
一种新型工件无自转的翅片管加工方法.pdf

书錦****by


1/8
2/8

3/8

4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型工件无自转的翅片管加工方法.pdf
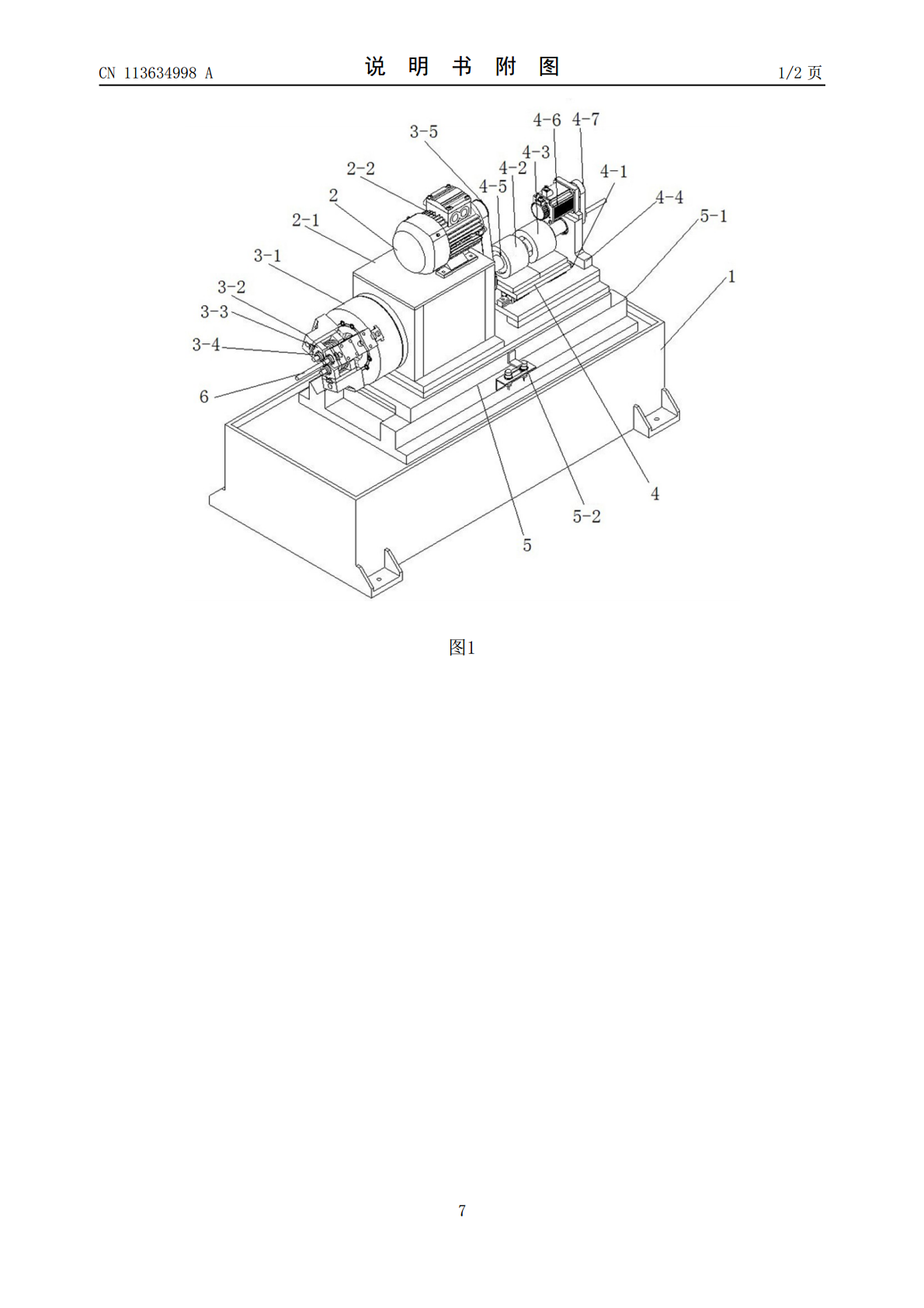
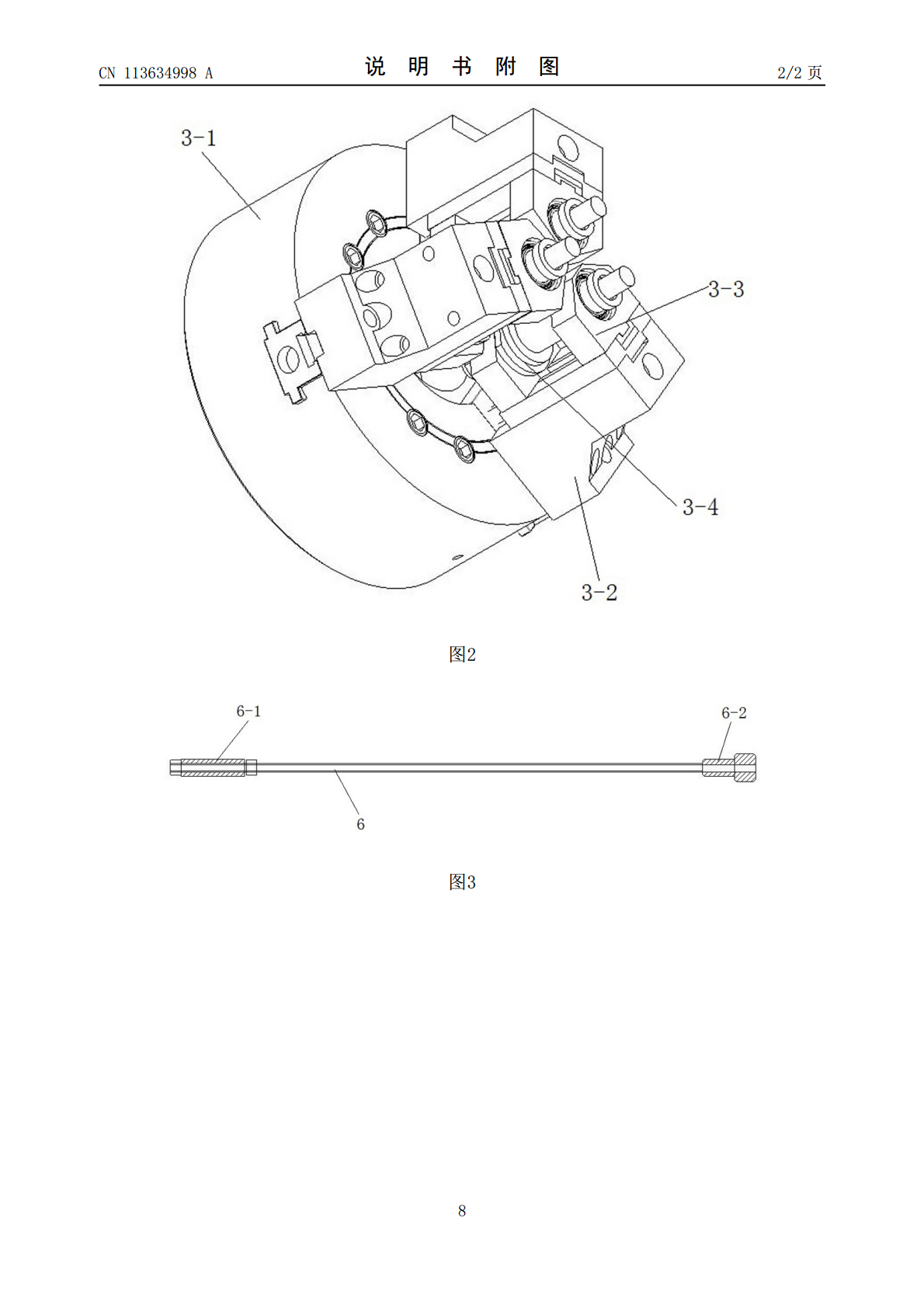
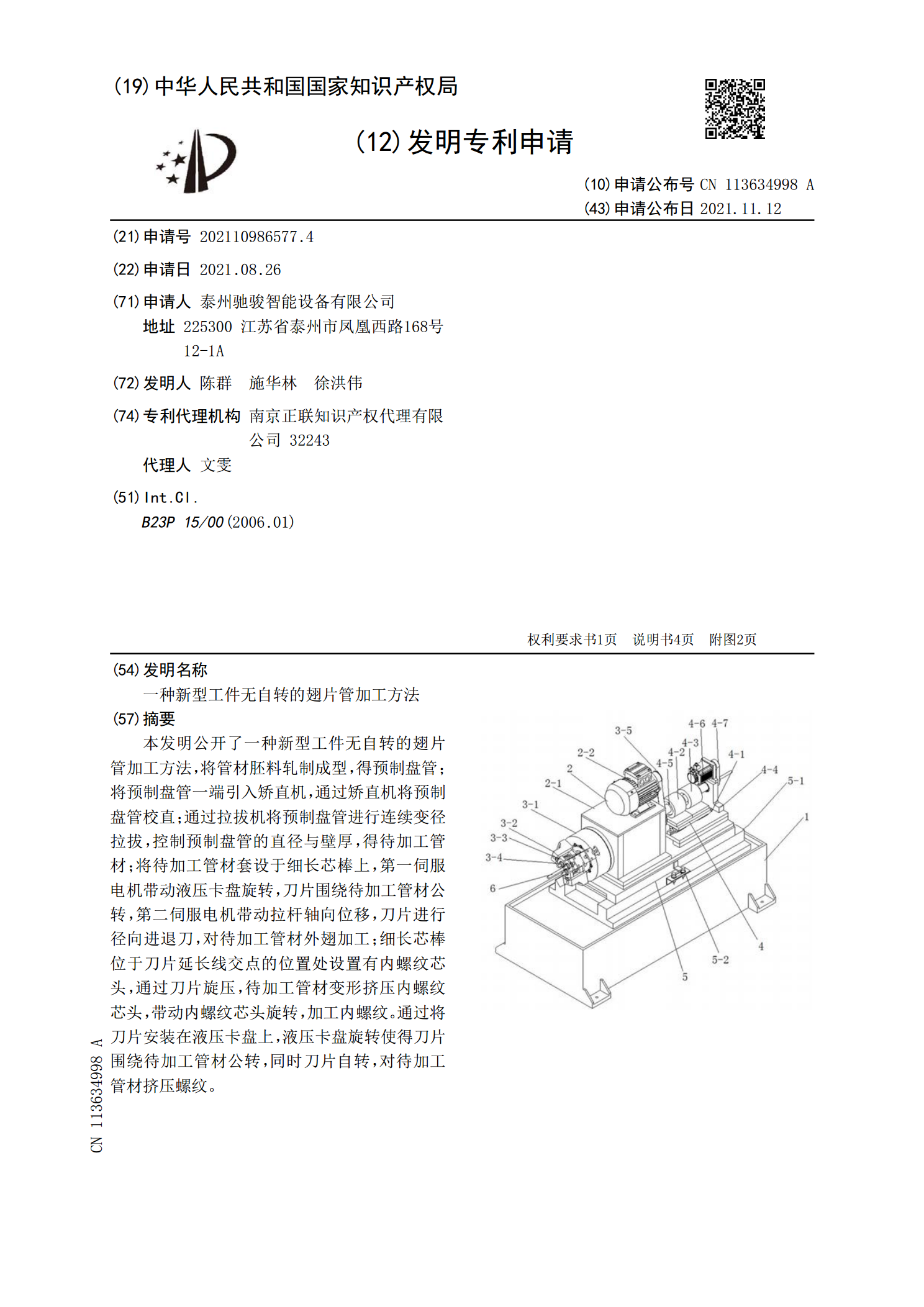
本发明公开了一种新型工件无自转的翅片管加工方法,将管材胚料轧制成型,得预制盘管;将预制盘管一端引入矫直机,通过矫直机将预制盘管校直;通过拉拔机将