
制造耐击蚀的轮毂轴承单元的方法.pdf

努力****妙风


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

制造耐击蚀的轮毂轴承单元的方法.pdf
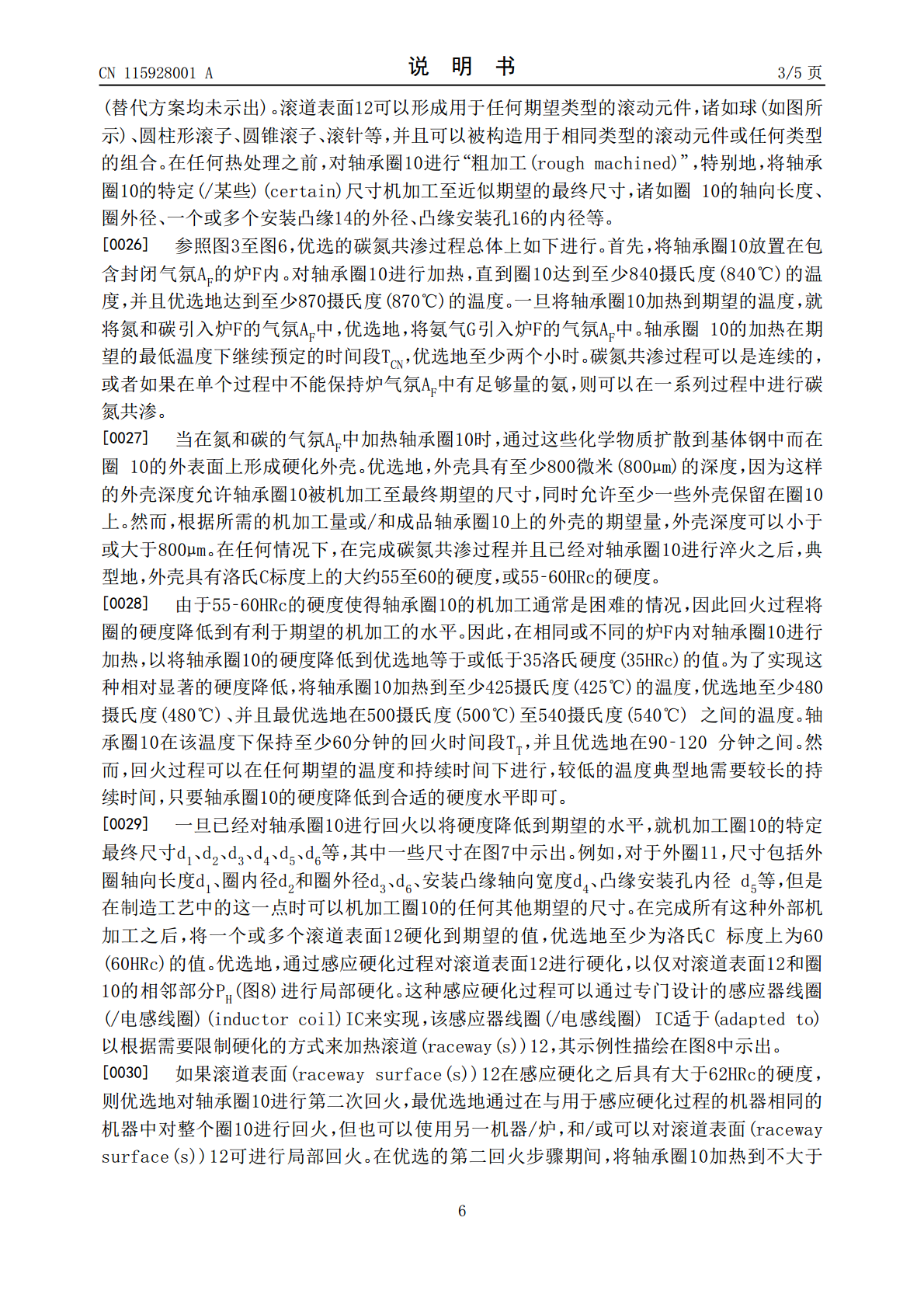
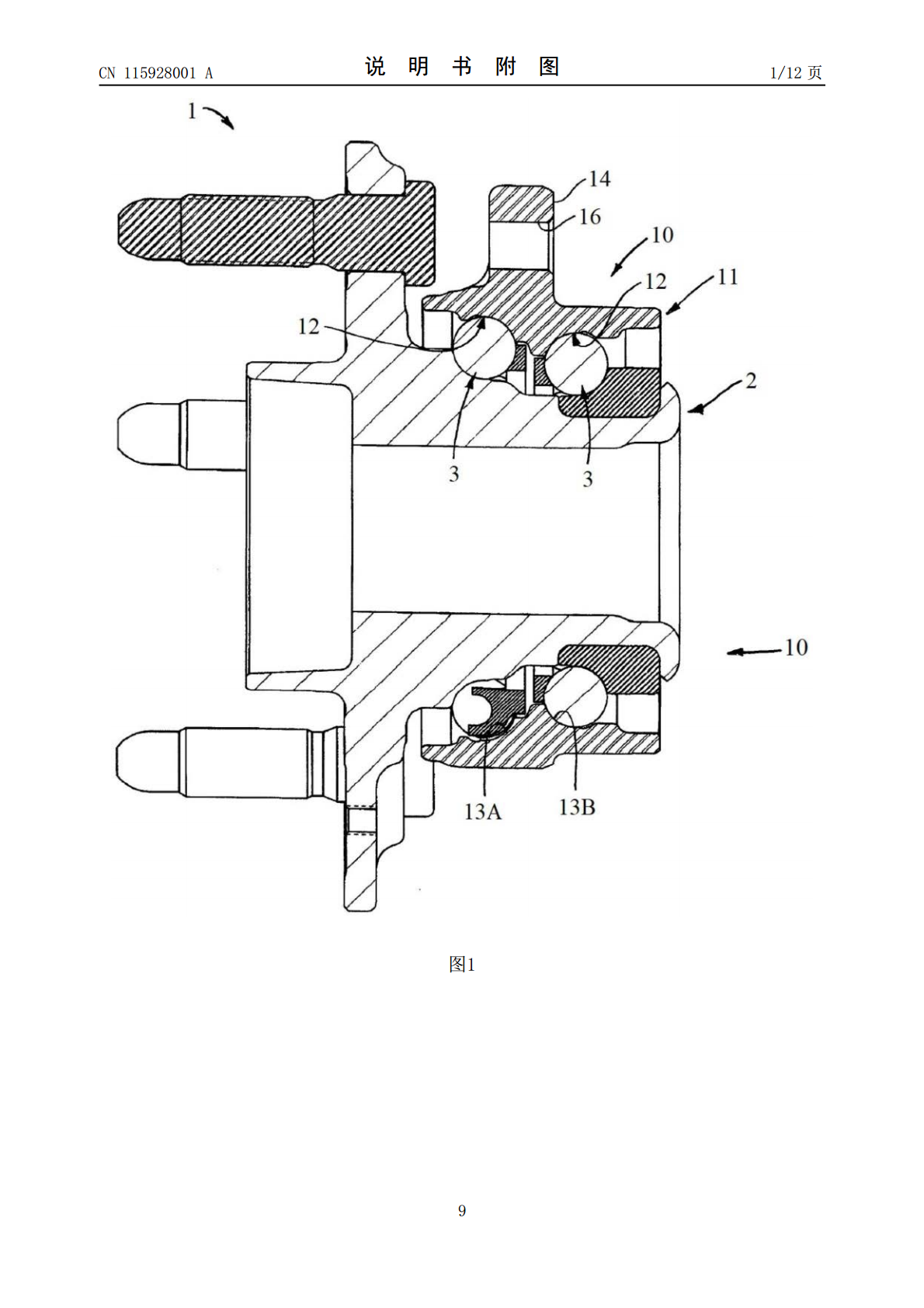
一种制造轮毂轴承单元的方法包括:提供具有至少一个滚道表面的轴承圈,所述轴承圈优选是轴承外圈,所述轴承圈优选由碳含量在大约0.55重量%至0.60重量%之间的钢形成。