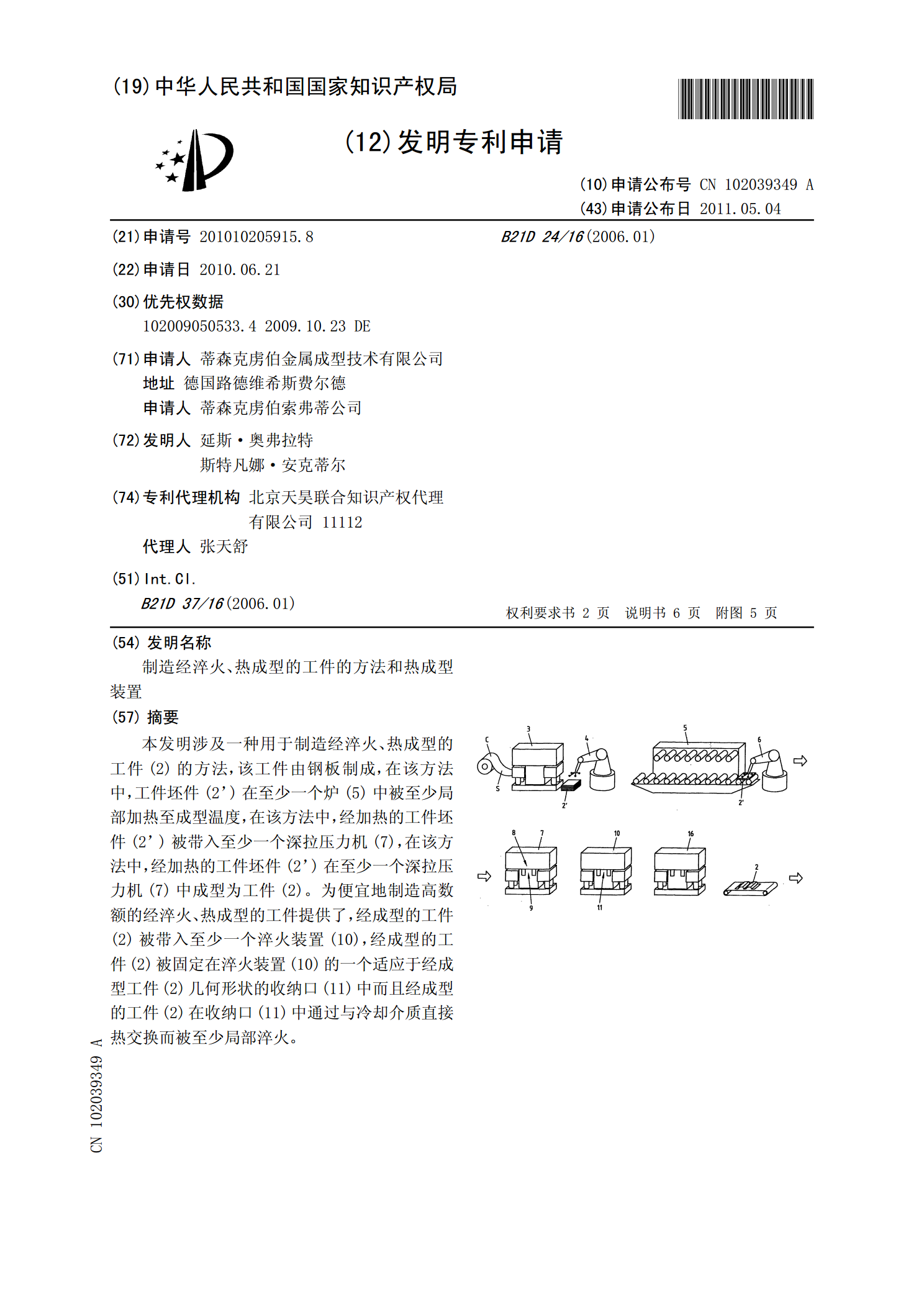
制造经淬火、热成型的工件的方法和热成型装置.pdf
本发明涉及一种用于制造经淬火、热成型的工件(2)的方法,该工件由钢板制成,在该方法中,工件坯件(2’)在至少一个炉(5)中被至少局部加热至成型温度,在该方法中,经加热的工件坯件(2’)被带入至少一个深拉压力机(7),在该方法中,经加热的工件坯件(2’)在至少一个深拉压力机(7)中成型为工件(2)。为便宜地制造高数额的经淬火、热成型的工件提供了,经成型的工件(2)被带入至少一个淬火装置(10),经成型的工件(2)被固定在淬火装置(10)的一个适应于经成型工件(2)几何形状的收纳口(11)中而且经成型的工件(
