
一种5052合金坯料短流程生产方法.pdf

一条****涛k

1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种5052合金坯料短流程生产方法.pdf
本发明涉及铝合金坯料生产技术领域,具体为一种5052合金坯料短流程生产方法,包括如下步骤:(1)原料准备:采用重熔用铝锭;(2)熔炼工序:按照5052合金成分将各种原料放入熔炼炉中熔炼;(3)倒炉工序:将步骤(2)中熔炼的铝液倒入保温炉中,将保温炉中的温度控制在750‑770℃;(4)铸轧工序:将保温炉内的铝液经在线细化晶粒度、除杂后,采用铸轧辊进行铸轧,铸轧的温度为715‑725℃,铸轧速度为0.65‑0.73m/min,铸轧区的长度为52‑55mm,铸轧辊的轧制力为1000‑1500t,铸轧辊冷却水流

一种7072合金坯料的生产方法.pdf
本发明公开了一种7072合金坯料的生产方法,包括以下步骤:(1)原料准备,所述原料采用重熔用铝锭、锌锭;(2)加料工序,在熔炉内按照先加锌锭后加铝锭的方式加入原料;(3)冶炼工序,当所述熔炉中原料完全液化后,按照7072合金成分进行成分调配,升温至700‑750℃后导入保温炉;(4)铸轧工序,进入保温炉内的铝液经在线净化、细化晶粒后,经大辊径、小铸轧区、低温、低速的方式,通过连铸连轧的方式产出6~7mm厚的坯料,其中铸轧辊径为960~1000mm,铸轧区为35‑50mm,低温温度为640‑660℃,低速为
一种短流程机械加工精快锻坯料生产线.pdf
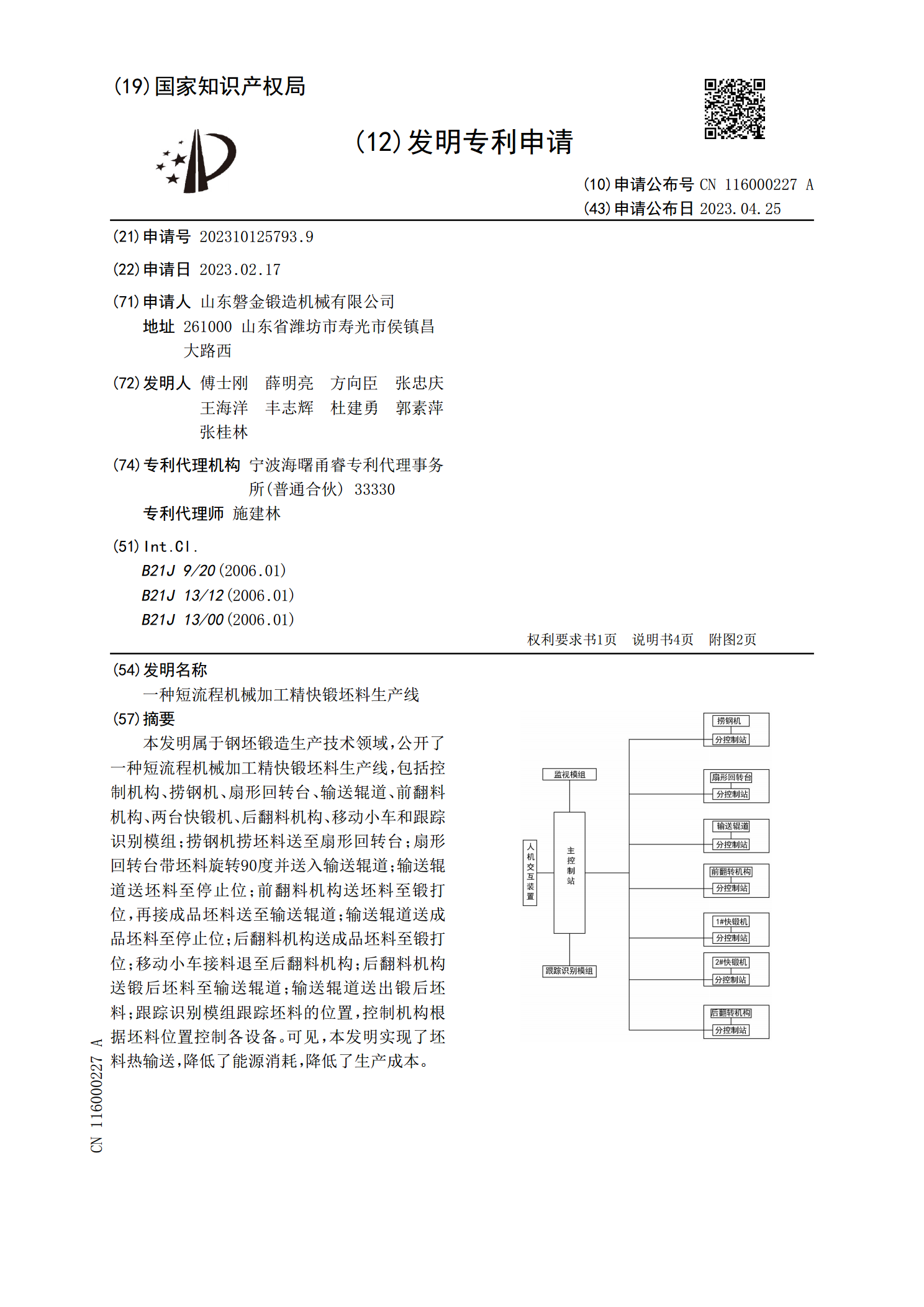
本发明属于钢坯锻造生产技术领域,公开了一种短流程机械加工精快锻坯料生产线,包括控制机构、捞钢机、扇形回转台、输送辊道、前翻料机构、两台快锻机、后翻料机构、移动小车和跟踪识别模组;捞钢机捞坯料送至扇形回转台;扇形回转台带坯料旋转90度并送入输送辊道;输送辊道送坯料至停止位;前翻料机构送坯料至锻打位,再接成品坯料送至输送辊道;输送辊道送成品坯料至停止位;后翻料机构送成品坯料至锻打位;移动小车接料退至后翻料机构;后翻料机构送锻后坯料至输送辊道;输送辊道送出锻后坯料;跟踪识别模组跟踪坯料的位置,控制机构根据坯料位

