
一种短流程机械加工精快锻坯料生产线.pdf

高格****gu

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种短流程机械加工精快锻坯料生产线.pdf
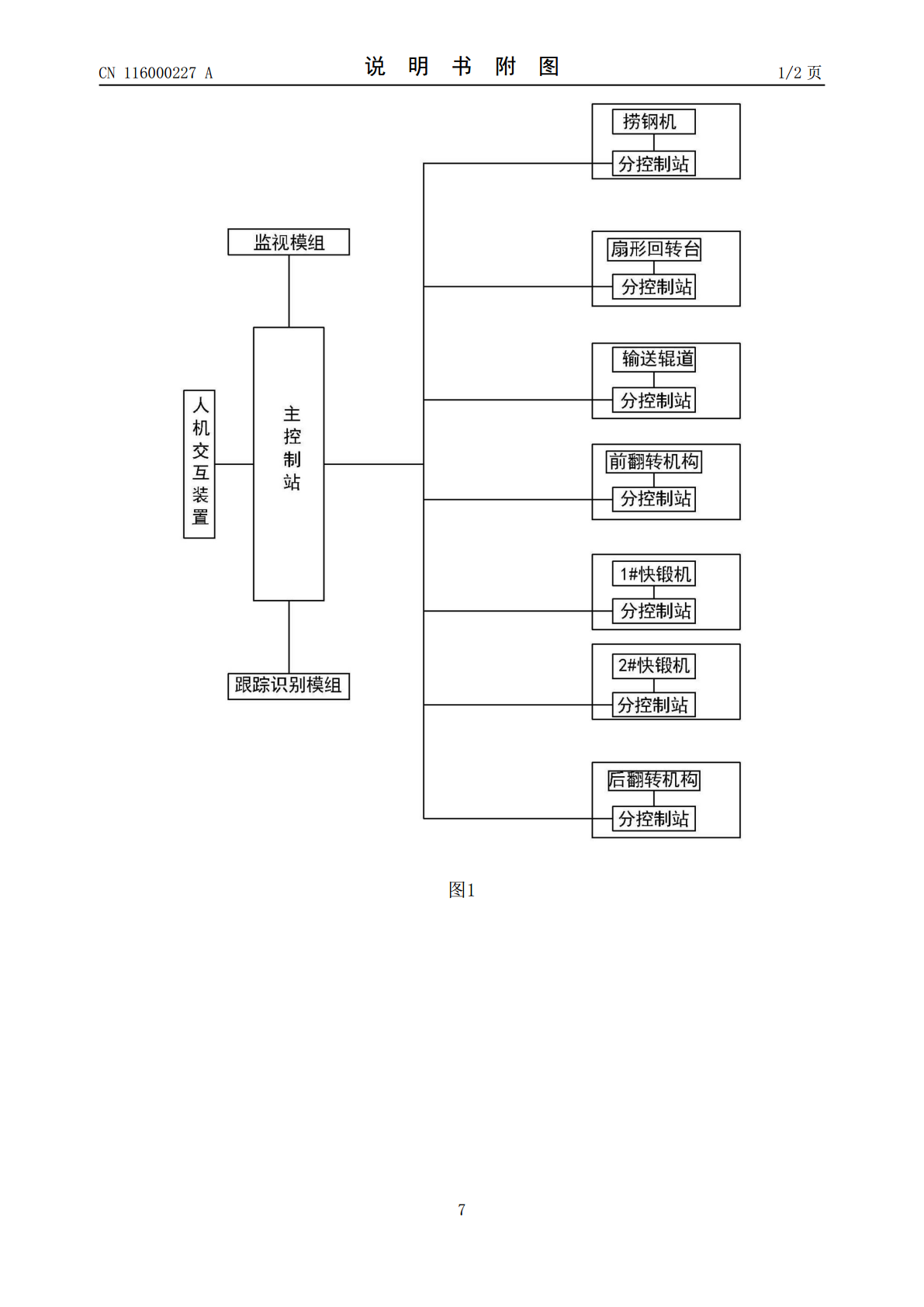
本发明属于钢坯锻造生产技术领域,公开了一种短流程机械加工精快锻坯料生产线,包括控制机构、捞钢机、扇形回转台、输送辊道、前翻料机构、两台快锻机、后翻料机构、移动小车和跟踪识别模组;捞钢机捞坯料送至扇形回转台;扇形回转台带坯料旋转90度并送入输送辊道;输送辊道送坯料至停止位;前翻料机构送坯料至锻打位,再接成品坯料送至输送辊道;输送辊道送成品坯料至停止位;后翻料机构送成品坯料至锻打位;移动小车接料退至后翻料机构;后翻料机构送锻后坯料至输送辊道;输送辊道送出锻后坯料;跟踪识别模组跟踪坯料的位置,控制机构根据坯料位
