
一种玻璃边框及其制备方法以及利用玻璃边框的热压方法.pdf

书生****aa

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种玻璃边框及其制备方法以及利用玻璃边框的热压方法.pdf
本发明公开了一种玻璃边框,包括上玻璃基板和下玻璃基板,所述上玻璃基板和下玻璃基板之间设有均匀混合的边框原料和硅球,所述边框原料质量含量为98%-99%,硅球质量含量为1%-2%。本发明操作简单,成本低廉,改善了热压过程中边框不良状况,降低了玻璃成本。?
玻璃幕墙边框节点及其安装方法.pdf
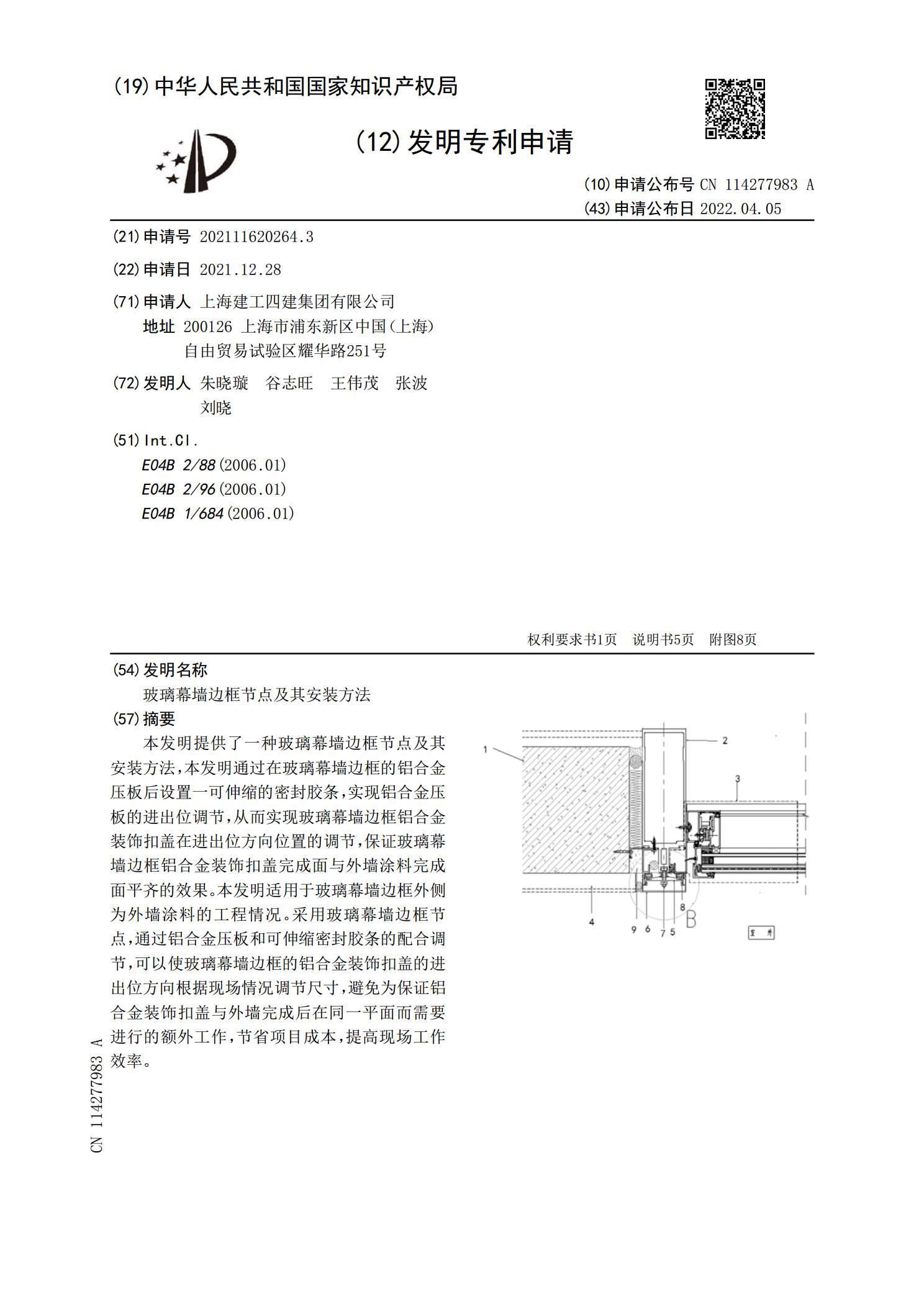
本发明提供了一种玻璃幕墙边框节点及其安装方法,本发明通过在玻璃幕墙边框的铝合金压板后设置一可伸缩的密封胶条,实现铝合金压板的进出位调节,从而实现玻璃幕墙边框铝合金装饰扣盖在进出位方向位置的调节,保证玻璃幕墙边框铝合金装饰扣盖完成面与外墙涂料完成面平齐的效果。本发明适用于玻璃幕墙边框外侧为外墙涂料的工程情况。