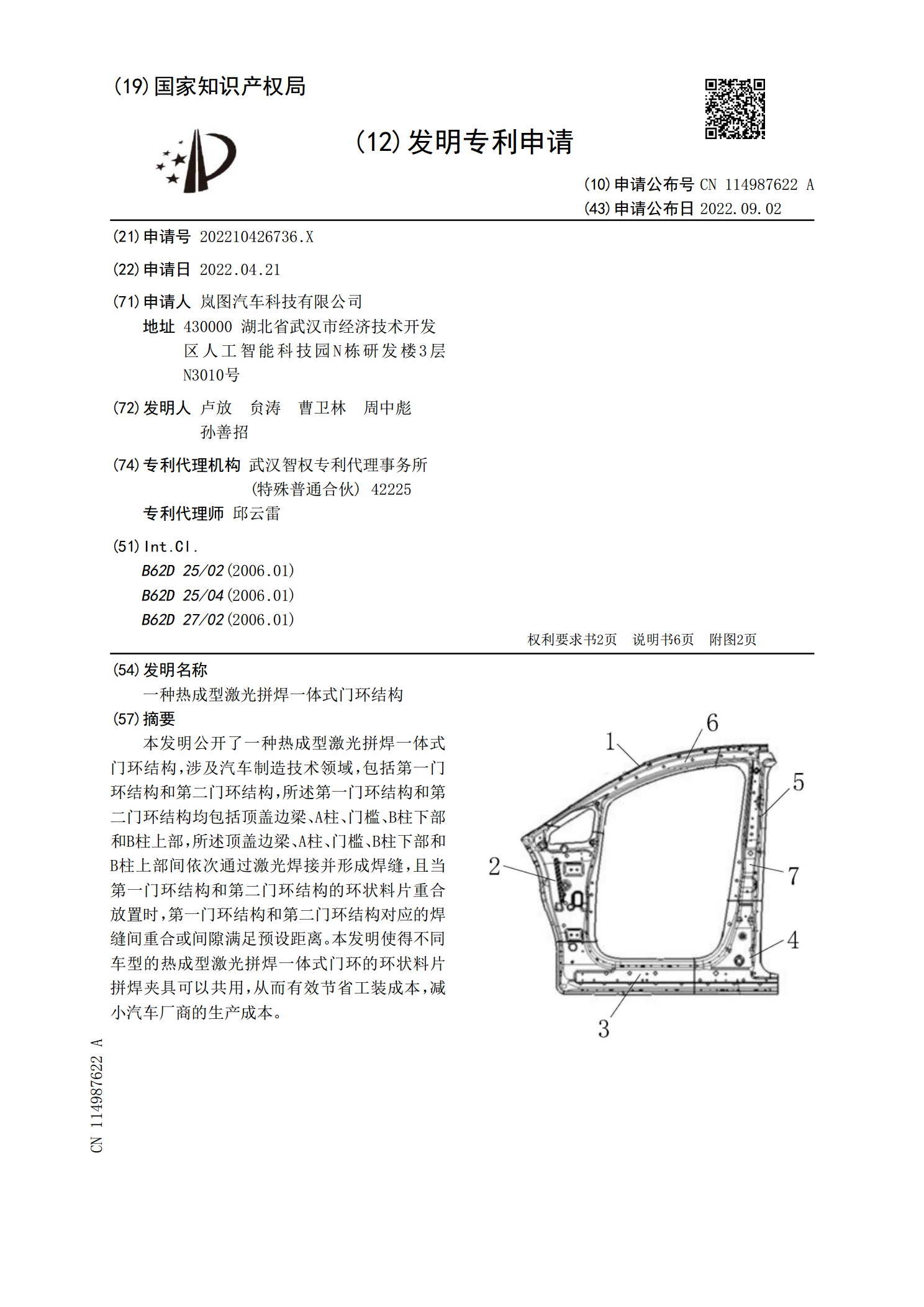
一种热成型激光拼焊一体式门环结构.pdf
本发明公开了一种热成型激光拼焊一体式门环结构,涉及汽车制造技术领域,包括第一门环结构和第二门环结构,所述第一门环结构和第二门环结构均包括顶盖边梁、A柱、门槛、B柱下部和B柱上部,所述顶盖边梁、A柱、门槛、B柱下部和B柱上部间依次通过激光焊接并形成焊缝,且当第一门环结构和第二门环结构的环状料片重合放置时,第一门环结构和第二门环结构对应的焊缝间重合或间隙满足预设距离。本发明使得不同车型的热成型激光拼焊一体式门环的环状料片拼焊夹具可以共用,从而有效节省工装成本,减小汽车厂商的生产成本。