一种精快锻坯料热输送的控制方法.pdf
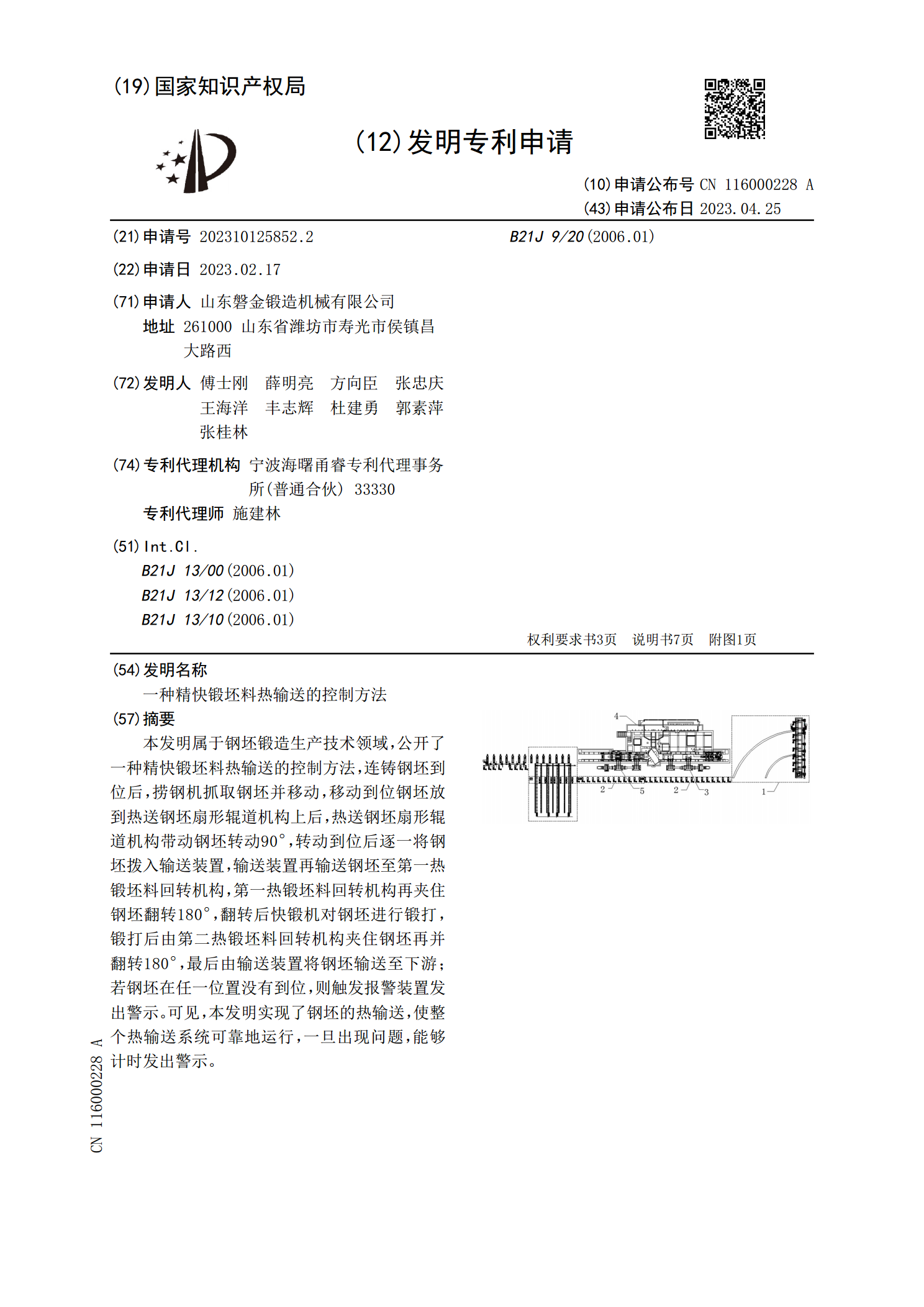
本发明属于钢坯锻造生产技术领域,公开了一种精快锻坯料热输送的控制方法,连铸钢坯到位后,捞钢机抓取钢坯并移动,移动到位钢坯放到热送钢坯扇形辊道机构上后,热送钢坯扇形辊道机构带动钢坯转动90°,转动到位后逐一将钢坯拨入输送装置,输送装置再输送钢坯至第一热锻坯料回转机构,第一热锻坯料回转机构再夹住钢坯翻转180°,翻转后快锻机对钢坯进行锻打,锻打后由第二热锻坯料回转机构夹住钢坯再并翻转180°,最后由输送装置将钢坯输送至下游;若钢坯在任一位置没有到位,则触发报警装置发出警示。可见,本发明实现了钢坯的热输送,使整
一种坯料加工工艺及坯料加工生产线.pdf
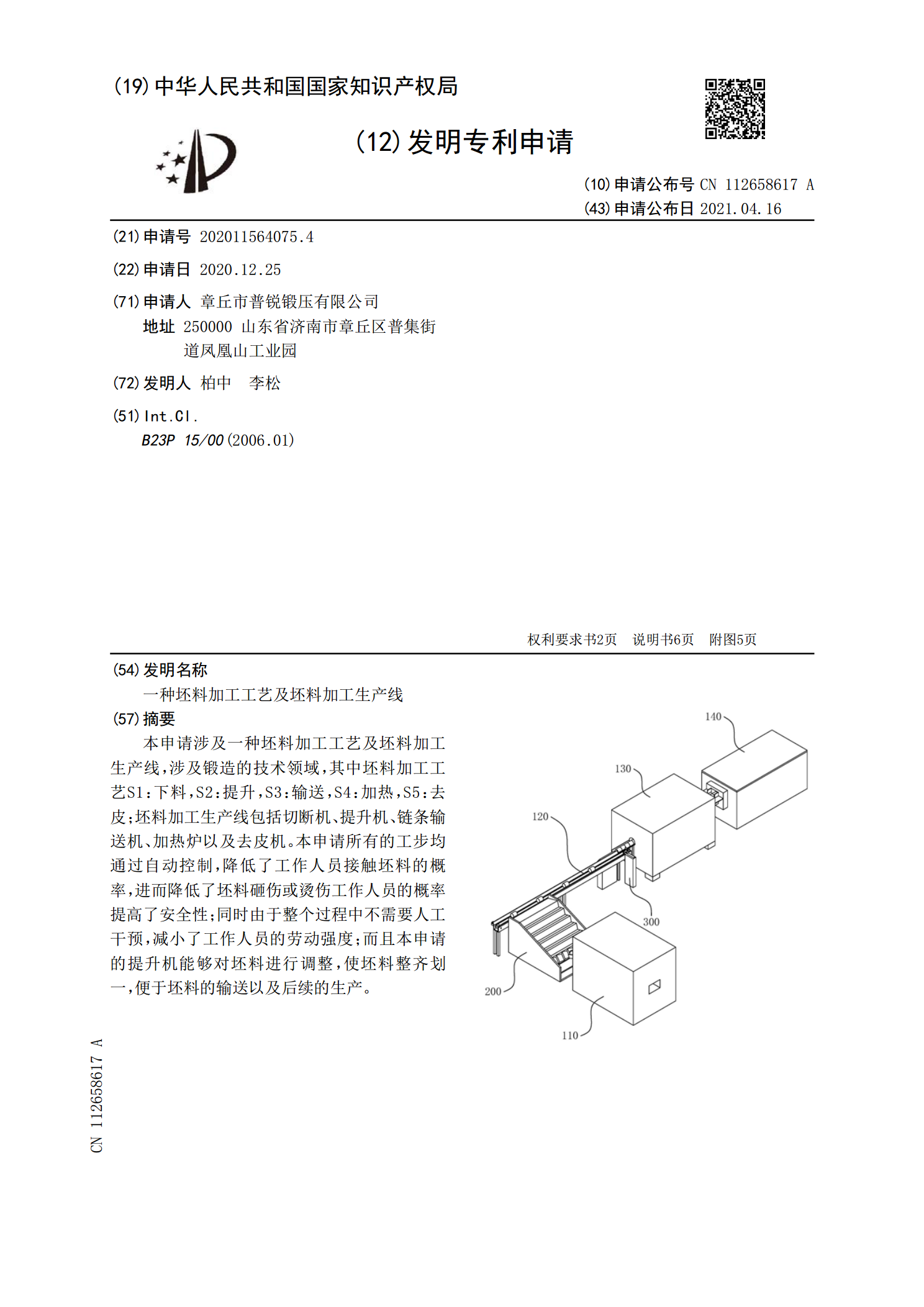