采用玻璃幕墙边框节点,通过铝合金压板和可伸缩密封胶条的配合调节,可以使玻璃幕墙边框的铝合金装饰扣盖的进出位方向根据现场情况调节尺寸,避免为保证铝合金装饰扣盖与外墙完成后在同一平面而需要进行的额外工作,节

一种玻璃边框印刷油墨的方法.pdf
本发明公开了一种玻璃边框印刷油墨的方法,包括步骤为:将玻璃浸泡于清水中,取出后用抹布擦拭干净;将所述干净的玻璃的边框使用高温油墨进行丝网排布,形成所需印刷的轮廓;对所述玻璃在650-750℃下进行加热烘烤10-20分钟,结束后取出冷却成型进行使用。通过上述方式,发明的玻璃边框印刷油墨的方法,该方法操作上简单可靠,不需要操作人员的专业技术水平太高,使用的原料也便宜,加工时间短,得到的玻璃屏视觉上给人以享受,美观大方,得到消费者的喜爱,能够大规模的推广应用。

一种玻璃用防眩液及其制备方法以及利用该防眩液制备防眩玻璃的方法.pdf
本发明公开了一种玻璃用防眩液及其制备方法以及利用该防眩液制备防眩玻璃的方法,以质量分数计,由下列原料混合制备而成:22%的氟化铵、4.1%的硫酸铵、1.9%的硫酸钾、2.8%的氟化钙、1.0%的氯化锌