预制盘管进行连续变径拉拔,控制预制盘管的直径与壁厚,得待加工管材;将待加工管材套设于细长芯棒上,第一伺服电机带动液压卡盘旋转,刀片围绕待加工管材公转,第二伺服电机带动拉杆轴向位移,刀片进行径向进退刀,对待加工管材外翅加工;细长芯棒位于刀片延长线交点的位置处设置有内螺纹芯头,通过刀片旋压,待加工管材变形挤压内螺纹芯头,带动内螺纹芯头旋转,加工内螺纹。通过将刀片安装在

一种加工翅片管齿的方法.pdf
本发明公开了一种加工翅片管齿的方法,该方法包括以下步骤:S1.上料,将管料贯穿于尼龙主轴箱(301)内并延伸穿过导向套(302),并使管料一端与圆盘刀具(233)相对应;S2.径向调整进刀位置,三个刀具径向传动机构同时带动各自圆盘刀具向中心靠近,通过控制第一电机(201)使得第一减速器(202)动作,第一减速器输出轴经联轴器(210)、与联轴器适配相连的丝杆件(211)及与丝杆件相适配的丝杆螺母(212)带动第一滑块上板(213)及第二滑块上板(214)分别沿第一直线导轨件(206)、第二直线导轨件(20
一种机械工件加工方法及加工设备.pdf
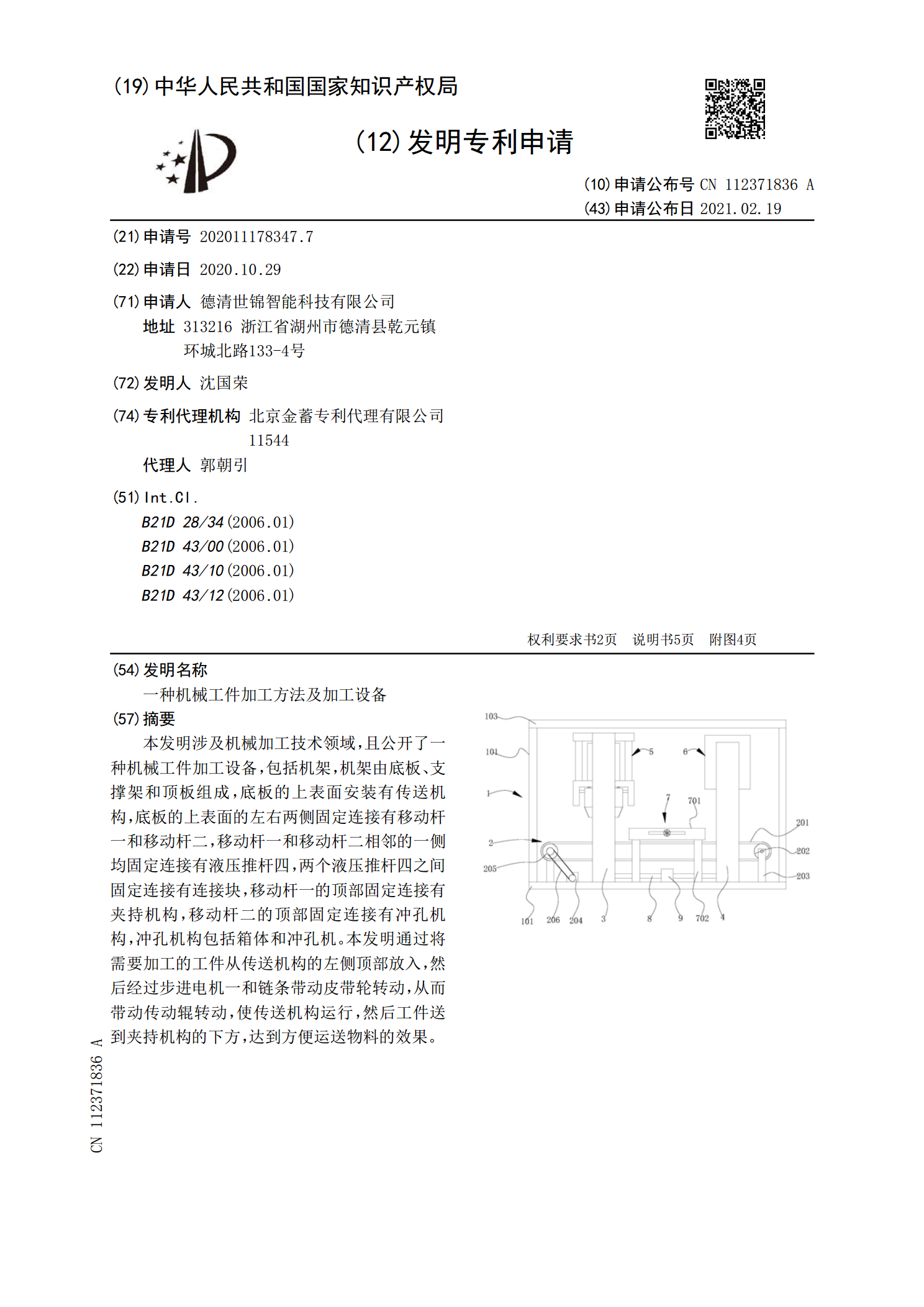
本发明涉及机械加工技术领域,且公开了一种机械工件加工设备,包括机架,机架由底板、支撑架和顶板组成,底板的上表面安装有传送机构,底板的上表面的左右两侧固定连接有移动杆一和移动杆二,移动杆一和移动杆二相邻的一侧均固定连接有液压推杆四,两个