3C电子用5052合金板带材短流程工艺研究.docx
3C电子用5052合金板带材短流程工艺研究随着3C电子行业的发展,对材料要求越来越高,尤其是对于板带材。5052合金板带材因其优异的耐腐蚀性、可塑性、变形可回复性等特点,成为了3C电子板带材的重要材料之一。在制造过程中,以短流程工艺为目标可以提高生产效率,降低成本,提高产品质量。本文将探讨5052合金板带材短流程工艺。一、5052合金板带材的特点5052合金是铝镁合金系列中的一种,常用于制造板带材和汽车铆接件。具有良好的耐腐蚀性、加工性能、成形性能和焊接性能。在3C电子领域中,5052合金板带材的应用越来

一种短流程生产镍及镍合金管的工艺方法.pdf
一种短流程生产镍及镍合金管的工艺方法,属于材料加工领域,其工艺步骤为:将备好的镍基原材料在真空熔炼炉中于1150~1750℃进行真空熔炼,熔炼后的熔融镍基合金熔液通过连接暗道进入装有结晶器的连铸炉,连铸炉中的熔融镍基合金通过与结晶器一体的石墨模具连续冷却铸造成管状,不断连续铸造成型的管经过牵引机连续的牵引+停顿反复动作牵引出结晶器,将通过牵引机后的管按所需长度切断,切断后的管进行初步调直,初步调直的管经轧制或轧制+拉制达到所要求的成品管规格,用车床切去经调直的管材的轧头和尾端部分,最后对管材去毛刺清整。本