
一种隔热耐火砖及其制备方法.pdf

是你****晨呀


1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种隔热耐火砖及其制备方法.pdf
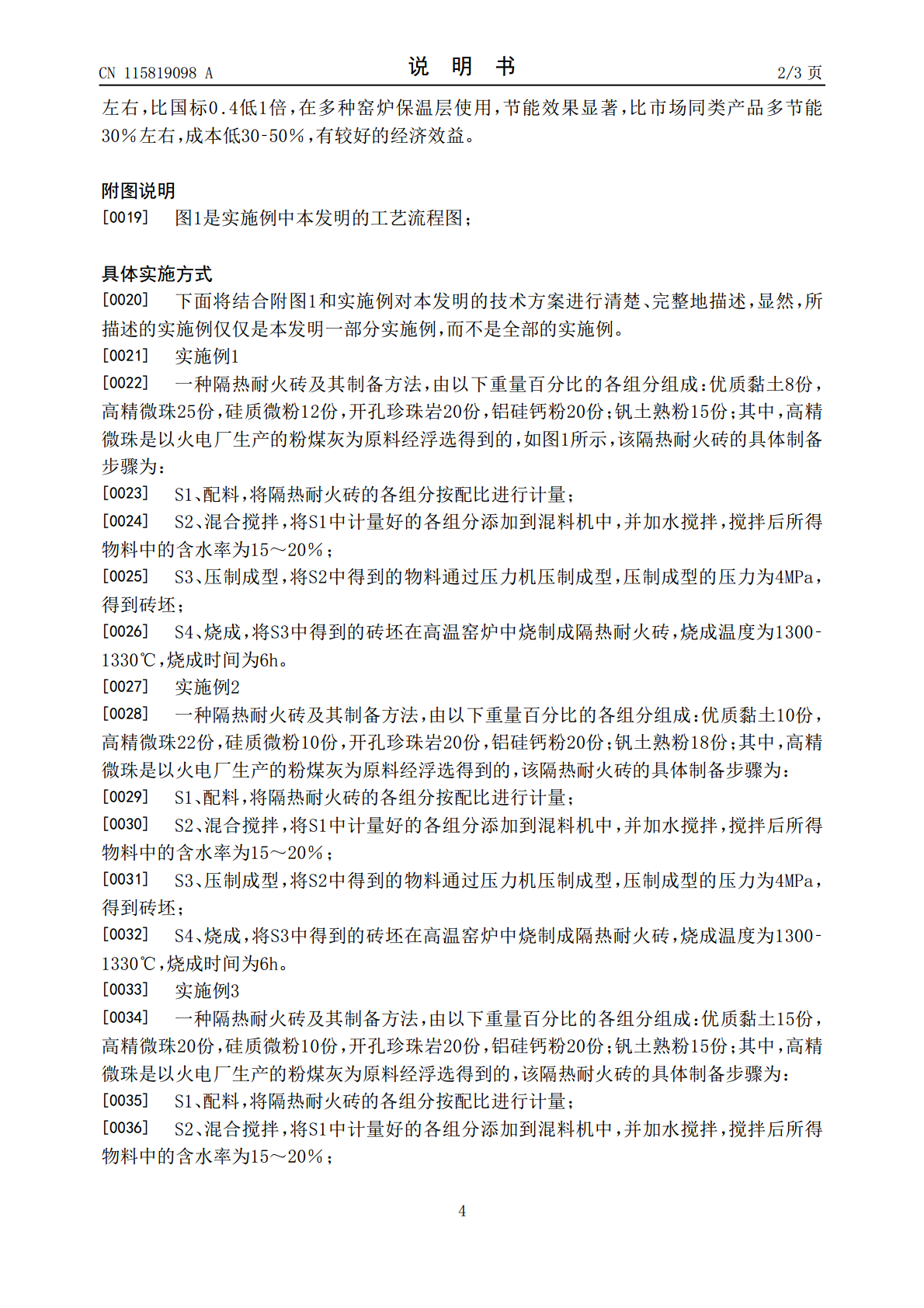
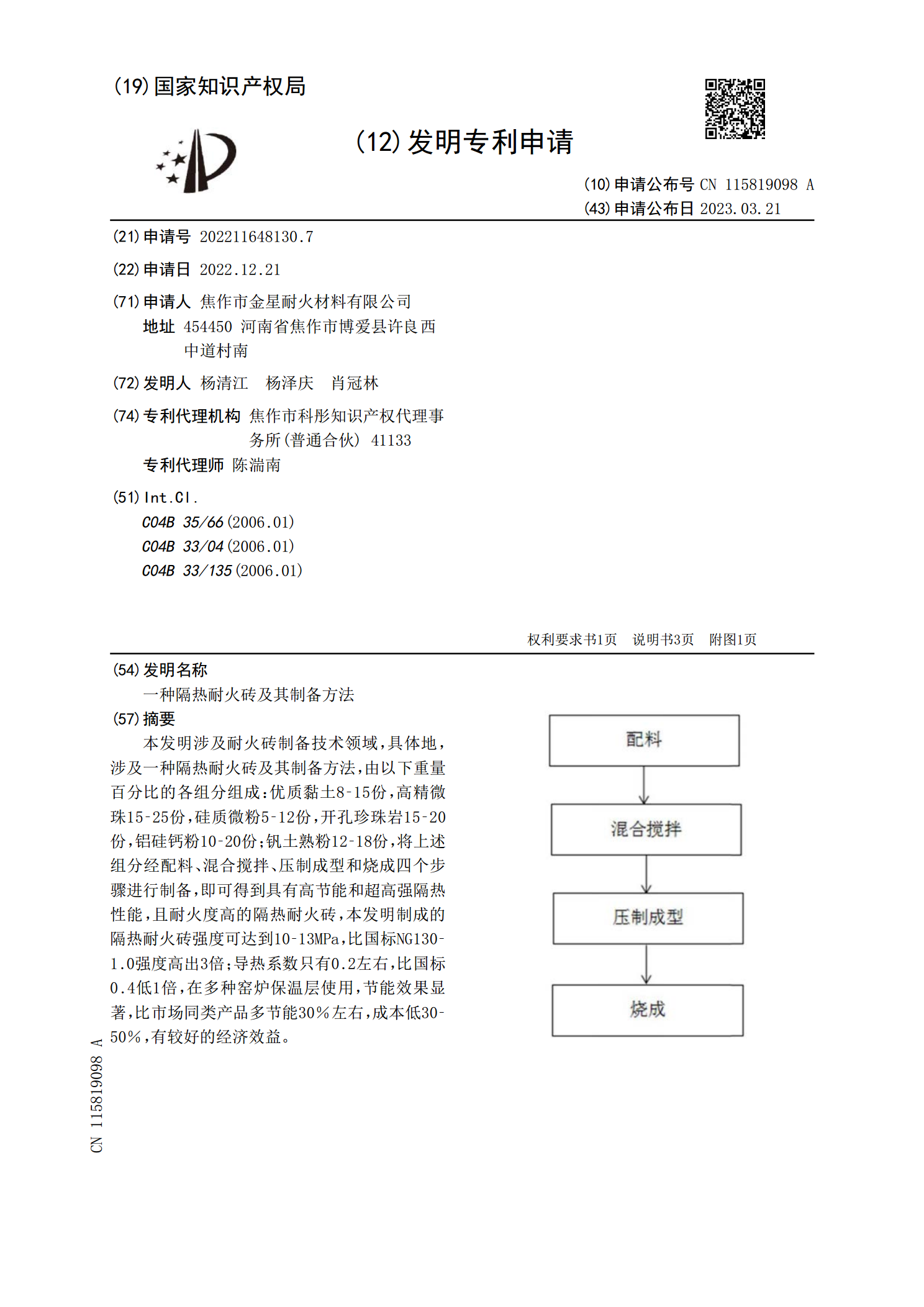
本发明涉及耐火砖制备技术领域,具体地,涉及一种隔热耐火砖及其制备方法,由以下重量百分比的各组分组成:优质黏土8‑15份,高精微珠15‑25份,硅质微粉5‑12份,开孔珍珠岩15‑20份,铝硅钙粉10‑20份;钒土熟粉12‑18份,将上述组分经配料、混合搅拌、压制成型和烧成四个步骤进行制备,即可得到具有高节能和超高强隔热性能,且耐火度高的隔热耐火砖,本发明制成的隔热耐火砖强度可达到10‑13MPa,比国标NG130‑1.0强度高出3倍;导热系数只有0.2左右,比国标0.4低1倍,在多种窑炉保温层使用,节能效
