
一种加工翅片管齿的方法.pdf

是你****深呀


1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种加工翅片管齿的方法.pdf
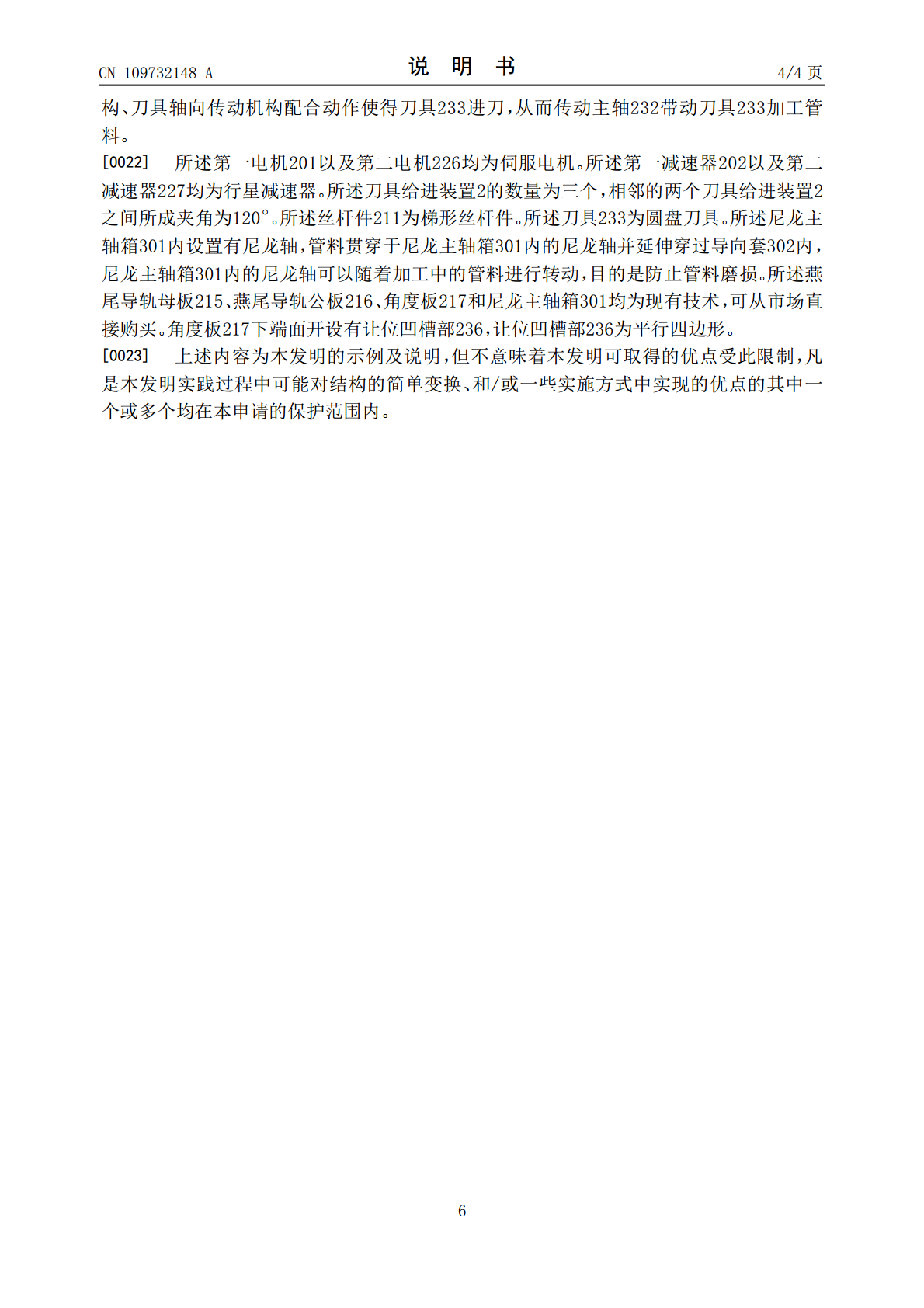
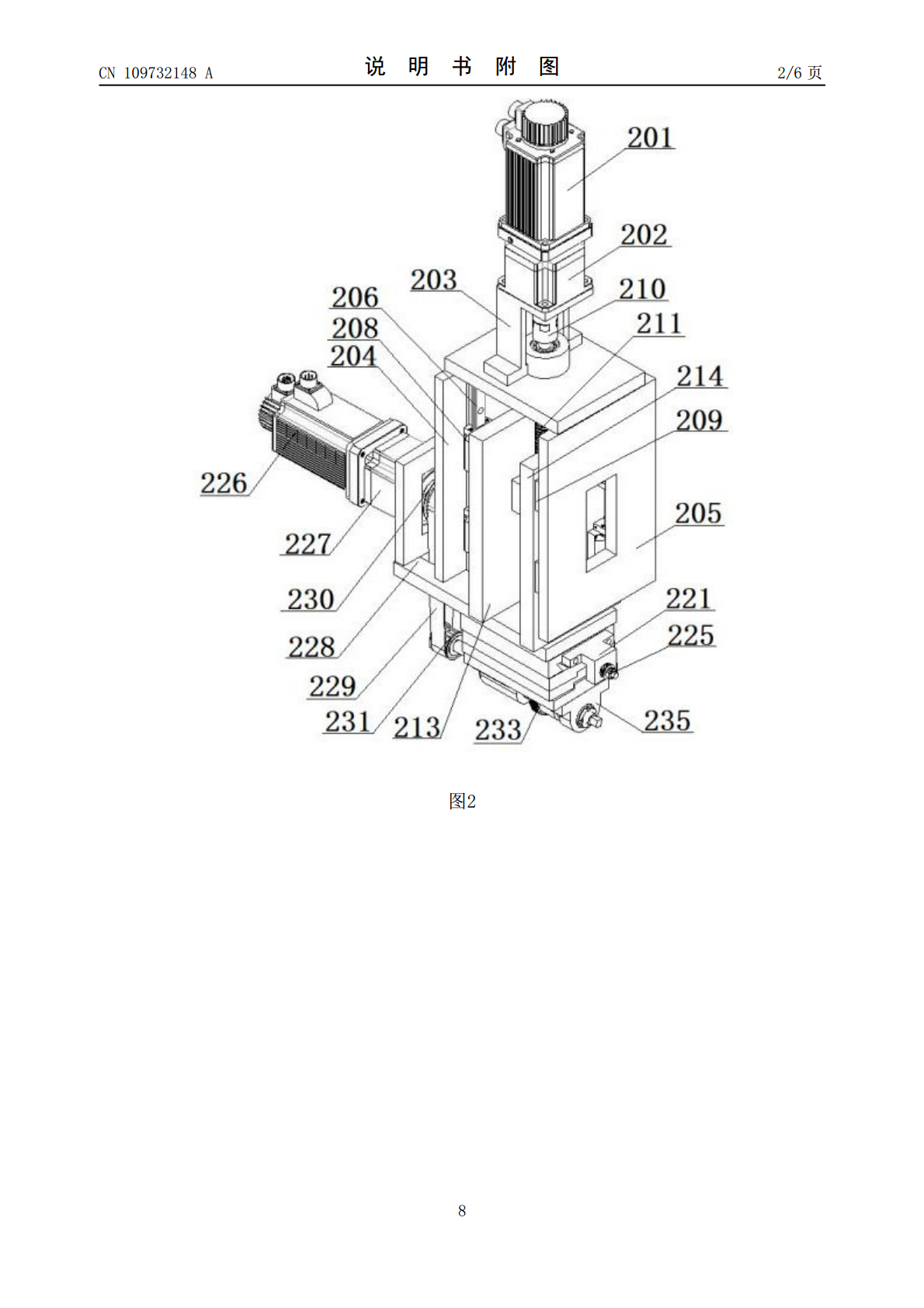
本发明公开了一种加工翅片管齿的方法,该方法包括以下步骤:S1.上料,将管料贯穿于尼龙主轴箱(301)内并延伸穿过导向套(302),并使管料一端与圆盘刀具(233)相对应;S2.径向调整进刀位置,三个刀具径向传动机构同时带动各自圆盘刀具向中心靠近,通过控制第一电机(201)使得第一减速器(202)动作,第一减速器输出轴经联轴器(210)、与联轴器适配相连的丝杆件(211)及与丝杆件相适配的丝杆螺母(212)带动第一滑块上板(213)及第二滑块上板(214)分别沿第一直线导轨件(206)、第二直线导轨件(20

