
带有用于遮盖安全气囊的置入件的内护板构件以及用于内护板构件的制造方法.pdf

猫巷****松臣

1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
带有用于遮盖安全气囊的置入件的内护板构件以及用于内护板构件的制造方法.pdf
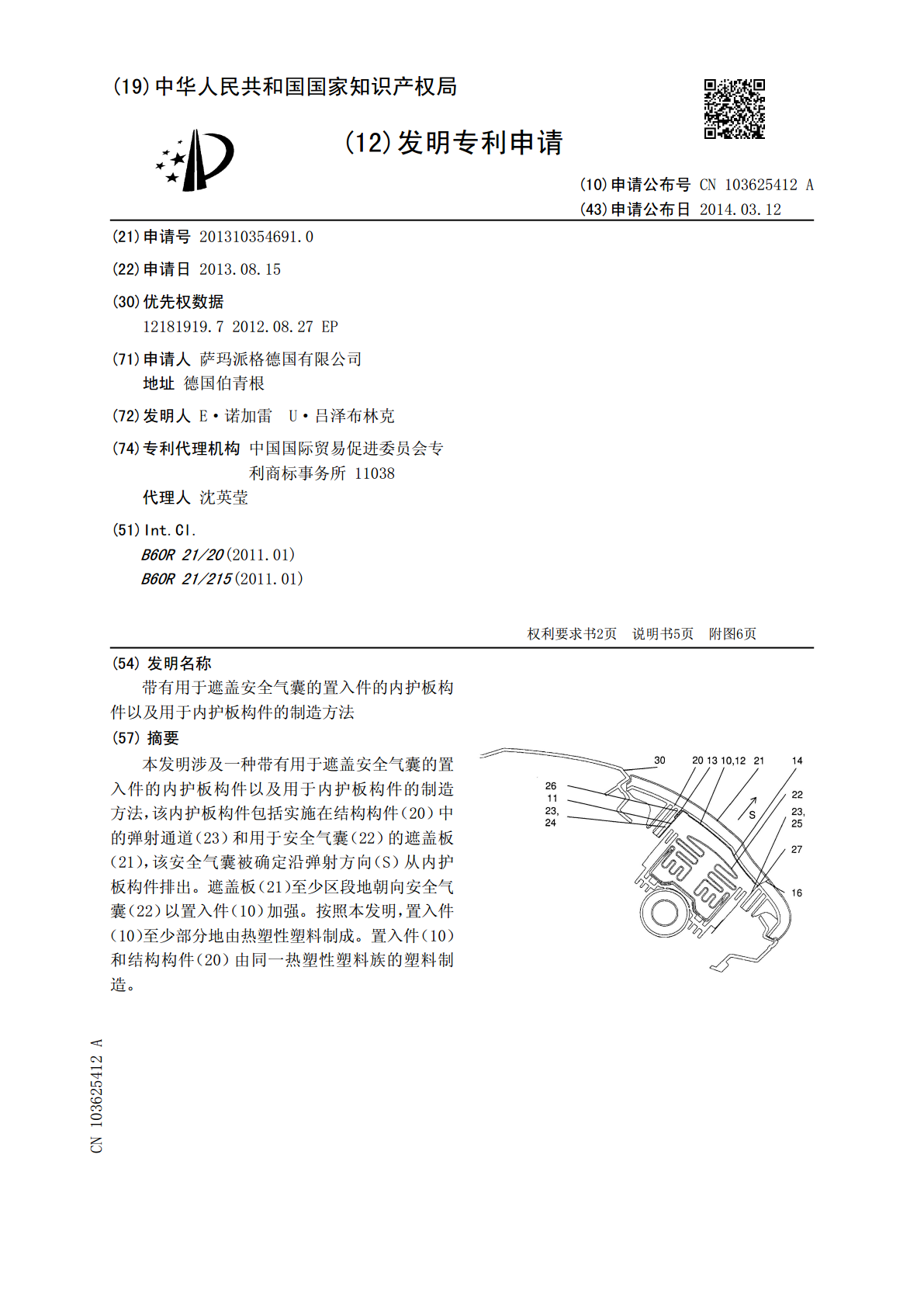
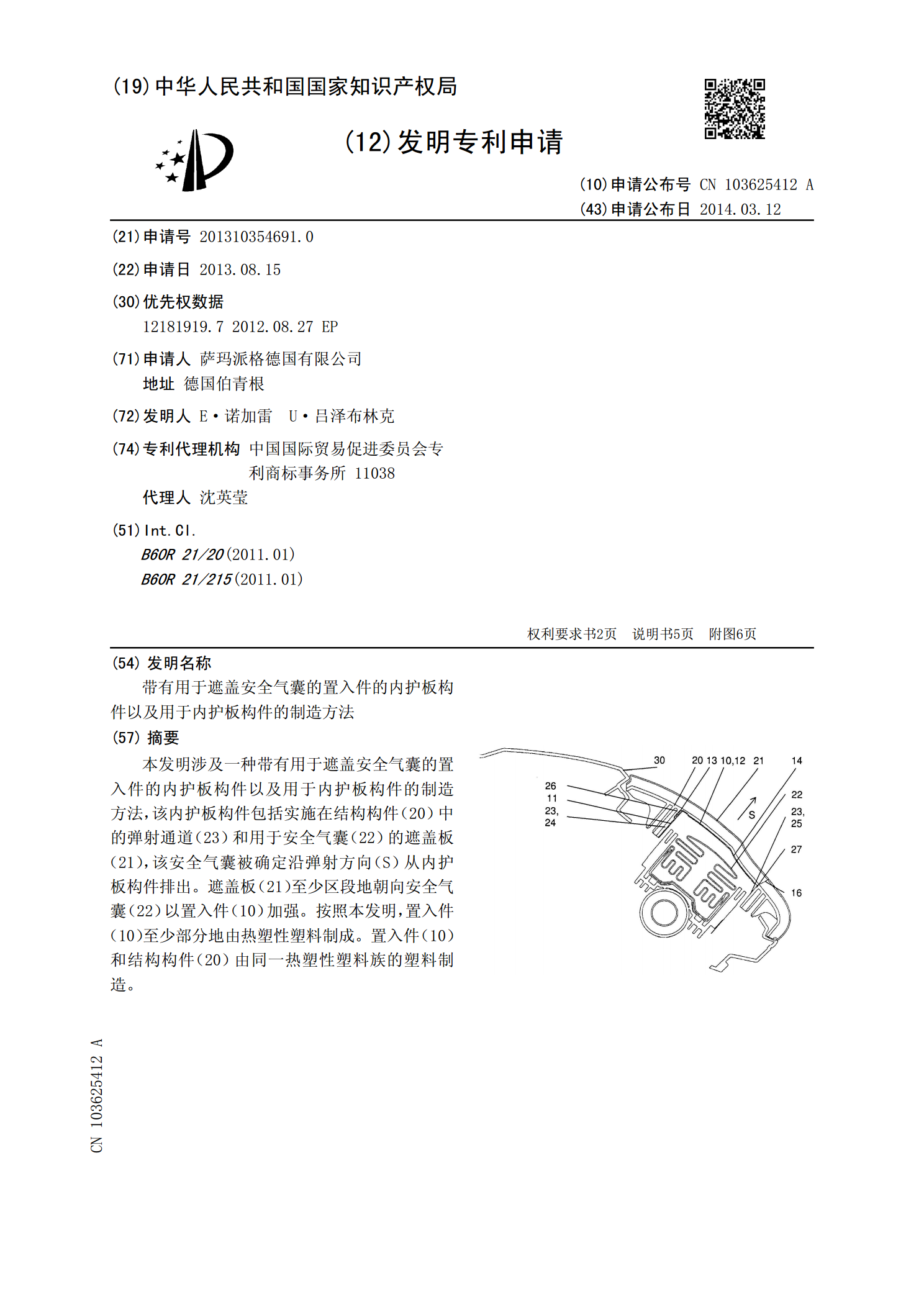
本发明涉及一种带有用于遮盖安全气囊的置入件的内护板构件以及用于内护板构件的制造方法,该内护板构件包括实施在结构构件(20)中的弹射通道(23)和用于安全气囊(22)的遮盖板(21),该安全气囊被确定沿弹射方向(S)从内护板构件排出。遮盖板(21)至少区段地朝向安全气囊(22)以置入件(10)加强。按照本发明,置入件(10)至少部分地由热塑性塑料制成。置入件(10)和结构构件(20)由同一热塑性塑料族的塑料制造。

