
一种螺旋铣刀的加工方法.pdf

邻家****文章

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种螺旋铣刀的加工方法.pdf
本发明公开了一种螺旋铣刀的加工方法,将传统的淬火改进为调制处理,调质硬度为250‑280HB,调制方法为:将工件加热至880℃~900℃,保温30分钟后进行强渗3小时,碳势0.4,然后温度降至860℃扩散10分钟,碳势0.4出炉,在油中调制处理600秒,其中强搅500秒慢搅100秒,最后取出沥油200秒后进行回火,回火温度580℃~590℃,回火时间2小时。

一种锥度铣刀螺旋槽的加工方法.pdf
一种锥度铣刀螺旋槽的加工方法,它涉及一种螺旋槽的加工方法,具体涉及一种锥度铣刀螺旋槽的加工方法。本发明为了解决现有锥度等螺旋角铣刀的粗加工及精加工都是在五轴联动数控工具磨上加工,加工效率低、加工成本高的问题。本发明将锥度铣刀安装在四轴半数控铣床的夹具上,将四轴半数控铣床的B轴手动摆动与锥度铣刀的螺旋角要求相同的角度;选取单铣刀对锥度铣刀进行加工;推导四轴半数控铣床A轴转动角度公式:360÷(PI÷tanα)÷D;根据步骤三中的四轴半数控铣床A轴转动角度公式编制参数化程序,并将程序输入四轴半数控铣床的控制计
一种螺旋铣刀的制备方法.pdf
本发明公开了一种螺旋铣刀的制备方法,包括如下步骤:1)将钢材坯料经过外圆打磨、热处理、酸洗、烘干、切削沟槽;2)在10.8质量份去离子水中投入3.5质量份二元酸酐、1.7质量份十二烷基苯磺酸钠、1.3质量份硼酸盐、2.6质量份环烷基油,搅拌混合充分,再依次加入0.8质量份硼酸、2.5质量份纤维素羟乙基醚、2.9质量份亚磷酸二正丁酯,充分搅拌均匀,得研磨切削工作液;3)对铣刀坯料进行研磨切削,研磨切削过程中使用上述研磨切削液;4)行光波加热,消除热应力。本发明一种螺旋铣刀的制备方法,其制备的铣刀具有较高的表

一种铣刀的加工方法.pdf
一种铣刀的加工方法,包括下列步骤:使用matlab软件建立模型。圆弧的加工轨迹:首先确定起点和终点。计算出起始角度,半径,起始点的坐标,确定切削长度和弧度。磨床在磨切削过程中要于铣刀坯料保持一定角度,切削过程中铣刀和砂轮要保持相切的线接触。磨切削过程中铣刀需要自转,且需要以铣刀的轴进行旋转。磨切削时使用乳液作为切削液,磨床为精密磨床。最后对铣刀表面进行光波加热,消除热应力。本方法加工精度高,制作的铣刀质量好,加工精度高,能满足现代化生产的需要。
一种双刃螺旋铣刀.pdf
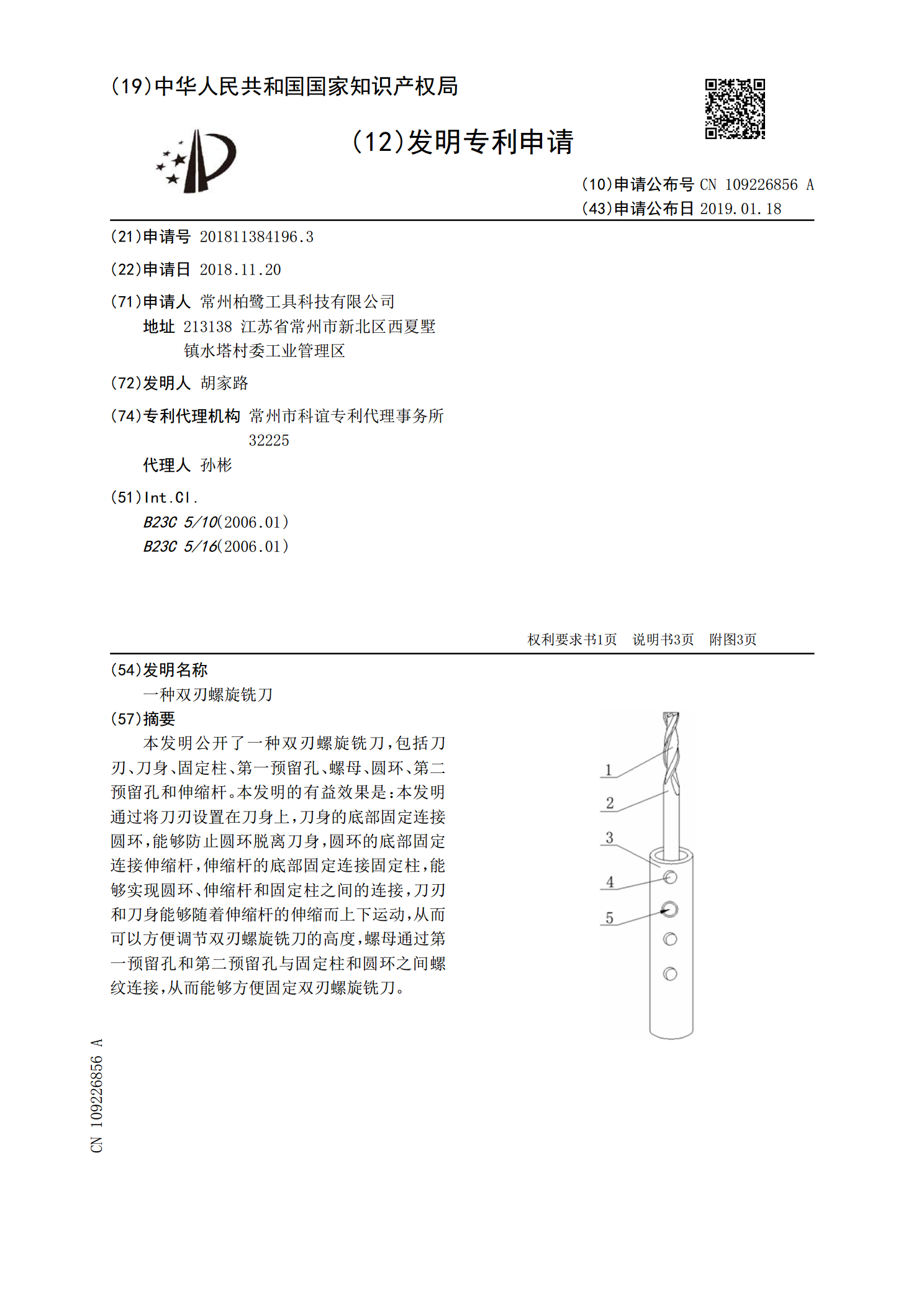
本发明公开了一种双刃螺旋铣刀,包括刀刃、刀身、固定柱、第一预留孔、螺母、圆环、第二预留孔和伸缩杆。本发明的有益效果是:本发明通过将刀刃设置在刀身上,刀身的底部固定连接圆环,能够防止圆环脱离刀身,圆环的底部固定连接伸缩杆,伸缩杆的底部固定连接固定柱,能够实现圆环、伸缩杆和固定柱之间的连接,刀刃和刀身能够随着伸缩杆的伸缩而上下运动,从而可以方便调节双刃螺旋铣刀的高度,螺母通过第一预留孔和第二预留孔与固定柱和圆环之间螺纹连接,从而能够方便固定双刃螺旋铣刀。