
关于薄板坯连铸连轧流程的工程分析.pdf

qw****27

1/10
2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

关于薄板坯连铸连轧流程的工程分析.pdf
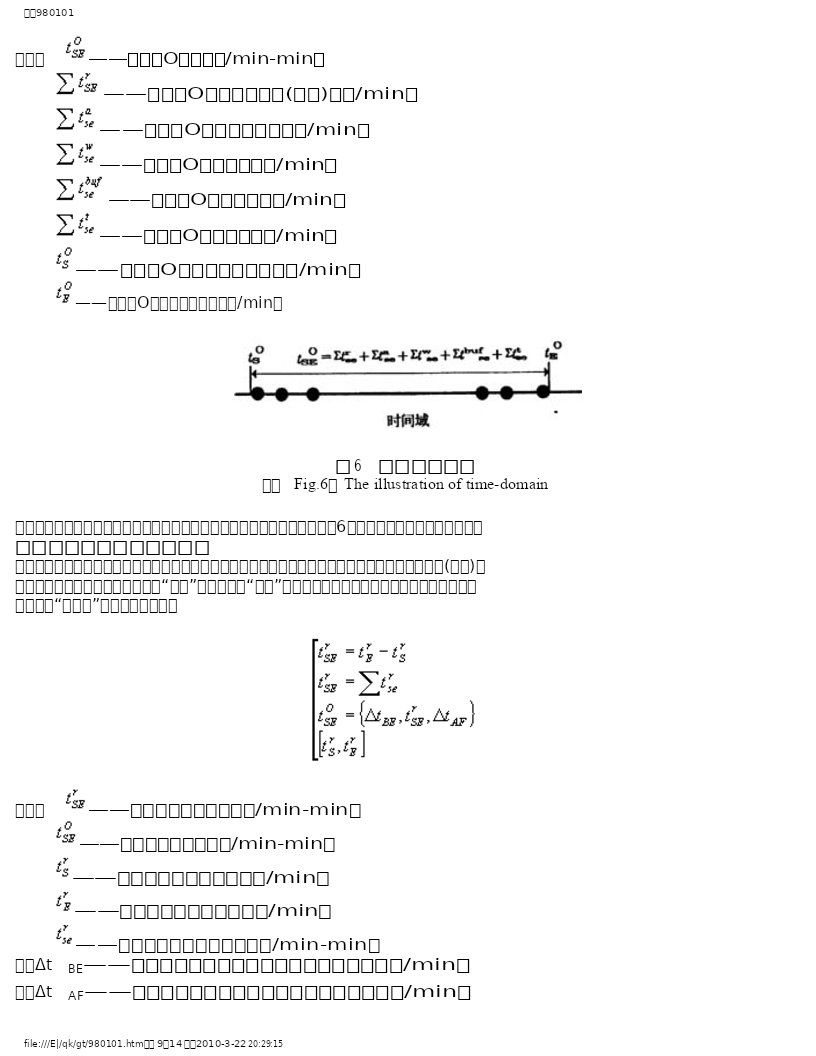
钢铁980101钢铁科技期刊IRONANDSTEEL1998年1月第33卷第1期关于薄板坯连铸连轧流程的工程分析殷瑞钰(钢铁研究总院)摘要从薄板坯连铸-连轧流程的系统层次上讨论了其优化原则和方向。对时间在流程中的表现形式及其内涵进行了系统解析,提出了时间点、时间序、时间域、时间位和时间节奏等概念及其内涵。指出在钢厂生产流程中,时间是一个重要因素且具有既是随机自变量又是目标函数的两重性。时间因素对薄板坯连铸-连轧流程的节律性、协同性而言,其意义尤为重要。本文还讨论了薄板坯连铸-连轧流程的运行特征和整体优化问