在具有包含氨气的封闭气氛的炉内对所述轴承圈进行碳氮共渗。然后,通过将所述轴承圈加热到至少500摄氏度(500℃)来对所述轴承圈进行回火。接着,对所述轴承圈的至少一个滚道表面进行感应硬化,优选通过专用的感应器线圈进行感应硬化。最后,将所述轴承圈的滚道表面机加工至期望的最终尺寸和表面光洁度。
轮毂单元轴承及其制造方法.pdf
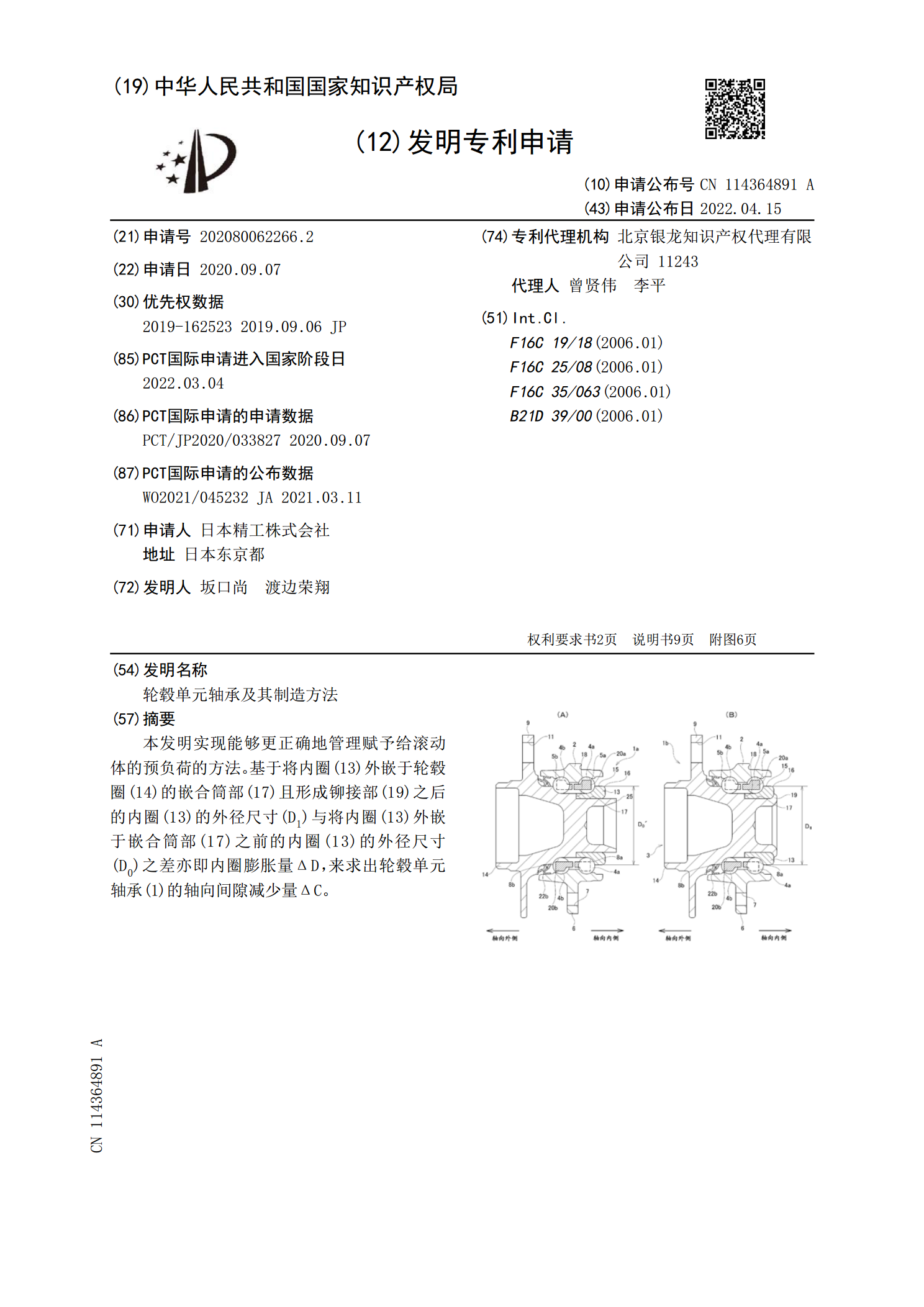