、1.5%的氟硅酸钠、4.4%的硫酸钡、1.5%的玉米淀粉、0.8%的质量浓度为50%葡萄糖溶液以及17%的质量浓度为98%的浓硫酸,43%的去离子水,其中,氟化铵、硫酸铵、硫酸钾、氟化钙、氯化锌、氟硅酸钠以及硫酸钡均为化学纯。采用本发明制得的防眩玻璃透光性好,薄厚均匀,表面不容易留下划痕和指纹。同时,在制备
真空玻璃及其制备方法以及真空玻璃生产线.pdf
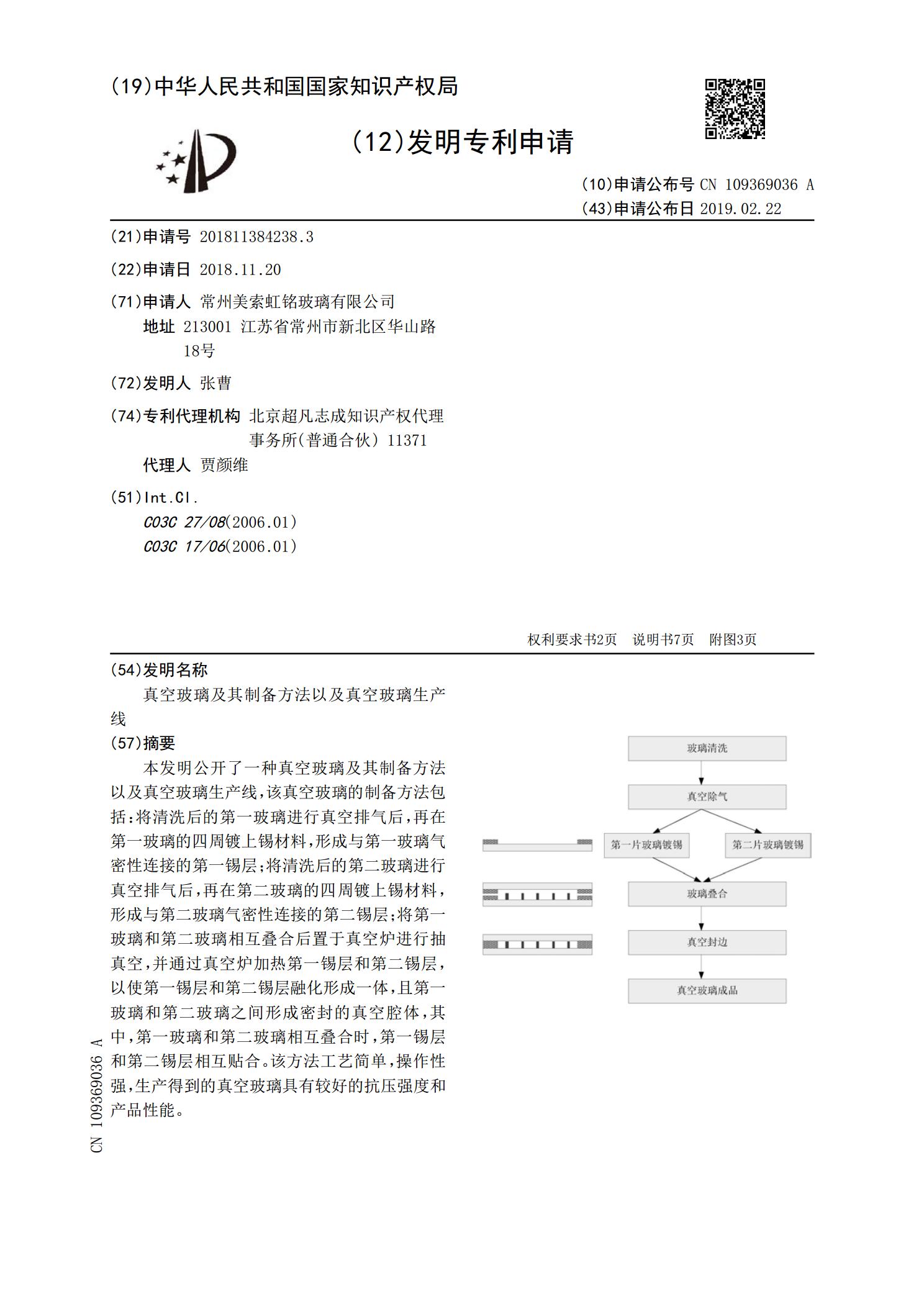
本发明公开了一种真空玻璃及其制备方法以及真空玻璃生产线,该真空玻璃的制备方法包括:将清洗后的第一玻璃进行真空排气后,再在第一玻璃的四周镀上锡材料,形成与第一玻璃气密性连接的第一锡层;将清洗后的第二玻璃进行真空排气后,再在第二玻璃的四周镀上锡材料,形成与第二玻璃气密性连接的第二锡层;将第一玻璃和第二玻璃相互叠合后置于真空炉进行抽真空,并通过真空炉加热第一锡层和第二锡层,以使第一锡层和第二锡层融化形成一体,且第一玻璃和第二玻璃之间形成密封的真空腔体,其中,第一玻璃和第二玻璃相互叠合时,第一锡层和第二锡层相互贴