
一种气垫炉淬火的高强度热处理可强化铝合金板材的制造方法.pdf

春岚****23

1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种气垫炉淬火的高强度热处理可强化铝合金板材的制造方法.pdf
一种气垫炉淬火的高强度热处理可强化铝合金板材的制造方法,本发明涉及铝合金带式法淬火及带式法冷作硬化制造的高强度热处理可强化铝合金板材的技术领域。本发明为了解决现有铝合金板材力学性能有待提高的技术问题。制造方法:称取原料、铝合金溶液进行铸造、均匀化退火处理、铣面、包铝、加热、热轧、冷轧、清洗切边、固溶淬火及形变处理、自然时效、冷作硬化、剪切。本发明方法在气垫炉进行淬火及在冷轧机进行带式法冷作硬化制造的高强度热处理可强化铝合金板材的表面质量、板形及力学性能合格,质量稳定。达到了高强度热处理可强化铝合金板材的综
一种气垫炉淬火的高硅铝合金板材的制造方法.pdf
一种气垫炉淬火的高硅铝合金板材的制造方法,发明涉及高硅铝合金板材的制造方法领域。本发明要解决现有高硅铝合金板材存在外观质量差,力学性能低的技术问题。方法:一、半连续铸造得到铸锭;二、铣面,三、加热,四、热轧,五、冷轧,六、清洗切边,七、去应力退火,八、淬火,矫直,九、人工时效,十、剪切成品板,十一、送检力学性能。本发明的气垫炉淬火的高硅铝合金板材,外观质量和力学性能合格。本发明用于制造高硅铝合金板材。