一种隔热耐火砖及其制备方法.pdf
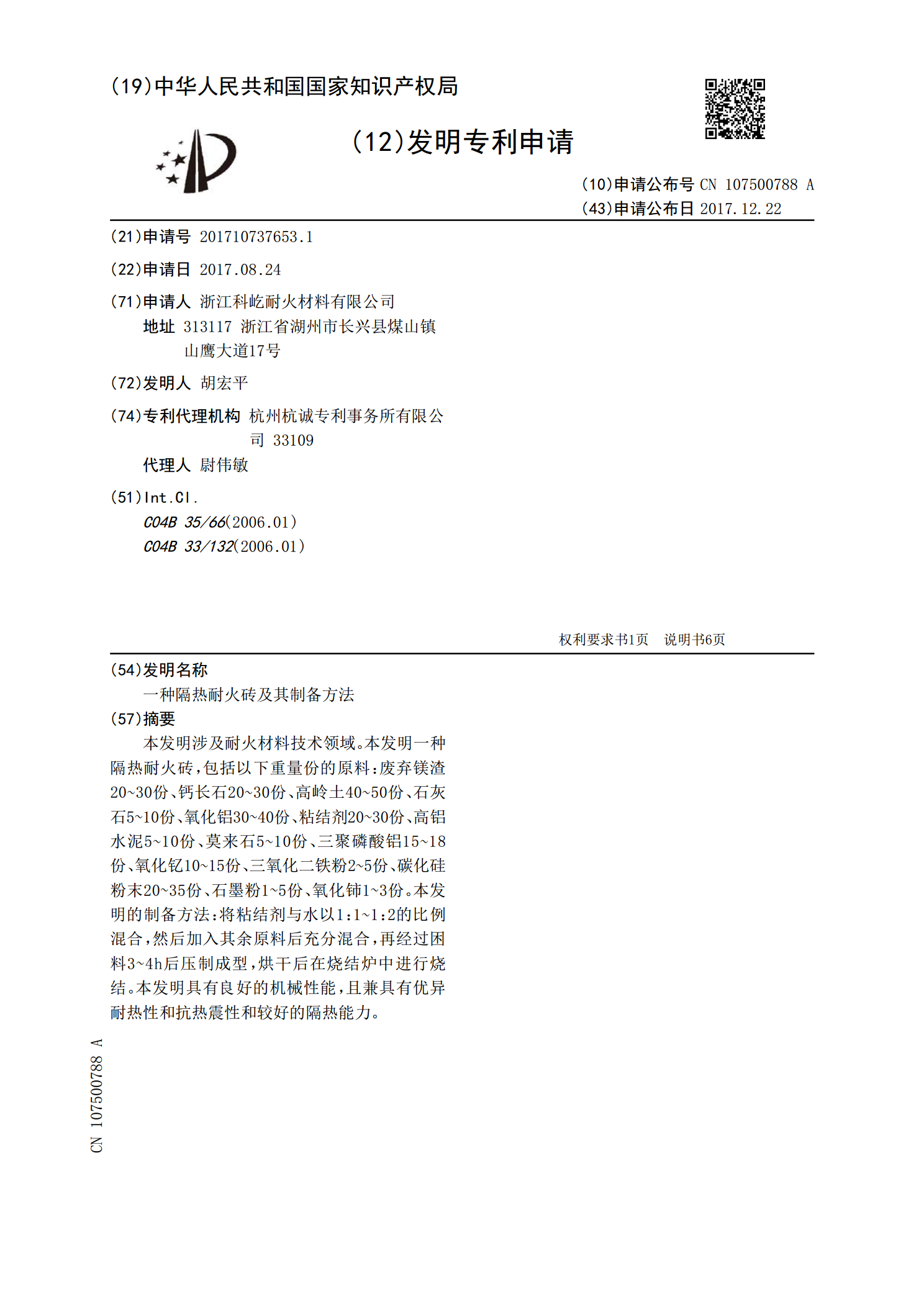
本发明涉及耐火材料技术领域。本发明一种隔热耐火砖,包括以下重量份的原料:废弃镁渣20~30份、钙长石20~30份、高岭土40~50份、石灰石5~10份、氧化铝30~40份、粘结剂20~30份、高铝水泥5~10份、莫来石5~10份、三聚磷酸铝15~18份、氧化钇10~15份、三氧化二铁粉2~5份、碳化硅粉末20~35份、石墨粉1~5份、氧化铈1~3份。本发明的制备方法:将粘结剂与水以1:1~1:2的比例混合,然后加入其余原料后充分混合,再经过困料3~4h后压制成型,烘干后在烧结炉中进行烧结。本发明具有良好的
一种保温隔热耐火砖及其制备方法.pdf