本发明实现能够更正确地管理赋予给滚动体的预负荷的方法。基于将内圈(13)外嵌于轮毂圈(14)的嵌合筒部(17)且形成铆接部(19)之后的内圈(13)的外径尺寸(D<base:Sub>1</base:Sub>)与将内圈(13)外嵌于嵌合筒部(17)之前的内圈(13)的外径尺寸(D<base:Sub>0</base:Sub>)之差亦即内圈膨胀量ΔD,来求出轮毂单元轴承(1)的轴向间隙减少量ΔC。

轮毂单元轴承及其制造方法、和汽车及其制造方法.pdf
轮毂通过将内圈(10a)在使该内圈的轴向外端部与层差面(12)抵接的状态下外嵌于嵌合筒部(11),且将内圈的轴向内端面由卷边部(13a)的按压部(17)的轴向外侧面按压,而将轮毂主体(9a)和内圈(10a)结合固定。卷边部(13a)具有沿径向伸长的卡合凹部(19)。内圈(10a)具有与卡合凹部(19)卡合的卡合凸部(21)。
摆动加工装置、轮毂单元轴承的制造方法及汽车的制造方法.pdf
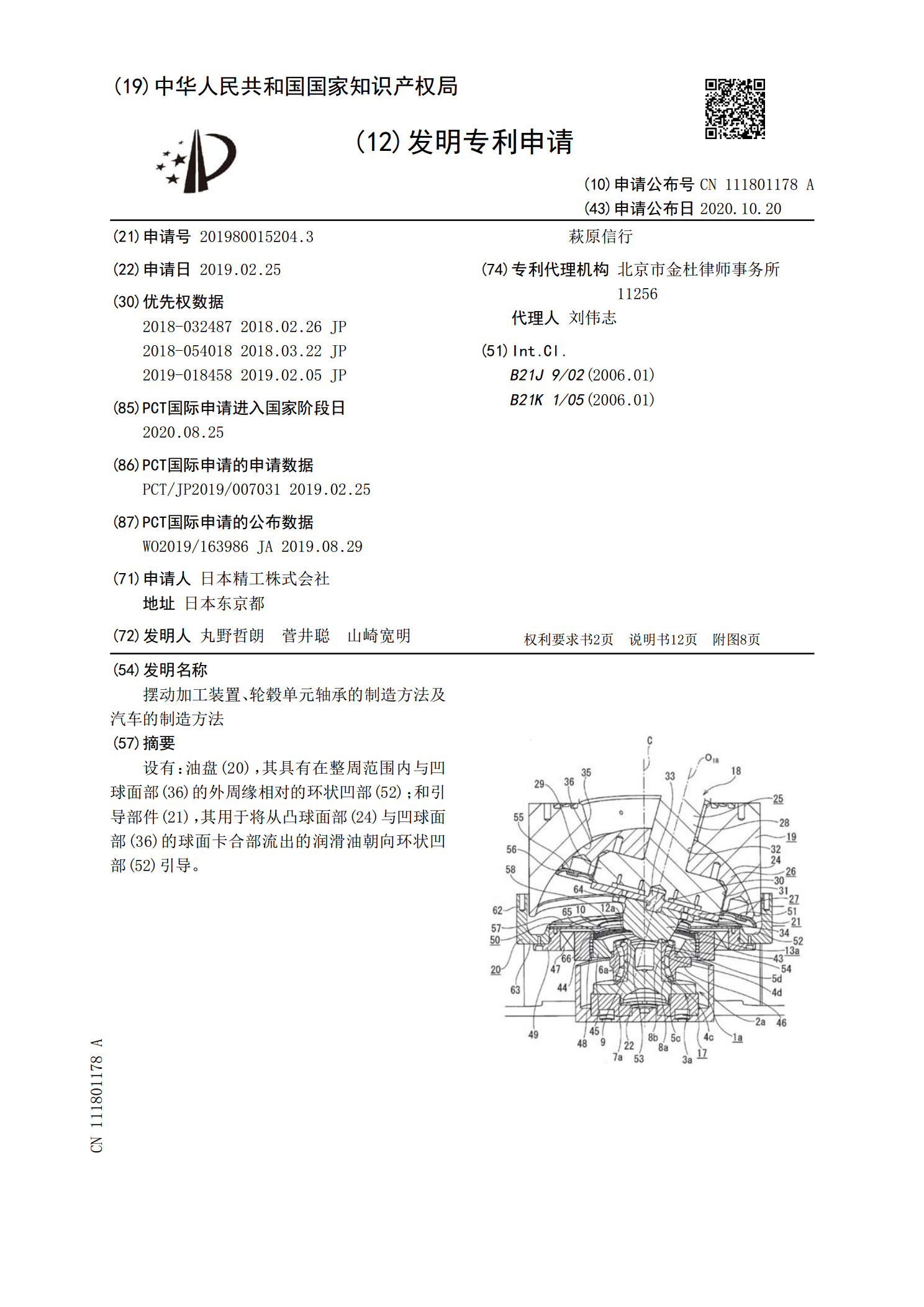
设有:油盘(20),其具有在整周范围内与凹球面部(36)的外周缘相对的环状凹部(52);和引导部件(21),