
一种精密复杂注塑模具的制作方法.pdf

一吃****天材

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精密复杂注塑模具的制作方法.pdf
本发明提供一种精密复杂注塑模具的制作方法,其特征在于它的具体步骤如下:选取钢材作为模具本体,然后对钢材进行淬火处理;本发明模具内设有冷却水通道,在注塑成型时可以很好的对加工原料进行冷却,确保注塑成型;本发明在对模具进行加工时采用了淬火技术,提高了模具的耐磨性,延长了模具的使用寿命;本发明中的模具设有多个浇口,注塑时可以同时进行,避免了单口注胶材料在半途凝固的事情发生,保证了注胶又快又好的完成。
一种高精密插件注塑模具的制作方法.pdf
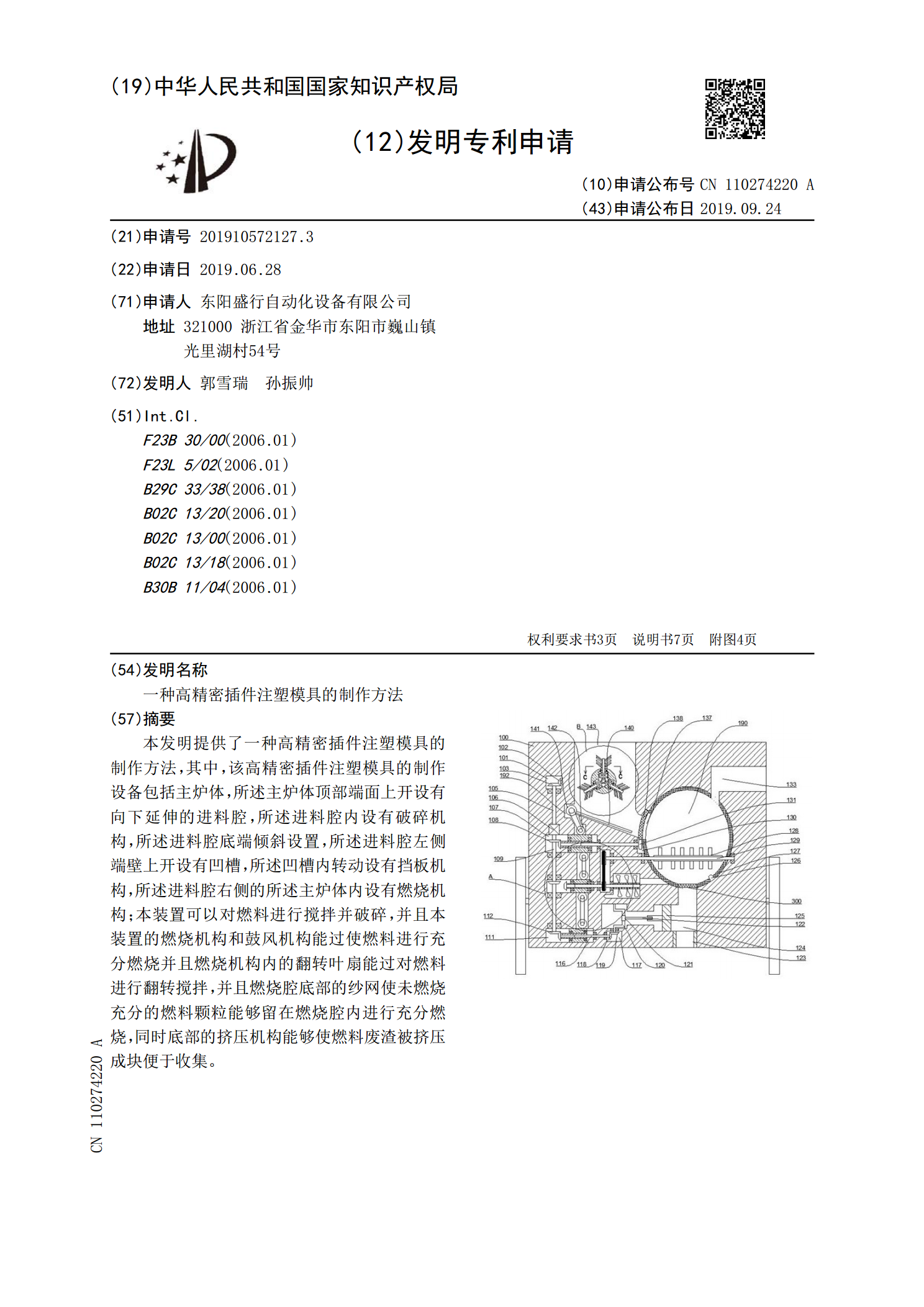
本发明提供了一种高精密插件注塑模具的制作方法,其中,该高精密插件注塑模具的制作设备包括主炉体,所述主炉体顶部端面上开设有向下延伸的进料腔,所述进料腔内设有破碎机构,所述进料腔底端倾斜设置,所述进料腔左侧端壁上开设有凹槽,所述凹槽内转动设有挡板机构,所述进料腔