一种高强度铝合金热处理时效炉及处理方法.pdf
本发明公开了一种高强度铝合金热处理时效炉及处理方法,包括串联设置在装料工段和出料工段之间的一级时效炉和二级时效炉,二级时效炉的顶部设置有加热装置和数根热风支管一,底部设置有回风管;一级时效炉的顶部设置有放散管,底部设置有进风管,热风支管一的另一端经热风总管连接加热装置,回风管的出口包括两个,一个出口经引风机和阀门连接过滤器的进口,另一个出口连接一级时效炉的进风管,在热风总管还设置有热风支管二,热风支管二也与进风管连接。本发明运用统筹方法合理安排时效处理的进程,综合缩短铝合金一级处理和二级处理的时间,处理效
一种铝合金淬火板材生产方法及装置.pdf
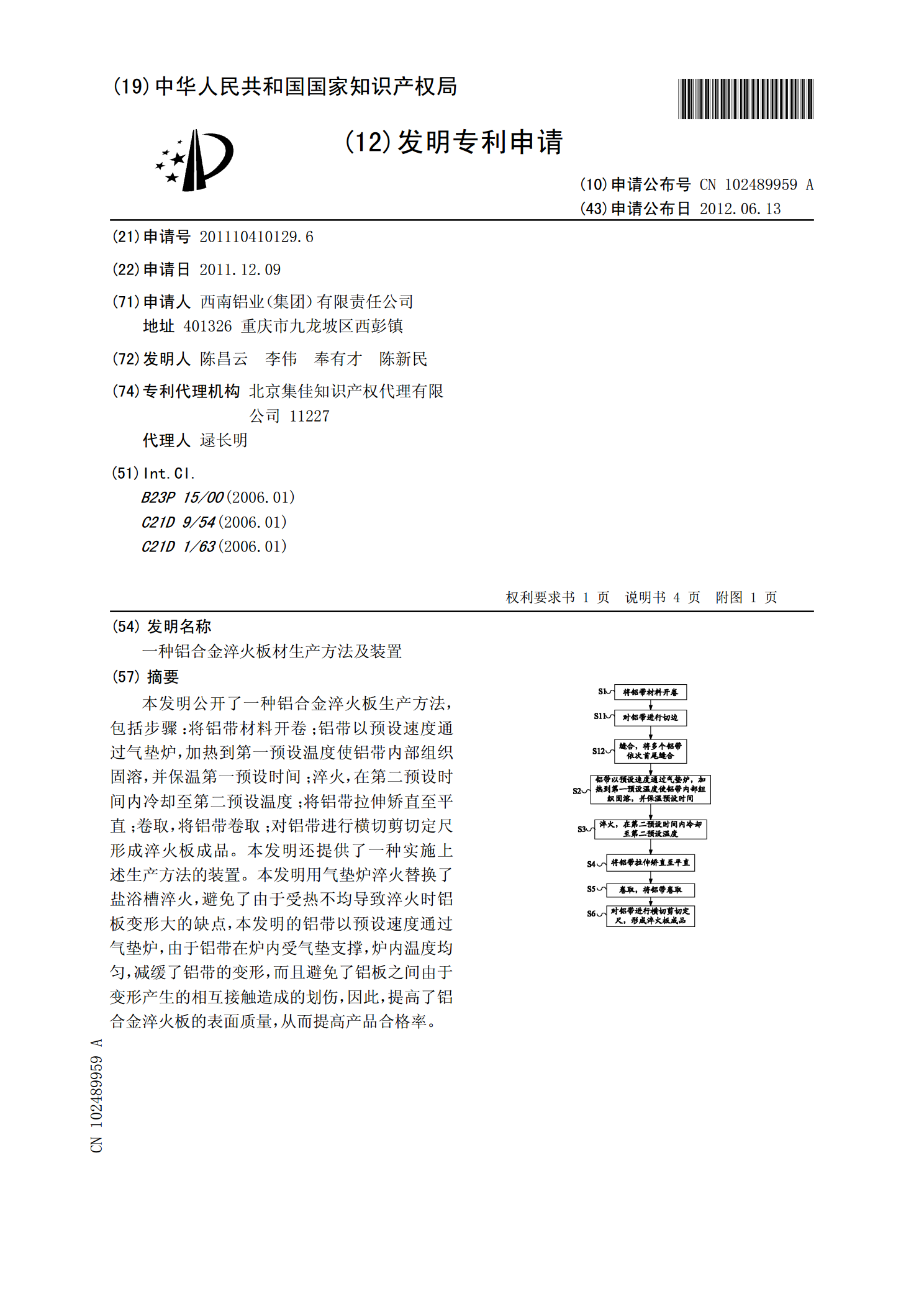
本发明公开了一种铝合金淬火板生产方法,包括步骤:将铝带材料开卷;铝带以预设速度通过气垫炉,加热到第一预设温度使铝带内部组织固溶,并保温第一预设时间;淬火,在第二预设时间内冷却至第二预设温度;将铝带拉伸矫直至平直;卷取,将铝带卷取;对铝带进行横切剪切定尺形成淬火板成品。本发明还提供了一种实施上述生产方法的装置。本发明用气垫炉淬火替换了盐浴槽淬火,避免了由于受热不均导致淬火时铝板变形大的缺点,本发明的铝带以预设速度通过气垫炉,由于铝带在炉内受气垫支撑,炉内温度均匀,减缓了铝带的变形,而且避免了铝板之间由于变形

一种气垫炉生产车辆用铝合金结构件的制造方法.pdf
一种气垫炉生产车辆用铝合金结构件的制造方法。具体涉及气垫炉生产车辆的制造方法。本发明为克服现有技术现有技术制造的车辆用铝合金结构件存在力学强度低和弯曲性能差的问题。方法:半连续铸造得到气垫炉生产车辆用铝合金结构件的铸锭;将气垫炉生产车辆用铝合金结构件的铸锭进行铣面;将铣面后的铸锭进行加热;将铸锭加热后进行热轧;将气垫炉生产车辆用铝合金结构件热轧卷进行冷轧;将气垫炉生产车辆用铝合金结构件的冷轧卷进行淬火;将气垫炉生产车辆用铝合金结构件的淬火卷进行人工时效;将气垫炉生产车辆用铝合金结构件的成品卷送检力学性能及