其用于将从凸球面部(24)与凹球面部(36)的球面卡合部流出的润滑油朝向环状凹部(52)引导。
摆动加工装置、轮毂单元轴承的制造方法及汽车的制造方法.pdf
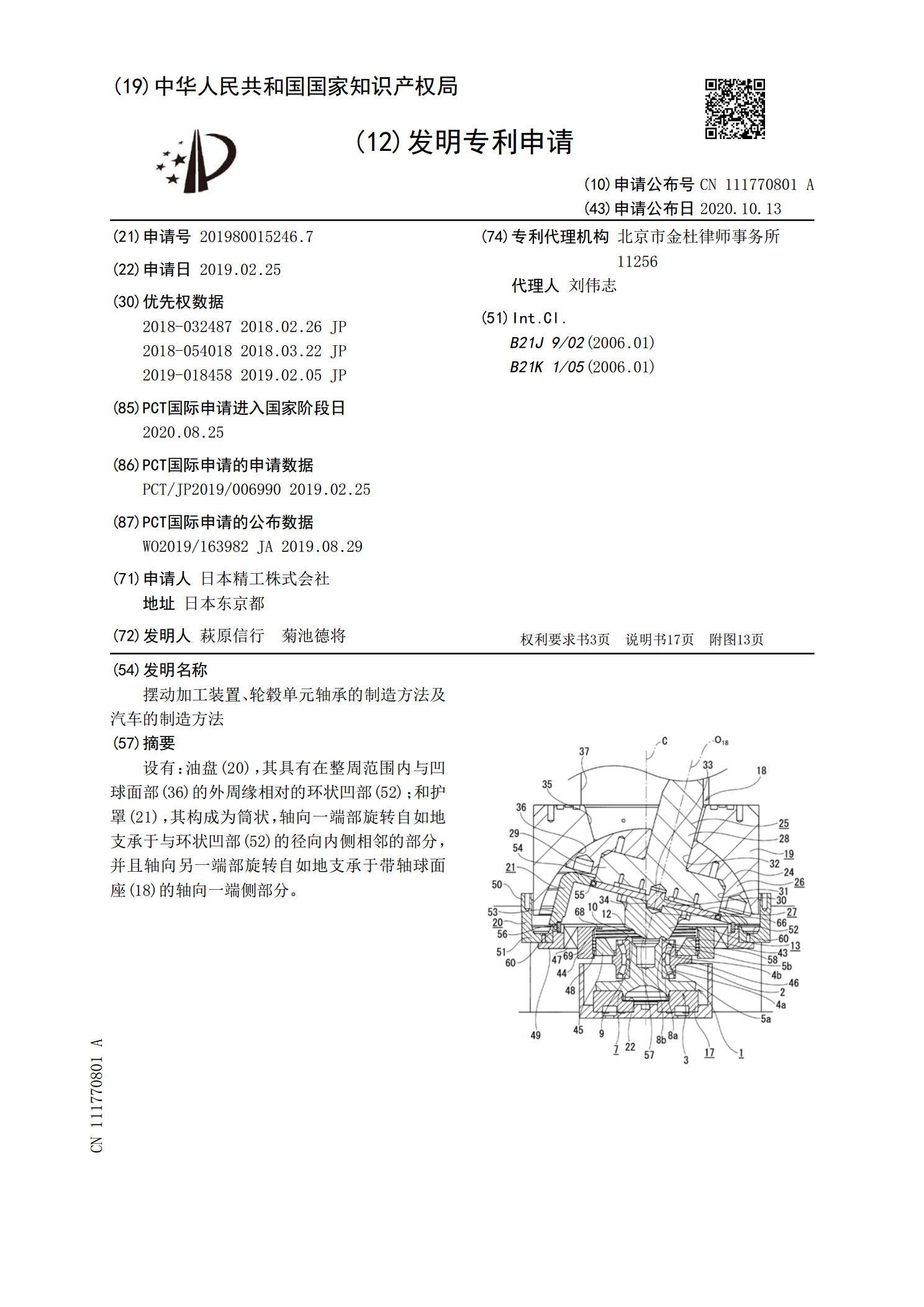
设有:油盘(20),其具有在整周范围内与凹球面部(36)的外周缘相对的环状凹部(52);和护罩(21),其构成为筒状,轴向一端部旋转自如地支承于与环状凹部(52)的径向内侧相邻的部分,并且轴向另一端部旋转自如地支承于带轴球面座(18)的轴向一端侧部分。