
硼和轻掺磷的补掺方法及晶棒合并拉制、转晶向拉制方法.pdf

佳宁****么啦

1/8
2/8

3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
硼和轻掺磷的补掺方法及晶棒合并拉制、转晶向拉制方法.pdf
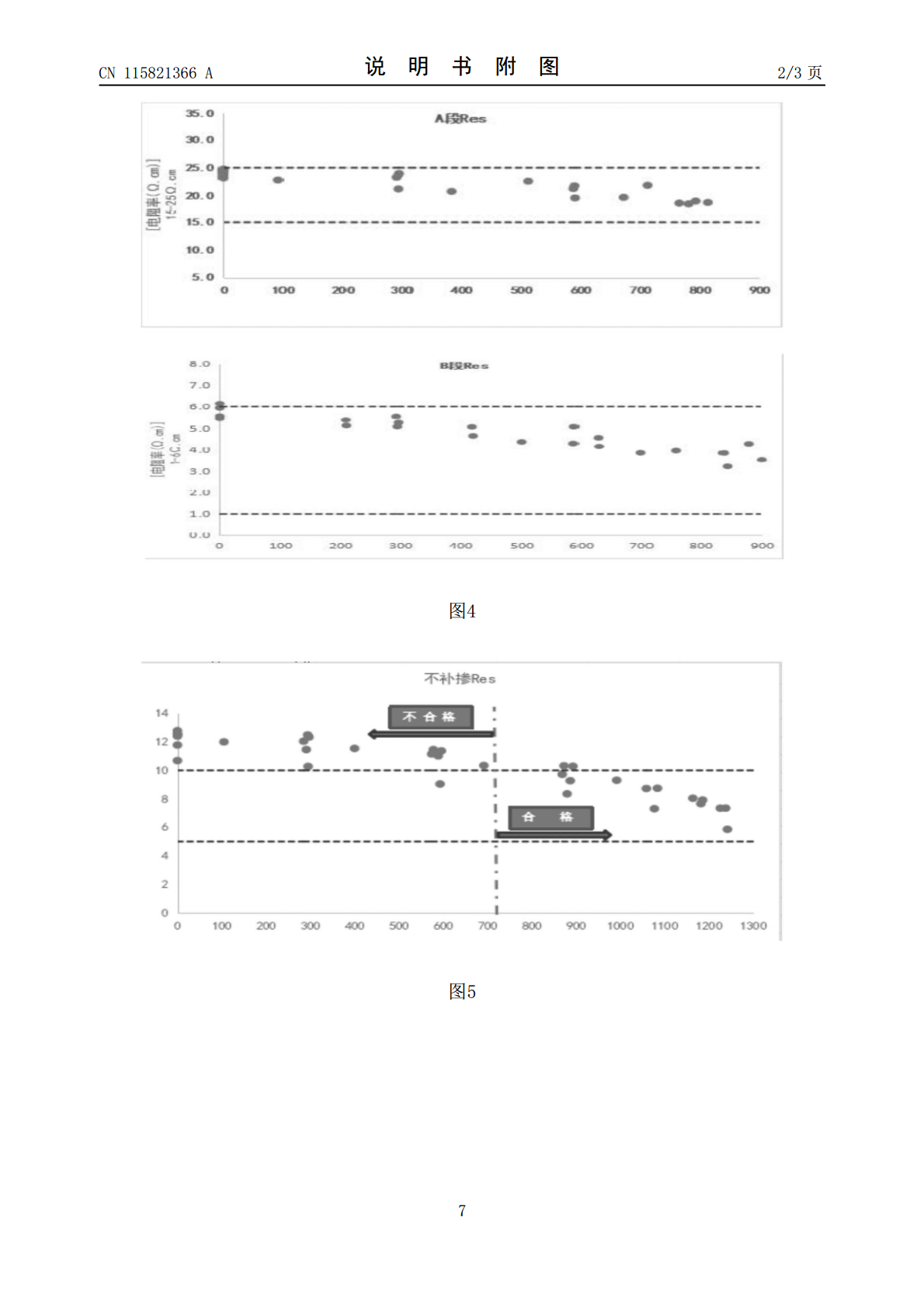
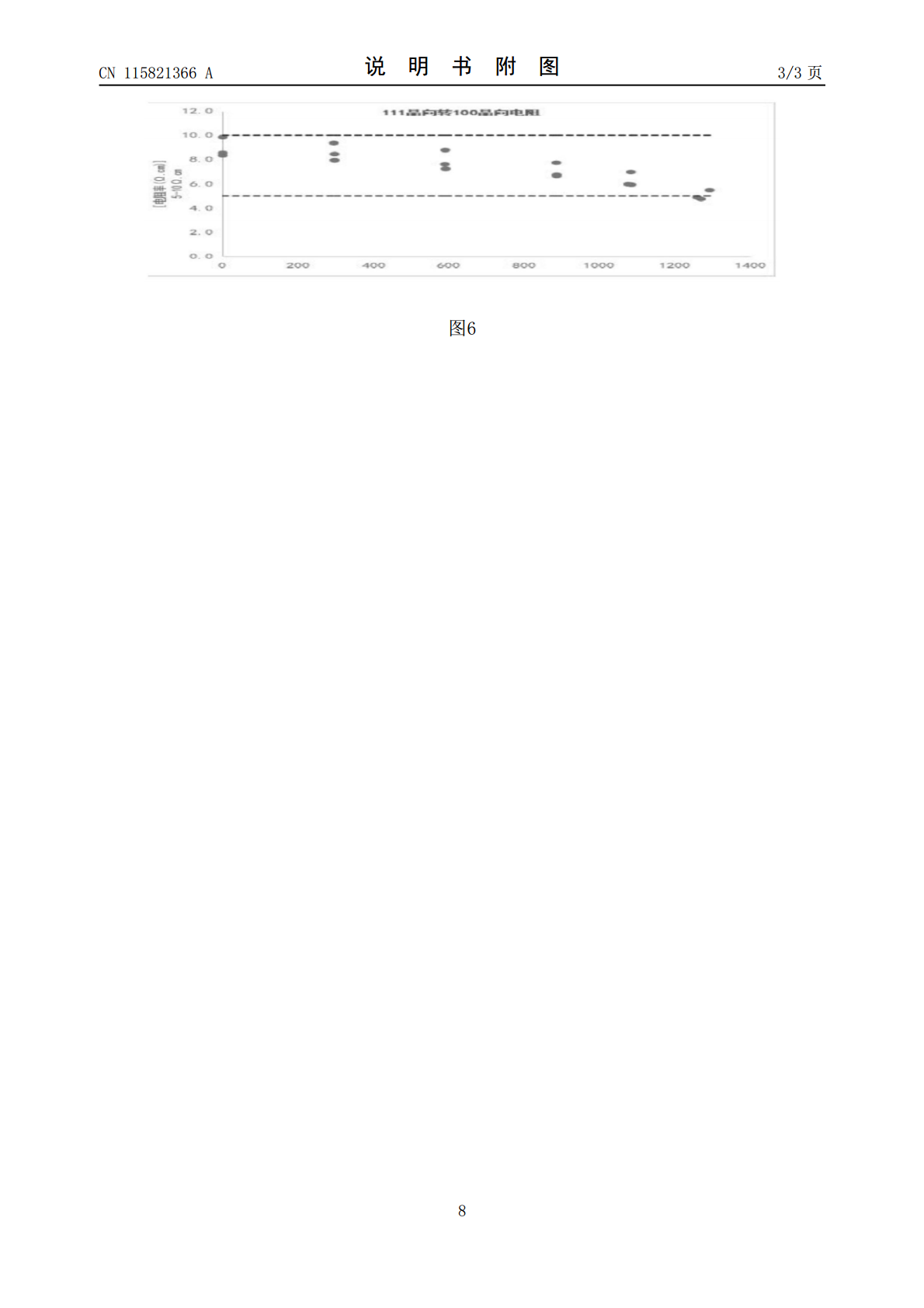
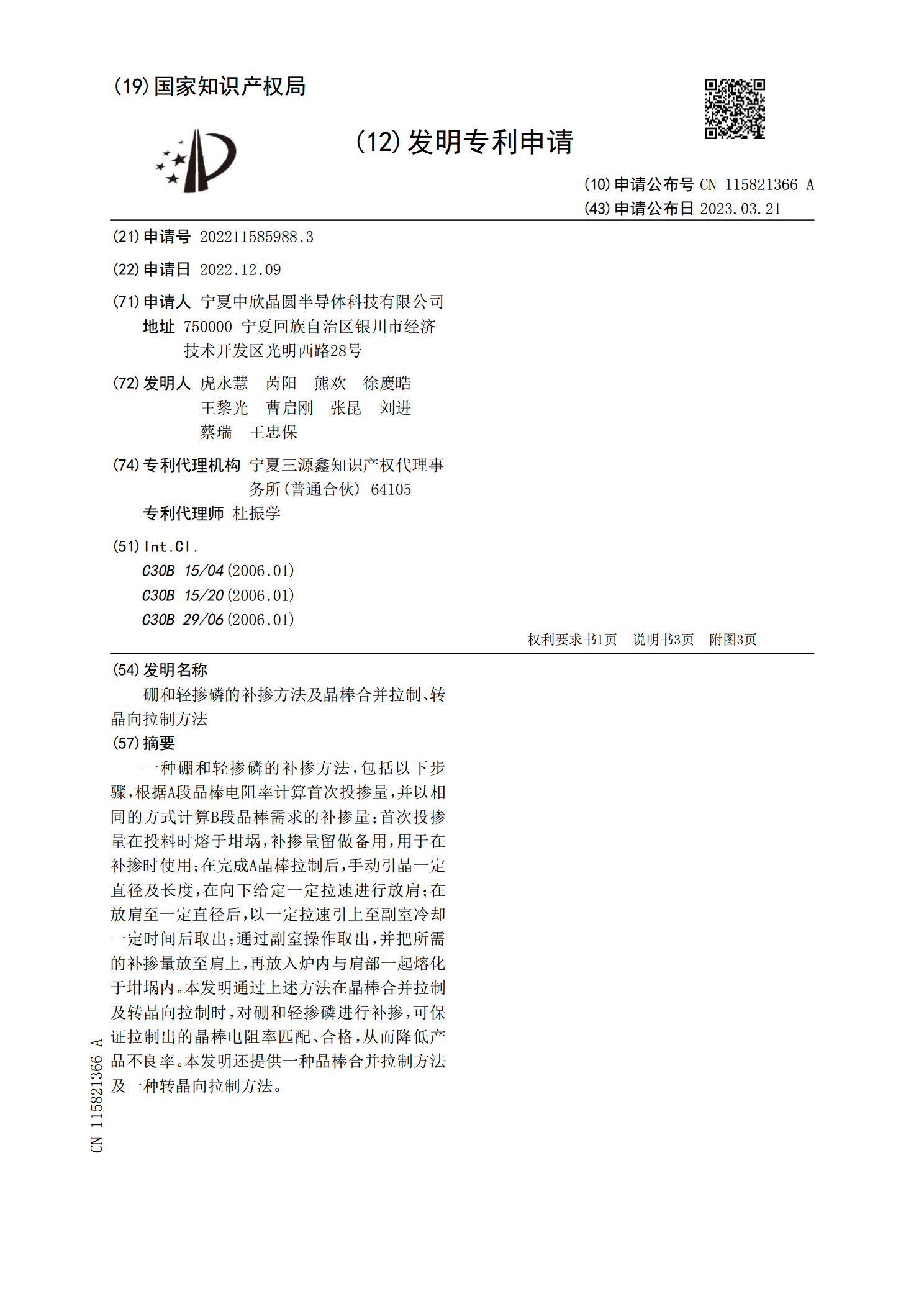
一种硼和轻掺磷的补掺方法,包括以下步骤,根据A段晶棒电阻率计算首次投掺量,并以相同的方式计算B段晶棒需求的补掺量;首次投掺量在投料时熔于坩埚,补掺量留做备用,用于在补掺时使用;在完成A晶棒拉制后,手动引晶一定直径及长度,在向下给定一定拉速进行放肩;