一种新型翅片管齿成型设备.pdf
本发明公开了一种新型翅片管齿成型设备,该齿成型设备包括工作台(1)、刀具给进装置(2)和沿管料轴向托住管料的托料机构(3),所述工作台(1)上设置有安装座(4)和基座(5),所述基座(5)设于安装座(4)一侧,所述刀具给进装置(2)均匀分布于安装座(4)上,所述托料机构(3)设置于基座(5)上。本发明采用新型翅片管齿成型设备,结构设计合理,工作运行平稳,将管料加工成翅片管的过程中,刀具不会产生震动,避免翅片管螺纹壁受损产生震刀纹的现象发生,提升了产品质量,工作效率高。

一种锅炉用内翅片管的加工方法.pdf
本发明涉及公开了一种内翅片管的加工方法,属于换热设备技术领域。该方法包括:(1)铝翅片的制作;(2)对铝翅片表面进行处理;(3)将两个半圆柱铝翅片对齐,坡口对齐,形成一个圆形;(4)进行内圆除锈喷砂处理;(5)通过旋压机的压缩使外圆钢管与其内的铝翅片充分接触,压紧、缩管;(6)加工完成后,对加工的内翅片管进行检查。本发明提供的方法使铝翅片与外圆管之间的热阻更小,合成的铝翅管具有较好的换热性能。
一种新型工件无自转的翅片管加工方法.pdf
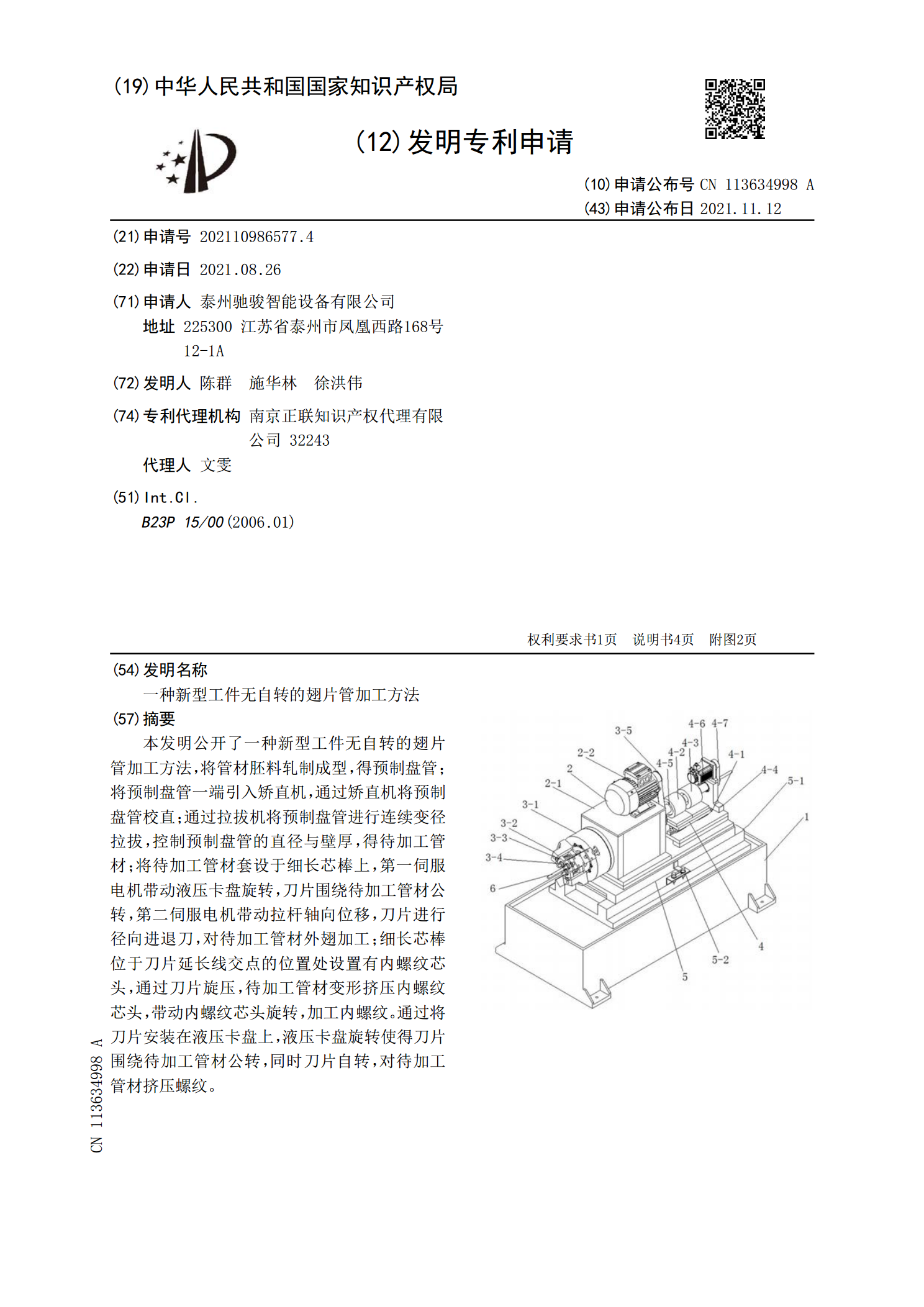
本发明公开了一种新型工件无自转的翅片管加工方法,将管材胚料轧制成型,得预制盘管;将预制盘管一端引入矫直机,通过矫直机将预制盘管校直;通过拉拔机将预制盘管进行连续变径拉拔,控制预制盘管的直径与壁厚,得待加工管材;将待加工管材套设于细长芯棒上,第一伺服电机带动液压卡盘旋转,刀片围绕待加工管材公转,第二伺服电机带动拉杆轴向位移,刀片进行径向进退刀,对待加工管材外翅加工;细长芯棒位于刀片延长线交点的位置处设置有内螺纹芯头,通过刀片旋压,待加工管材变形挤压内螺纹芯头,带动内螺纹芯头旋转,加工内螺纹。通过将刀片安装在

一种人字齿内齿圈加工方法.pdf
本发明公开了一种浮动式组合人字齿内齿圈加工方法,包括以下步骤:在圆周任意位置加工内齿和外花键;检测任意一对相邻内外齿的内齿槽与外花键齿槽中心相位差;以被测内外齿槽为起始点,以相位差检测结果为初始值,按顺序计算其余内齿齿槽与相邻外齿齿槽相位差;标记相位差计算结果中最小值对应的内外齿槽为基准齿槽。其中,数学模型以起始点内外齿相位差检测结果为常数,以拟标记的基准齿槽与起始点齿槽的齿数距离为变量建立,并采用迭代运算法则计算。本发明的有益效果是,加工路线短,装夹次数少,检测工作量小,加工精度高,效率高,质量保障能力