热成型且加压淬火的汽车构件的制造方法和热成型生产线.pdf
本发明涉及一种热成型生产线,用于制造热成型且加压淬火的钢板产品、尤其是汽车构件,该热成型生产线包括加热装置和成型装置,该加热装置包括调温站(4),该调温站具有上侧工具(8)和下侧工具(9),所述调温站具有至少一个用于冷却或加热的调温源(10),并且在上侧工具和/或下侧工具上能设置用于传导调温的可更换的调温板(11),所述调温板能通过调温源加热或冷却。本发明还涉及一种用于借助这样的热成型生产线制造热成型且加压淬火的汽车构件的方法。
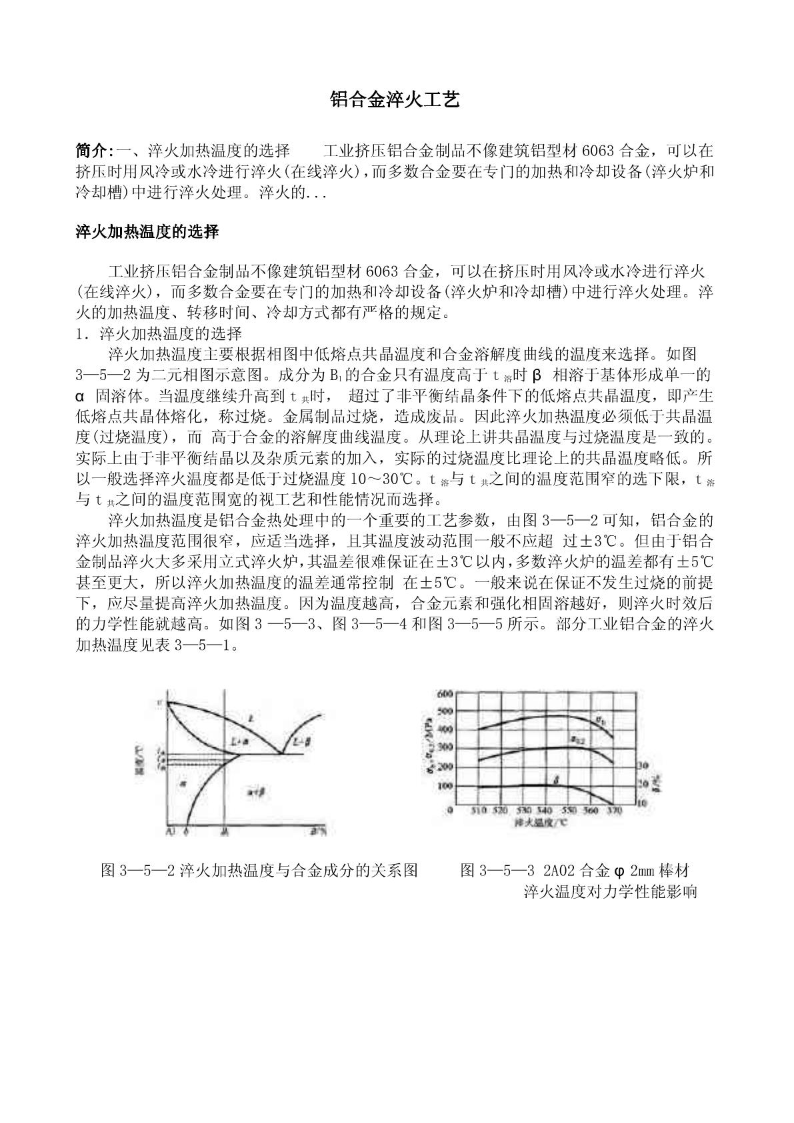
铝合金淬火工艺.pdf