右侧的所述主炉体内设有燃烧机构;本装置可以对燃料进行搅拌并破碎,并且本装置的燃烧机构和鼓风机构能过使燃料进行充分燃烧并且燃烧机构内的翻转叶扇能过对燃料进行翻转搅拌,并且燃烧腔底部的纱网使未燃烧充分的燃料颗粒能够留在燃烧腔内进行充分燃烧,同时底部的挤压机
一种快速注塑的精密注塑模具.pdf
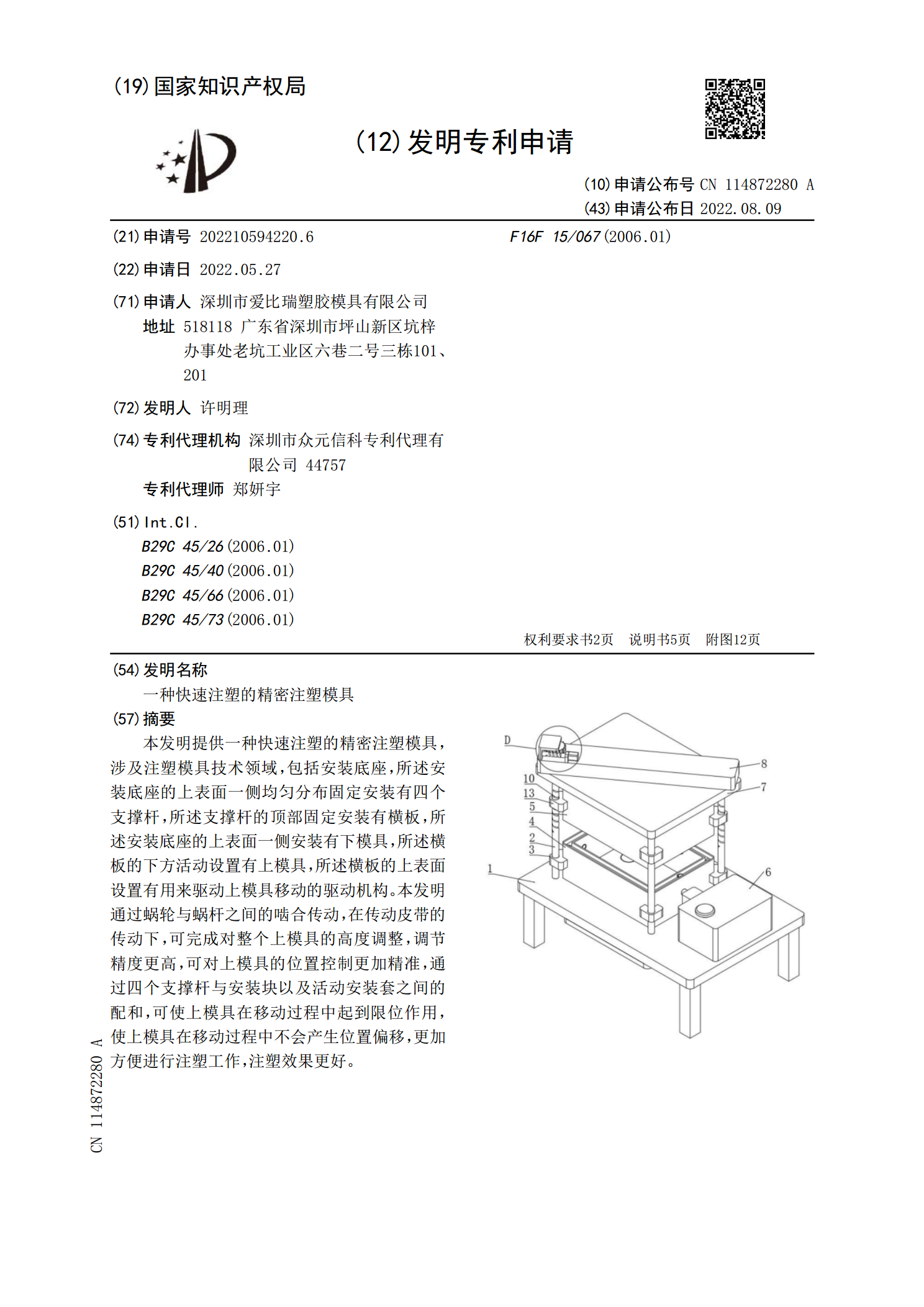
本发明提供一种快速注塑的精密注塑模具,涉及注塑模具技术领域,包括安装底座,所述安装底座的上表面一侧均匀分布固定安装有四个支撑杆,所述支撑杆的顶部固定安装有横板,所述安装底座的上表面一侧安装有下模具,所述横板的下方活动设置有上模具,所述横板的上表面设置有用来驱动上模具移动的驱动机构。本发明通过蜗轮与蜗杆之间的啮合传动,在传动皮带的传动下,可完成对整个上模具的高度调整,调节精度更高,可对上模具的位置控制更加精准,通过四个支撑杆与安装块以及活动安装套之间的配和,可使上模具在移动过程中起到限位作用,使上模具在移动

一种高精密注塑模具.pdf