本发明公开了一种保温隔热耐火砖及其制备方法,其由以下重量份的原料制成:海绿石16‑29、玻璃轻石15‑25、提钛尾渣27‑38、焦宝石20‑30、磷酸铝13‑21、多孔锰渣10‑15、酪朊酸钠4‑9、水玻璃渣8‑16、赤泥32‑41、玻屑凝灰岩18‑32、铝灰21‑33、珍珠岩尾砂17‑31、脱硫石膏19‑34、海菜粉7‑13。本发明添加了海绿石、玻璃轻石、多孔锰渣、玻屑凝灰岩等原料,可以大大降低耐火砖的导热系数,提高耐火砖的保温隔热性能,解决了现有耐火砖保温隔热差的问题。本发明耐火砖具有高强度、轻质量、
一种莫来石质隔热耐火砖及其制备方法.pdf
本发明公开了一种莫来石质隔热耐火砖,它的原料组分包括10‑50份的蓝晶石、10‑50份的高铝熟料、10‑50份的玻化微珠、1‑20份的耐火粉、1‑3份的稻谷壳以及1‑10份的结合剂;莫来石质隔热耐火砖的制备方法包括如下步骤:蓝晶石、高铝熟料与玻化微珠混合得到的原料骨料经破碎、筛分、粉磨等一系列工序,制得粒度合适的半成品,再将半成品与耐火粉、稻谷壳以及结合剂在混碾机中充分混碾得到原料混合料,然后向原料混合料中加水搅拌以制得原料混合浆料,再将原料混合浆料注入模具制成莫来石质隔热耐火砖坯,待莫来石质隔热耐火砖坯
一种莫来石隔热耐火砖及其制备方法.pdf
本发明公开了一种莫来石隔热耐火砖,是由以下质量比例的原料制成:生物颗粒13‑20%、白毛土45‑60%、高岭土15‑30%、蓝晶石10‑15%;所述生物颗粒是将农作物秸秆和木质材料混合磨成细粉后,通过热压挤出得到生物颗粒。按本方案生产莫来石隔热耐火砖时,具有生产工序相对短,废物利用充足,改善生态环境,且降低了生产成本,增加产品的市场竞争力,降低了能源消耗,同时产品的常温耐压强度高,高温体积稳定性好,导热系数更低,更有利于工业窑炉节能降耗。