
一种形状呈垂直面分布的异型钛合金模锻件成型方法.pdf

Jo****34


1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种形状呈垂直面分布的异型钛合金模锻件成型方法.pdf
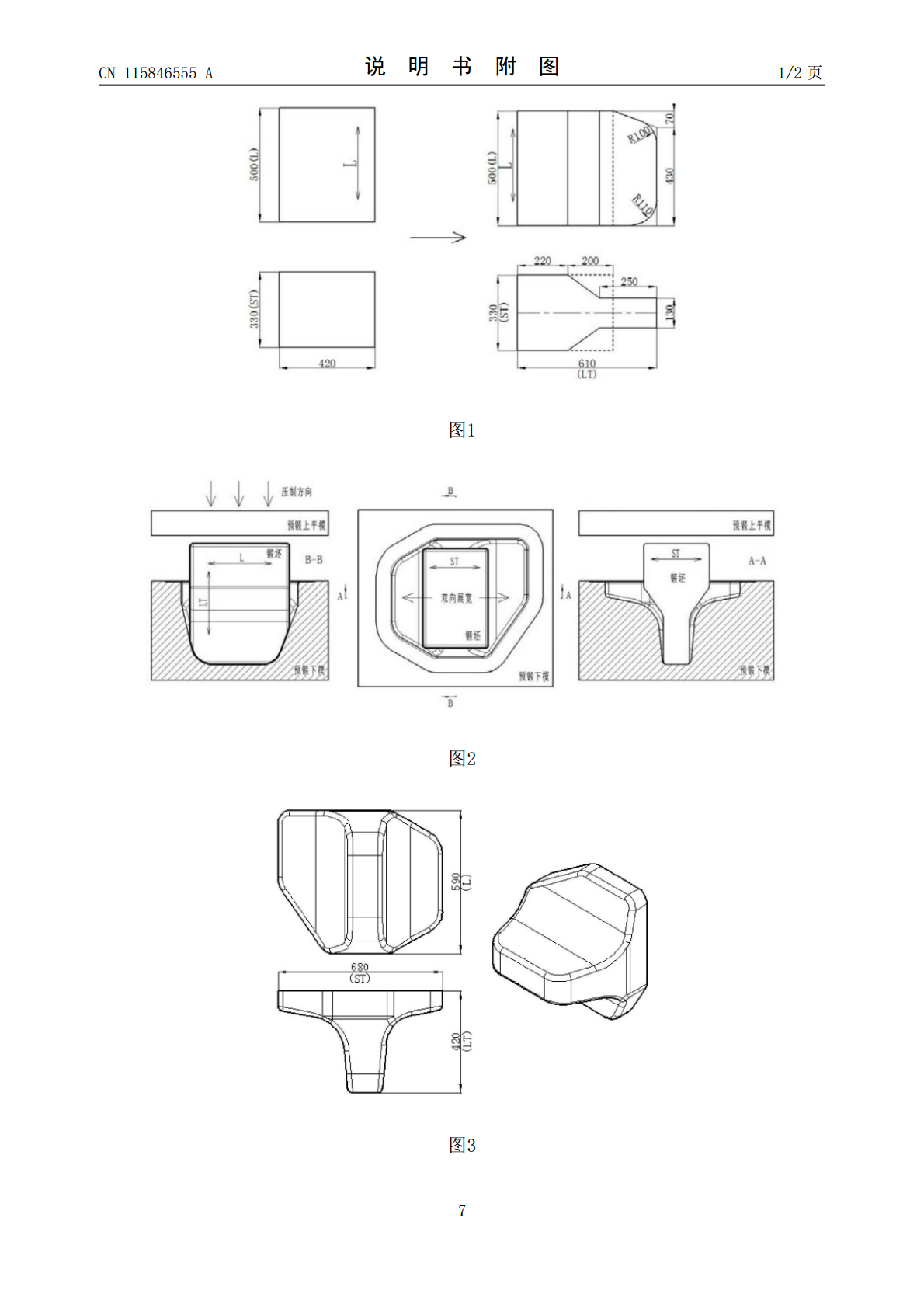
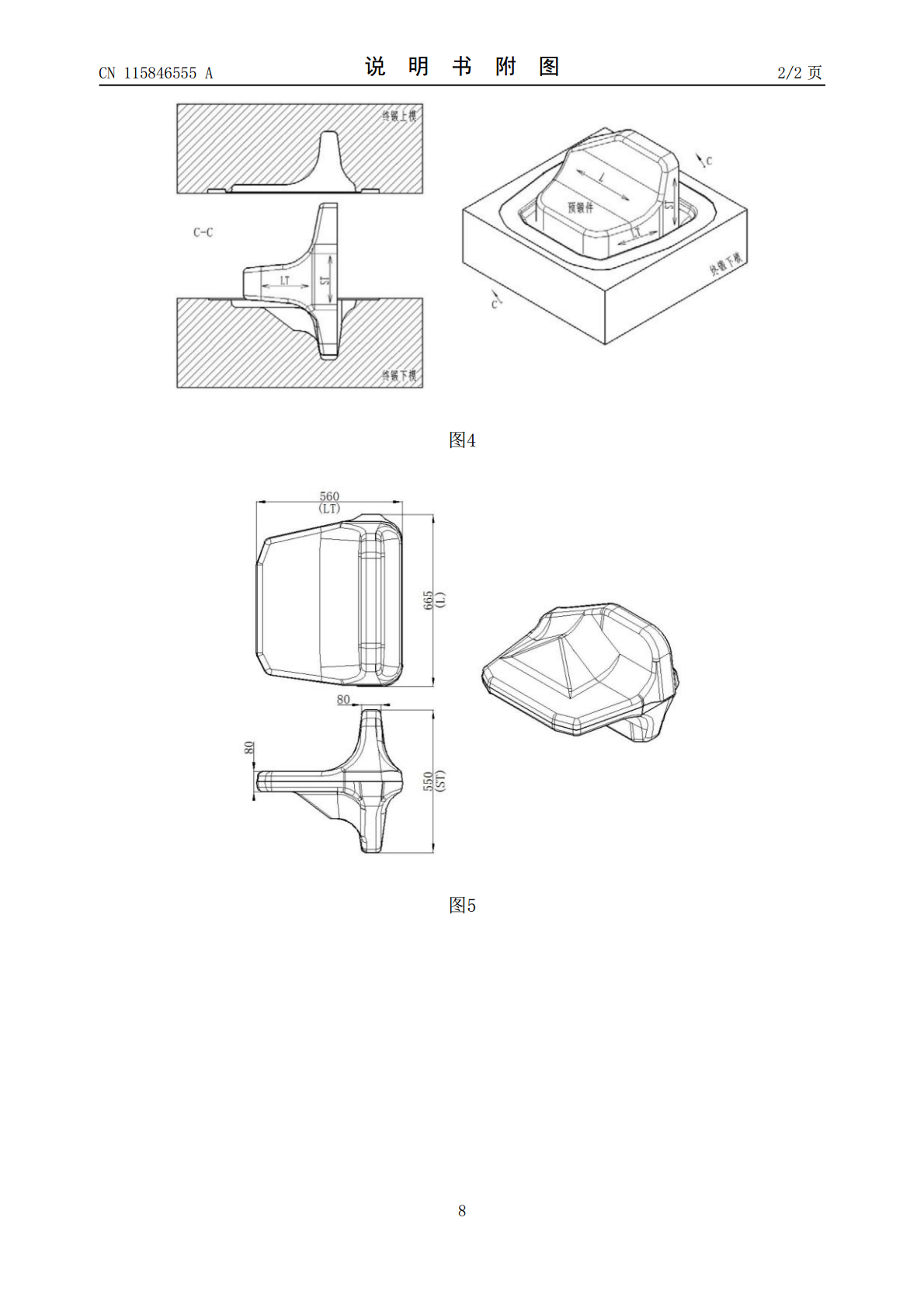
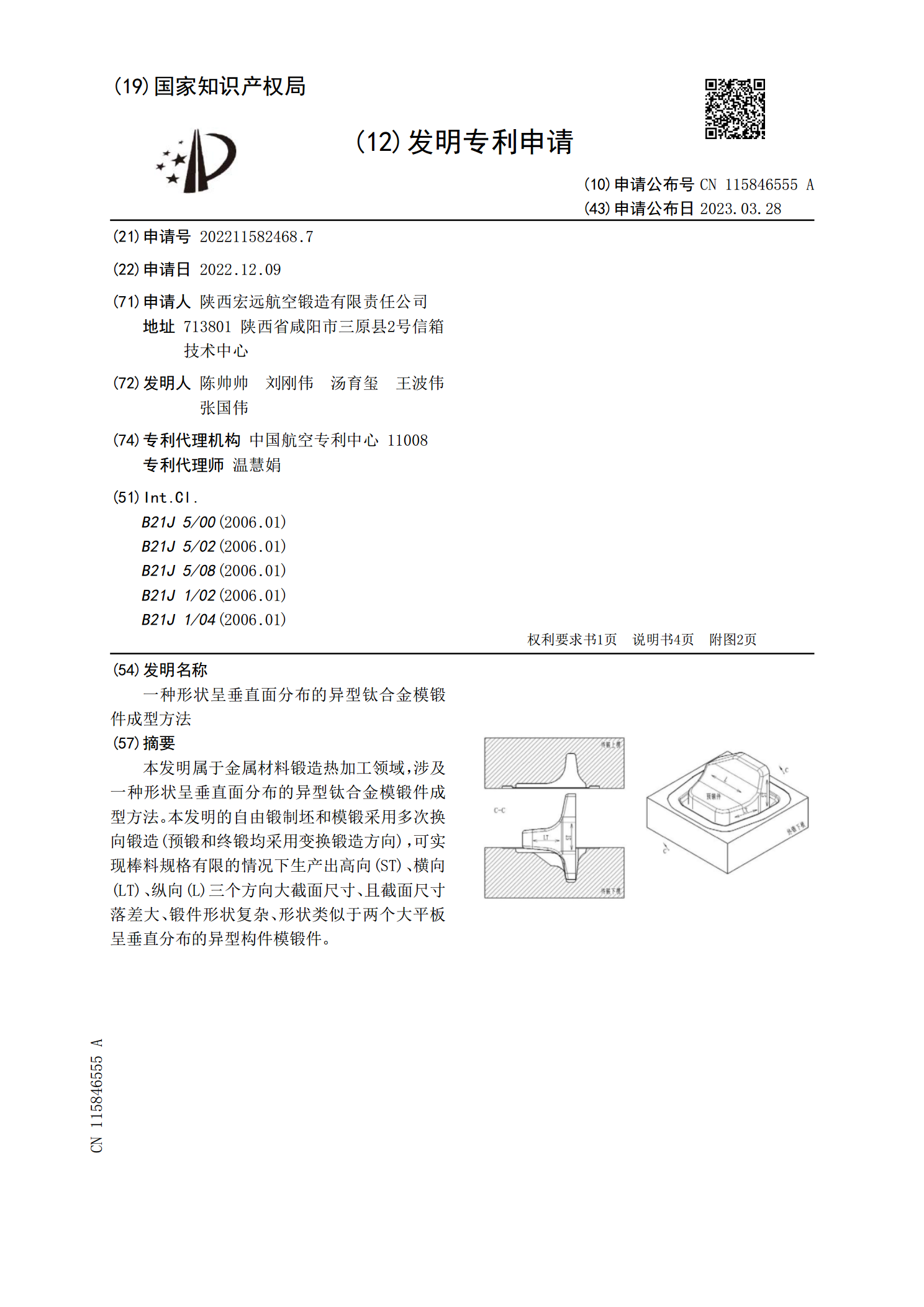
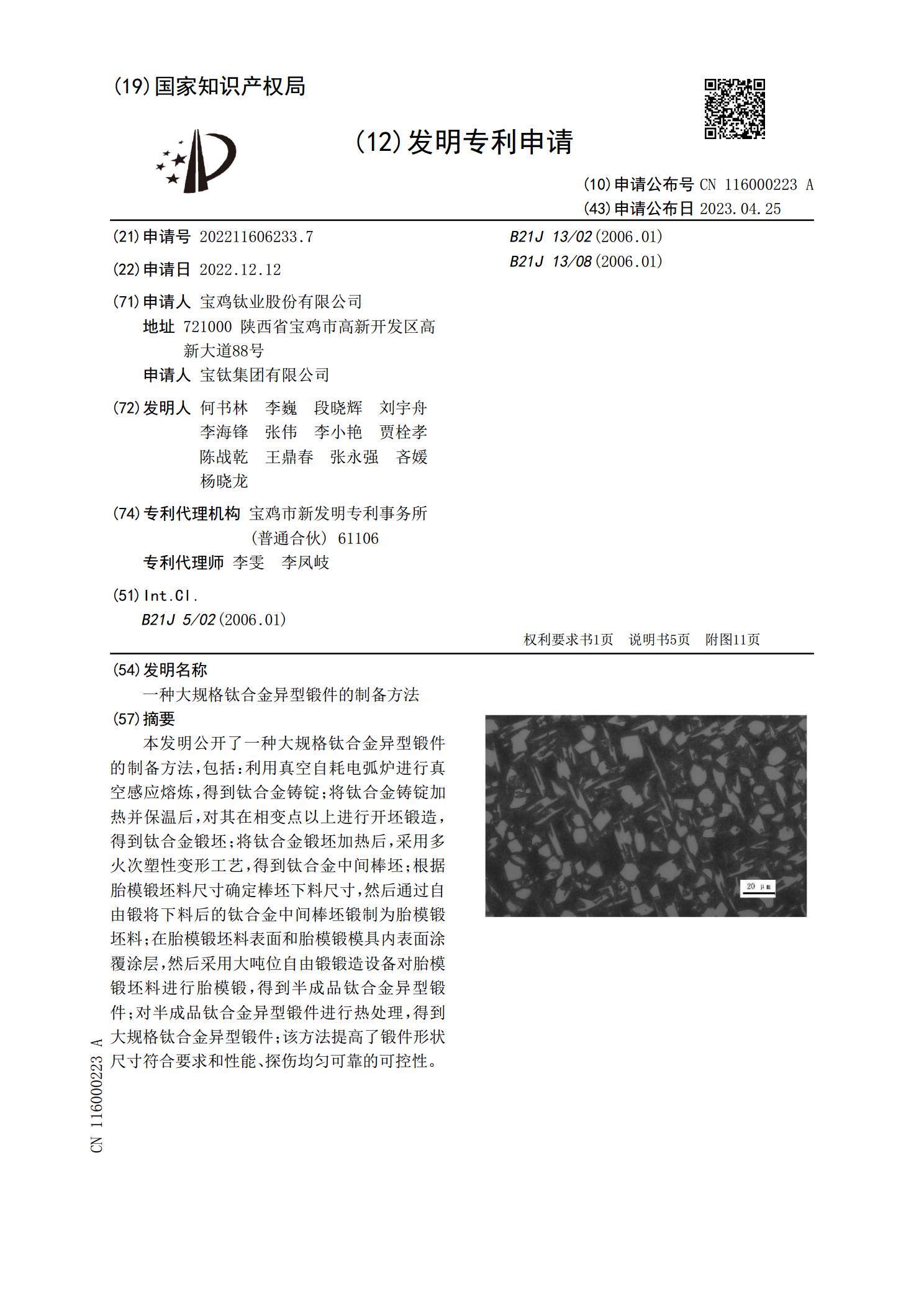