在放肩至一定直径后,以一定拉速引上至副室冷却一定时间后取出;通过副室操作取出,并把所需的补掺量放至肩上,再放入炉内与肩部一起熔化于坩埚内。本发明通过上述方法在晶棒合并拉制及转晶向拉制时,对硼和轻掺磷进行补掺,可保证拉制出的晶棒电阻率匹配、合格,从而降低产品不良率
超重掺As的晶棒拉制方法.pdf
本发明公开了一种超重掺As的晶棒拉制方法,其特征在于,拉晶时,保持炉筒内压力为55~80Torr。本发明通过选择合适的拉晶工艺的参数,在保持长晶速度符合要求的情况下,降低As的挥发速率,减少As的挥发损失,提高晶棒中的As掺杂浓度,生产的晶棒电阻率最低可达到0.00178欧姆·厘米。引晶过程,选择合适的石英坩埚的转速,可以改善熔汤内的热对称性,并使得熔汤温度更容易平衡,从而缩短引晶过程到实现等径生长的过程时间,也可减少As的挥发损失,提高晶棒中的As的掺杂浓度。电阻率小于0.0022欧姆·厘米部分晶棒良率
重掺硼硅单晶棒的拉制方法.pdf
本发明公开了一种重掺硼硅单晶棒的拉制方法,其特征在于,使用封闭热场拉制硅单晶棒,封闭热场内设置有石英坩埚,所述石英坩埚尺寸为14寸,每次拉制投料量为22kg-27kg;封闭热场内氩气流量为50-60L/min;炉内压力为10-15Torr;坩埚转速为5-15rpm。本发明中的重掺硼硅单晶棒的拉制方法,晶棒头部的氧含量低于26ppma;尾部氧含量低于23.9ppma。

一种晶棒拉制方法.pdf
本发明提供一种晶棒拉制方法,包括如下步骤:化料步骤:在单晶炉内通入氩气,并开启干泵,对所述单晶炉内的原料进行熔炼,得到熔融液;降温步骤:降低所述熔融液的温度,得到降温后的熔融液;拉晶步骤:对降温后的所述熔融液中进行拉制,得到晶棒;其中,从所述化料步骤进入所述降温步骤时,伴随着温度的降低,还降低氩气的流量、降低炉压。本发明实施例的晶棒拉制方法在降温阶段通过降低氩气流量和降低炉压可以有效的减少熔融液中的杂质,使熔融液中的氧尽可能的析出,以在引晶前进一步降低熔融液中的氧含量,进一步提高了晶棒的成晶率。

掺锗InSb单晶拉制方法的改进.docx
掺锗InSb单晶拉制方法的改进掺锗InSb单晶是一种具有重要应用潜力的狭能带半导体材料。由于其在红外光电探测、热成像以及量子计算等领域具有优异的性能,因此对其制备方法的改进和优化具有重要的科学和工程意义。本文将重点讨论掺锗InSb单晶拉制方法的改进。InSb单晶晶体的拉制一般采用的是悬挂式Bridgman方法。这种方法的基本原理是使高纯度的原料首先熔融,然后冷却结晶得到单晶。然而,传统的悬挂式Bridgman方法在掺锗InSb单晶的制备过程中存在一些问题。首先,传统方法中的晶体增长速率较慢,拉晶周期长,降