液压推杆四之间固定连接有连接块,移动杆一的顶部固定连接有夹持机构,移动杆二的顶部固定连接有冲孔机构,冲孔机构包括箱体和冲孔机。本发明通过将需要加工的工件从传送机构的左侧顶部放入,然后经过步进电机一和链条带动皮带轮转动,从而带动传动辊转动,使传送机构运行,然后工件送到夹持机构的

一种锅炉用内翅片管的加工方法.pdf
本发明涉及公开了一种内翅片管的加工方法,属于换热设备技术领域。该方法包括:(1)铝翅片的制作;(2)对铝翅片表面进行处理;(3)将两个半圆柱铝翅片对齐,坡口对齐,形成一个圆形;(4)进行内圆除锈喷砂处理;(5)通过旋压机的压缩使外圆钢管与其内的铝翅片充分接触,压紧、缩管;(6)加工完成后,对加工的内翅片管进行检查。本发明提供的方法使铝翅片与外圆管之间的热阻更小,合成的铝翅管具有较好的换热性能。

一种适用于工件加工的新型冲压设备.pdf
本发明公开了一种适用于工件加工的新型冲压设备,包括操作台、固定板、气缸、上模块、电机、承载轮、承载杆和下模块,其特征在于:所述的操作台设置在支架上,所述的固定板设置在立柱上,所述的气缸设置在固定板上,所述的上模块设置在活塞杆上,所述的电机设置在操作台上,所述的承载轮设置在传动轴上,所述的承载杆设置在承载轮上。有益效果:本发明在在承载轮上设置有承载杆,并在承载杆上设置有毛刷,电机带动传动轴旋转,传动轴带动承载轮旋转,承载轮带动承载杆及承载杆上的毛刷旋转,对下模块的下模槽内的工件进行清扫,提高了工件整洁度,增