本发明属于金属材料锻造热加工领域,涉及一种形状呈垂直面分布的异型钛合金模锻件成型方法。本发明的自由锻制坯和模锻采用多次换向锻造(预锻和终锻均采用变换锻造方向),可实现棒料规格有限的情况下生产出高向(ST)、横向(LT)、纵向(L)三个方向大截面尺寸、且截面尺寸落差大、锻件形状复杂、形状类似于两个大平板呈垂直分布的异型构件模锻件。
一种大规格钛合金异型锻件的制备方法.pdf
本发明公开了一种大规格钛合金异型锻件的制备方法,包括:利用真空自耗电弧炉进行真空感应熔炼,得到钛合金铸锭;将钛合金铸锭加热并保温后,对其在相变点以上进行开坯锻造,得到钛合金锻坯;将钛合金锻坯加热后,采用多火次塑性变形工艺,得到钛合金中间棒坯;根据胎模锻坯料尺寸确定棒坯下料尺寸,然后通过自由锻将下料后的钛合金中间棒坯锻制为胎模锻坯料;在胎模锻坯料表面和胎模锻模具内表面涂覆涂层,然后采用大吨位自由锻锻造设备对胎模锻坯料进行胎模锻,得到半成品钛合金异型锻件;对半成品钛合金异型锻件进行热处理,得到大规格钛合金异型

一种钛合金热成型机上热换模方法.pdf
一种钛合金热成型机上热换模方法,包括如下步骤:步骤1:利用热换模快卸固定装置将第一套模具装入热成型机,将第二套模具装入预热炉;步骤2:热成型机启动升温,将第一套模具加热到649℃‑704℃;步骤3:热成型机对毛坯件进行热成型加工得到成型零件;步骤4:关闭热成型机,第一套模具在热成型机内进行自然降温,5个小时后,开启预热炉,将第二套模具加热到290℃‑320