薄板坯连铸连轧流程连续化程度的分析.docx
薄板坯连铸连轧流程连续化程度的分析薄板坯连铸连轧是一种高效率、高精度、高稳定性的钢铁生产工艺。该工艺将连铸和连轧两个工序结合在一起,实现了钢材从连铸开始到连轧结束全过程的连续化生产,有效提高了生产效率和钢材质量,降低了生产成本,是现代钢铁生产中不可或缺的一环。薄板坯连铸连轧流程连续化程度的分析,需要从以下几个方面进行探讨:1.连铸成型系统的连续化程度。连铸成型系统是薄板坯连铸连轧工艺的核心部件,它直接影响生产效率和钢材质量。传统的连铸成型系统采用卡盘吊挂式,需要多次换班、换型,生产效率不高。如今,连铸成型
基于ESP薄板坯连铸连轧流程生产薄规格高碳钢的方法.pdf
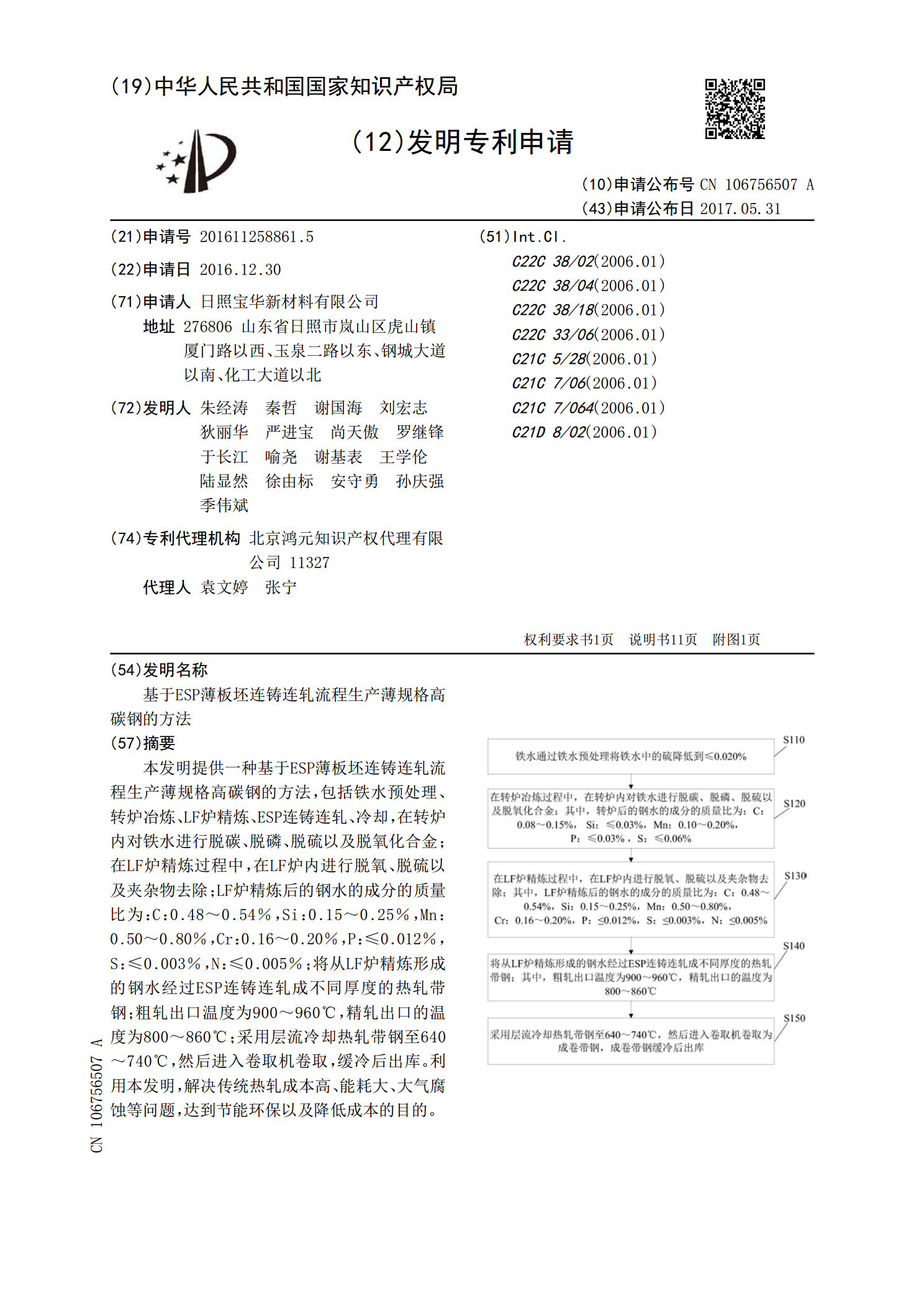
本发明提供一种基于ESP薄板坯连铸连轧流程生产薄规格高碳钢的方法,包括铁水预处理、转炉冶炼、LF炉精炼、ESP连铸连轧、冷却,在转炉内对铁水进行脱碳、脱磷、脱硫以及脱氧化合金;在LF炉精炼过程中,在LF炉内进行脱氧、脱硫以及夹杂物去除;LF炉精炼后的钢水的成分的质量比为:C:0.48~0.54%,Si:0.15~0.25%,Mn:0.50~0.80%,Cr:0.16~0.20%,P:≤0.012%,S:≤0.003%,N:≤0.005%;将从LF炉精炼形成的钢水经过ESP连铸连轧成不同厚度的热轧带钢;粗轧