本申请涉及一种坯料加工工艺及坯料加工生产线,涉及锻造的技术领域,其中坯料加工工艺S1:下料,S2:提升,S3:输送,S4:加热,S5:去皮;坯料加工生产线包括切断机、提升机、链条输送机、加热炉以及去皮机。本申请所有的工步均通过自动控制,降低了工作人员接触坯料的概率,进而降低了坯料砸伤或烫伤工作人员的概率提高了安全性;同时由于整个过程中不需要人工干预,减小了工作人员的劳动强度;而且本申请的提升机能够对坯料进行调整,使坯料整齐划一,便于坯料的输送以及后续的生产。
一种5052合金坯料短流程生产方法.pdf
本发明涉及铝合金坯料生产技术领域,具体为一种5052合金坯料短流程生产方法,包括如下步骤:(1)原料准备:采用重熔用铝锭;(2)熔炼工序:按照5052合金成分将各种原料放入熔炼炉中熔炼;(3)倒炉工序:将步骤(2)中熔炼的铝液倒入保温炉中,将保温炉中的温度控制在750‑770℃;(4)铸轧工序:将保温炉内的铝液经在线细化晶粒度、除杂后,采用铸轧辊进行铸轧,铸轧的温度为715‑725℃,铸轧速度为0.65‑0.73m/min,铸轧区的长度为52‑55mm,铸轧辊的轧制力为1000‑1500t,铸轧辊冷却水流

高效钛及钛合金铸锭短流程精锻开坯工艺.pdf
本发明提供一种高效钛及钛合金铸锭短流程精锻开坯工艺,包括加热流程、径锻机精锻变形、检验和机加工流程,然后得到钛合金棒材:其中所述的加热流程采用环形加热炉、通过火焰加热实现对钛及钛合金锭坯的加热,在加热过程中采用预热、加热以及均热三个阶段实现,其中预热段的加热温度在800±50°,加热时间为60‑70min;加热段的加热温度在900‑1150°,加热时间70‑90min,均热段的加热温度与加热段相当,均热时间为60‑90min;径锻机精锻变形处理包括通过液压式径锻机进行精锻,使用四锤头进行锤击锻造,锻造时间