℃;步骤5:将热成型机中的第一套模具通过热换模快卸固定装置卸下,转移到预热炉中自然降温,再将模具预热炉中的第二套模具安装到热成型机中;步骤6:启动热成型

一种中模套锻件成型模具.pdf
本发明公开了一种中模套锻件成型模具,其包括芯辊和主模,其中,所述芯辊的两端对应设置有安装段,两个安装段之间依次设置有第一圆柱段、芯辊斜锥段、第二圆柱段和第三圆柱段,所述第一圆柱段的直径小于所述第二圆柱段的直径,所述第三圆柱段的直径小于所述第一圆柱段的直径,所述主模设置于所述芯辊的一侧,所述主模的中心处设置有中心孔,且所述主模包括位于底部的圆柱段和位于上部的主模斜锥段。上述中模套锻件成型模具能够加工出更接近产品形状的锻件,后续加工的切削余量小,节省材料,加工成本低,同时模具为锻件加工留有一定的压延空间,保证

一种异型壶盖成型方法.pdf
本发明公开了一种异型壶盖成型方法,包括以下步骤:A1.取钛板材通过冲压的方式进行下料,获得钛圆片;A2.对钛圆片进行退火处理,其中退火温度控制在600‑900℃,加热时长10‑30分钟;A3.采用拉伸模具对完成退火后的钛圆片进行拉伸,从而获得第一基材,第一基材为杯状结构,第一基材的直径为A,高度为1.5H,H>12mm;A4.对第一基材底部进行切割,切除底部废料,从而获得第二基材,第二基材的高度为H+6mm;A5.将第二基材放在胀型模具上进行胀型得到第三基材,第三基材的高度为H+4mm;A6.取第三