基于ESP薄板坯连铸连轧流程生产薄规格花纹钢板的方法.pdf
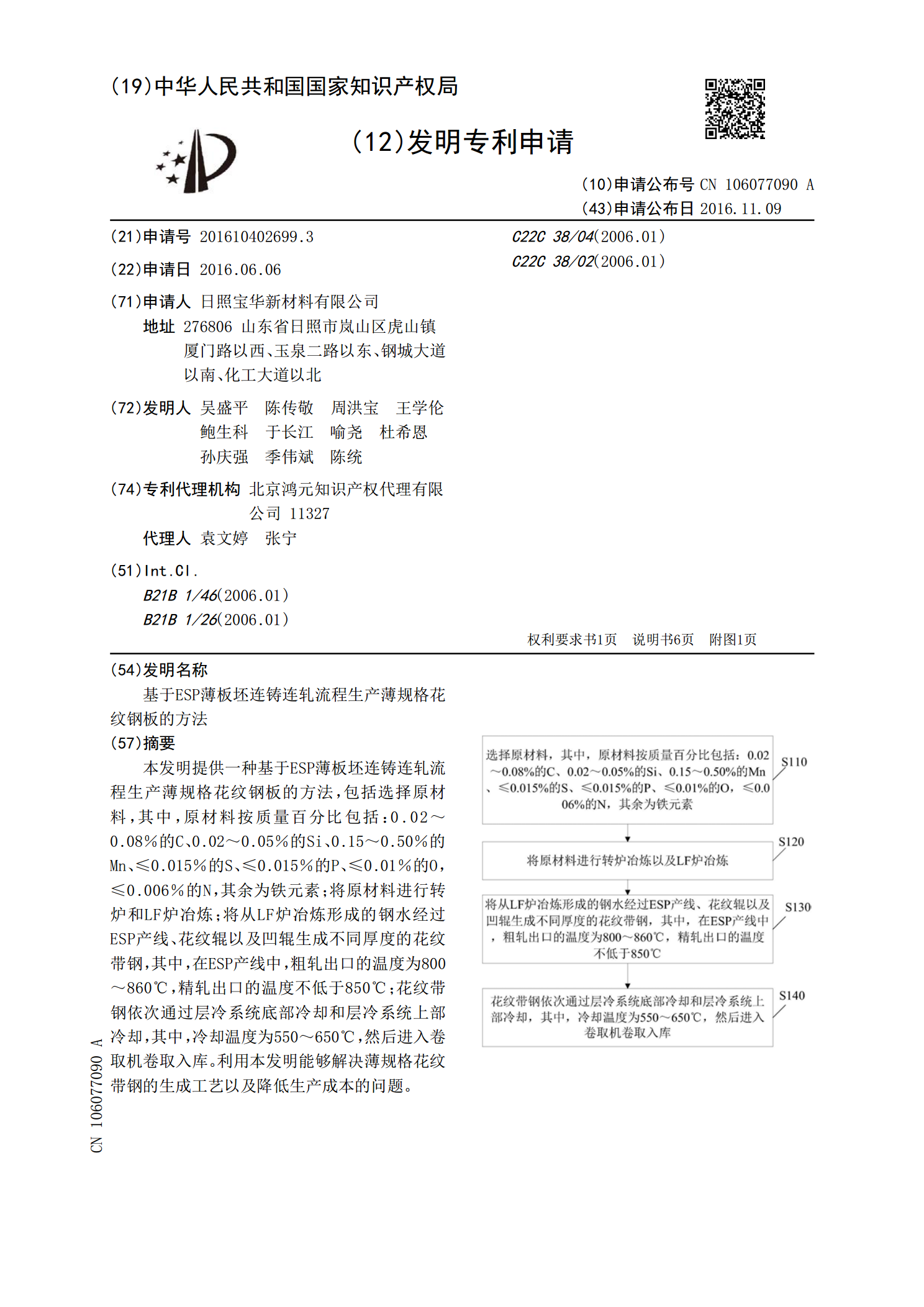
本发明提供一种基于ESP薄板坯连铸连轧流程生产薄规格花纹钢板的方法,包括选择原材料,其中,原材料按质量百分比包括:0.02~0.08%的C、0.02~0.05%的Si、0.15~0.50%的Mn、≤0.015%的S、≤0.015%的P、≤0.01%的O,≤0.006%的N,其余为铁元素;将原材料进行转炉和LF炉冶炼;将从LF炉冶炼形成的钢水经过ESP产线、花纹辊以及凹辊生成不同厚度的花纹带钢,其中,在ESP产线中,粗轧出口的温度为800~860℃,精轧出口的温度不低于850℃;花纹带钢依次通过层冷系统底部

薄板坯连铸连轧流程生产取向硅钢技术分析.docx
薄板坯连铸连轧流程生产取向硅钢技术分析一、引言近年来,随着国民经济的快速发展和能源的不断紧张,优化钢铁生产工艺,提高钢铁产品质量,已成为整个钢铁行业的发展方向。其中,钢铁冶金中的取向硅钢技术得到了广泛的应用和发展。本文将从薄板坯连铸连轧流程生产取向硅钢技术进行分析。二、薄板坯连铸连轧流程生产薄板坯连铸连轧流程生产,是一种特殊的连续生产工艺,它将钢水直接浇注到铸坯机中,经过多道工序,最终生产出薄板坯。这种工艺在整个钢铁生产过程中起到了非常重要的作用。它不仅可以提高生产效率,节约能源,还可以提高生产产品的质量