
一种木质素基阻燃可生物降解聚乳酸薄膜及其制备方法.pdf

努力****绮亦

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种木质素基阻燃可生物降解聚乳酸薄膜及其制备方法.pdf
本发明公布了一种木质素基阻燃可生物降解聚乳酸薄膜及其制备方法,制备工艺包括表面处理、填充母粒制备、制备材料和吹塑成型,薄膜产品降解速度快,柔韧性高,回收的成本低且对环境无污染,能够满足飞速发展的快递业对可降解包装薄膜的大量需求,彻底解决了快递包装膜难降解、难回收、易污染的难题困扰,满足了可持续发展和科学发展相结合的要求,在保护了生态环境的同时也为企业带来了巨大经济效益,提高了企业的竞争力。
一种木质素基可生物降解聚乳酸薄膜及其制备方法.pdf
本发明公布了一种木质素基可生物降解聚乳酸薄膜及其制备方法,制备工艺包括表面处理、填充母粒制备、制备材料和吹塑成型,薄膜产品降解速度快,柔韧性高,回收的成本低且对环境无污染,能够满足飞速发展的快递业对可降解包装薄膜的大量需求,彻底解决了快递包装膜难降解、难回收、易污染的难题困扰,满足了可持续发展和科学发展相结合的要求,在保护了生态环境的同时也为企业带来了巨大经济效益,提高了企业的竞争力。
一种木质素基可生物降解聚丁二酸丁二醇酯薄膜及其制备方法.pdf
本发明公布了一种木质素基可生物降解聚丁二酸丁二醇酯薄膜及其制备方法,制备工艺包括表面处理、填充母粒制备、制备材料和吹塑成型,薄膜产品降解速度快,柔韧性高,回收的成本低且对环境无污染,能够满足飞速发展的快递业对可降解包装薄膜的大量需求,彻底解决了快递包装膜难降解、难回收、易污染的难题困扰,满足了可持续发展和科学发展相结合的要求,在保护了生态环境的同时也为企业带来了巨大经济效益,提高了企业的竞争力。
一种聚乳酸基抗菌薄膜及其制备方法和应用.pdf
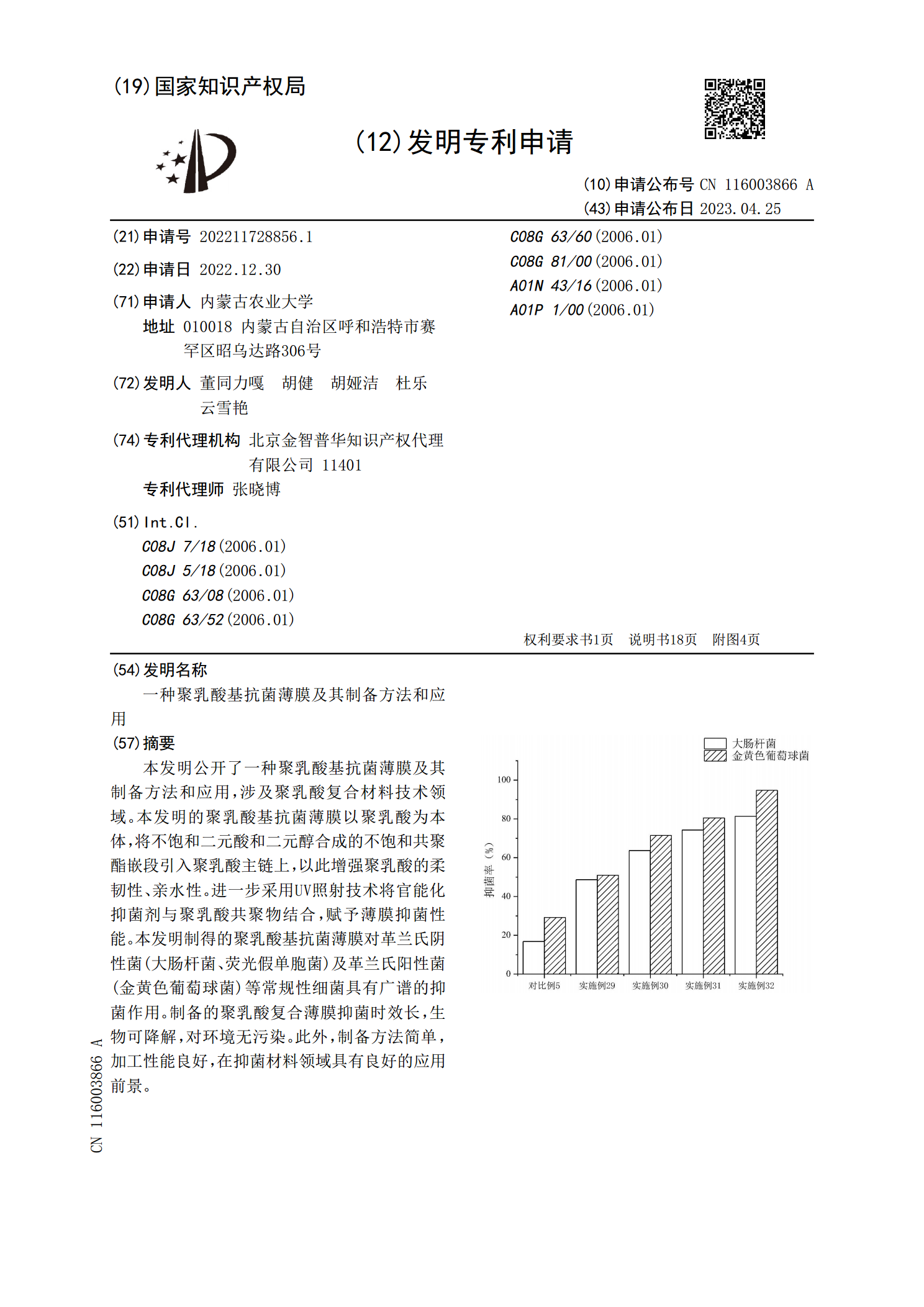
本发明公开了一种聚乳酸基抗菌薄膜及其制备方法和应用,涉及聚乳酸复合材料技术领域。本发明的聚乳酸基抗菌薄膜以聚乳酸为本体,将不饱和二元酸和二元醇合成的不饱和共聚酯嵌段引入聚乳酸主链上,以此增强聚乳酸的柔韧性、亲水性。进一步采用UV照射技术将官能化抑菌剂与聚乳酸共聚物结合,赋予薄膜抑菌性能。本发明制得的聚乳酸基抗菌薄膜对革兰氏阴性菌(大肠杆菌、荧光假单胞菌)及革兰氏阳性菌(金黄色葡萄球菌)等常规性细菌具有广谱的抑菌作用。制备的聚乳酸复合薄膜抑菌时效长,生物可降解,对环境无污染。此外,制备方法简单,加工性能良好
一种可生物降解抗静电聚乳酸无纺布切片及其制备方法.pdf
本发明公开了一种可生物降解抗静电聚乳酸无纺布切片及其制备方法。本发明采用聚乳酸作为基体树脂,加入超支化聚酯接枝碳纳米管作为抗静电剂提高聚乳酸的抗静电性及力学热学性能。该可生物降解抗静电的无纺布切片含有下述质量份的聚乳酸50‑90份、超支化聚酯接枝碳纳米管1‑10份、增容剂0‑10份;将上述各组分在50℃的条件下干燥12h后,并按比例通过单螺杆或者双螺杆挤出机挤出造粒,挤出机温度120‑210℃,转速为15‑80r/min。本发明所提供的可生物降解无纺布切片的体积电阻率最高可达10