本发明公开了一种高精密注塑模具,包括框形基座,所述框形基座的下方一侧中间位置处嵌入转动安装有从齿轮,且框形基座的一侧面靠近从齿轮的后方位置处设置有伺服电机,所述伺服电机的输出轴外表面设置有主齿轮,所述主齿轮与从齿轮之间为啮接,所述框形基座的上表面设置有模腔,所述模腔的上表面设置有模盖。本发明涉及注塑模具技术领域,该高精密注塑模具,通过下料管的内部设置有空腔,空腔的内壁均匀缠绕有加热丝,在进料时,可以对原料先进行搅拌输送,搅拌输送的同时,在加热管和加热丝的双重作用下,能够使原料受热更加充分,防止原料内部出现

一种注塑模具精密加工夹具.pdf
本发明涉及机床夹具领域,具体涉及一种注塑模具精密加工夹具。其包括夹持组件、传动控制组件和锁止结构;夹持组件有多组且每一组夹持组件均包括推板、夹持臂和夹持头,传动控制组件设置有多组,每组传动控制组件控制位于同一直线上的两个夹持组件移动。本发明初始夹持臂与推板呈预设角度且从下至上向内倾斜延伸,夹持的过程中夹持臂为注塑模具提供了一个向上的支持力,进而减小移动夹紧时注塑模具与机床底座的摩擦,减小注塑模具的磨损;同时夹持前期夹持头的橡胶垫与注塑模具接触避免将注塑模具的侧壁夹伤,夹持后期,刚性基座与注塑模具接触,进而