尤其用于车辆的构件以及用于制造这样的构件的方法.pdf
本发明涉及一种构件(10),其至少在局部区域(TB)借助增材制造方法制造,其中,至少所述局部区域(TB)由铝合金制成,该铝合金按重量百分比计具有:12%至40%的硅、0.3%至4%的铜、0.2%至0.7%的镁、最多1%的铁、最多0.5%的锆,以及作为余量具有铝和分别单独占比最多为0.30%且总体占比最多为1.5%的与制造相关的杂质。

用于制造汽车构件的方法以及汽车构件.pdf
本发明涉及用于制造汽车构件的方法以及汽车构件。该方法用以制造包括两个区域的汽车构件,这两个区域具有彼此不同的强度特性。特别是,第一区域(7)具有高的强度,第二区域(8)相对它则具有较高的延展性和较小的强度。发明的另一组成部分是一种包括两个彼此不同的强度区域的汽车构件,其中,第一强度区域具有在1400与1600MPa之间的强度并同时有断裂延伸率A5>13%,第二区域具有在950与1050MPa之间的抗拉强度并同时有断裂延伸率A5>16%。
用于制造复合构件的方法以及复合构件.pdf
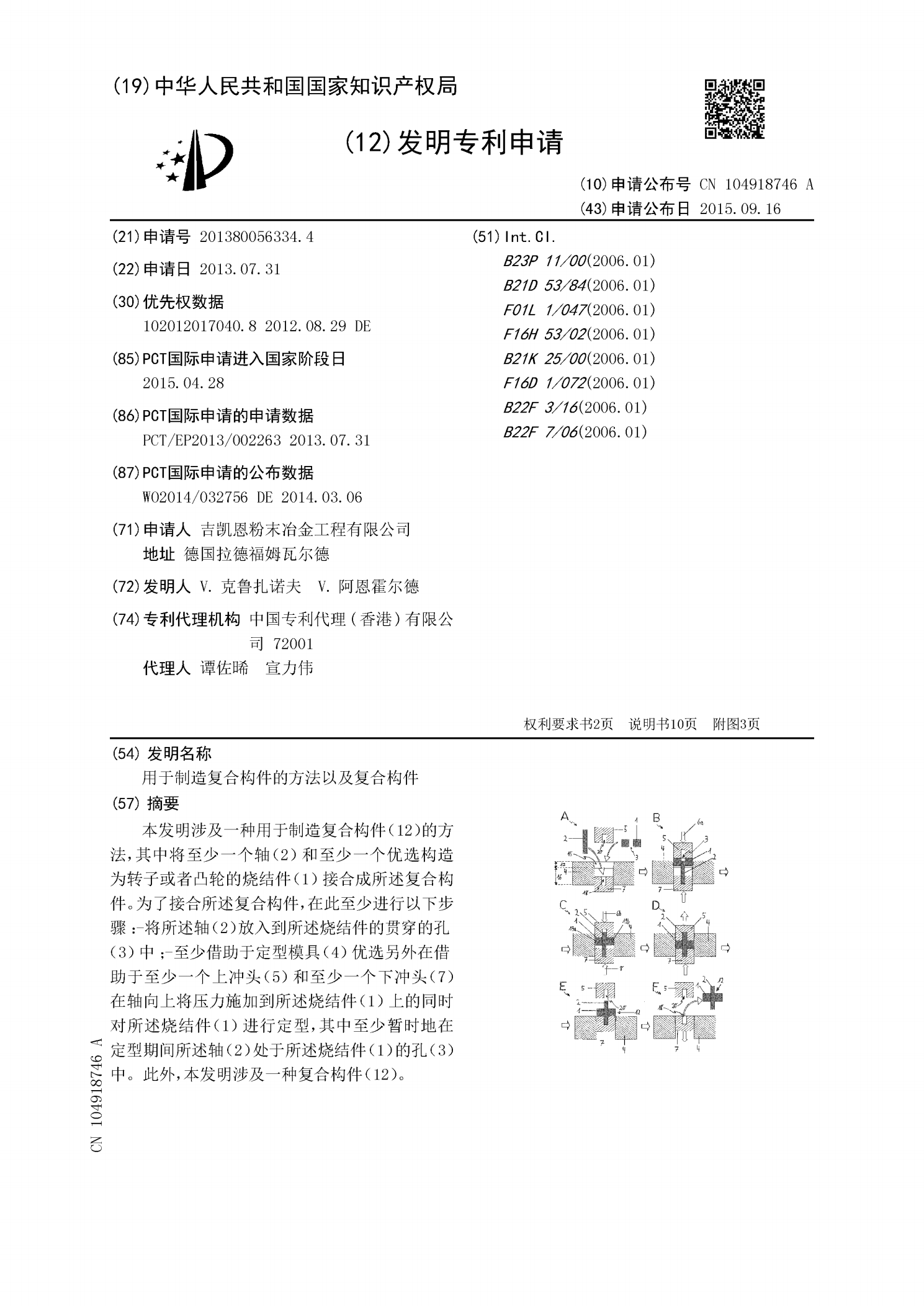
本发明涉及一种用于制造复合构件(12)的方法,其中将至少一个轴(2)和至少一个优选构造为转子或者凸轮的烧结件(1)接合成所述复合构件。为了接合所述复合构件,在此至少进行以下步骤:-将所述轴(2)放入到所述烧结件的贯穿的孔(3)中;-至少借助于定型模具(4)优选另外在借助于至少一个上冲头(5)和至少一个下冲头(7)在轴向上将压力施加到所述烧结件(1)上的同时对所述烧结件(1)进行定型,其中至少暂时地在定型期间所述轴(2)处于所述烧结件(1)的孔(3)中。此外,本发明涉及一种复合构件(12)。
用于制造构件的设备以及制造方法.pdf
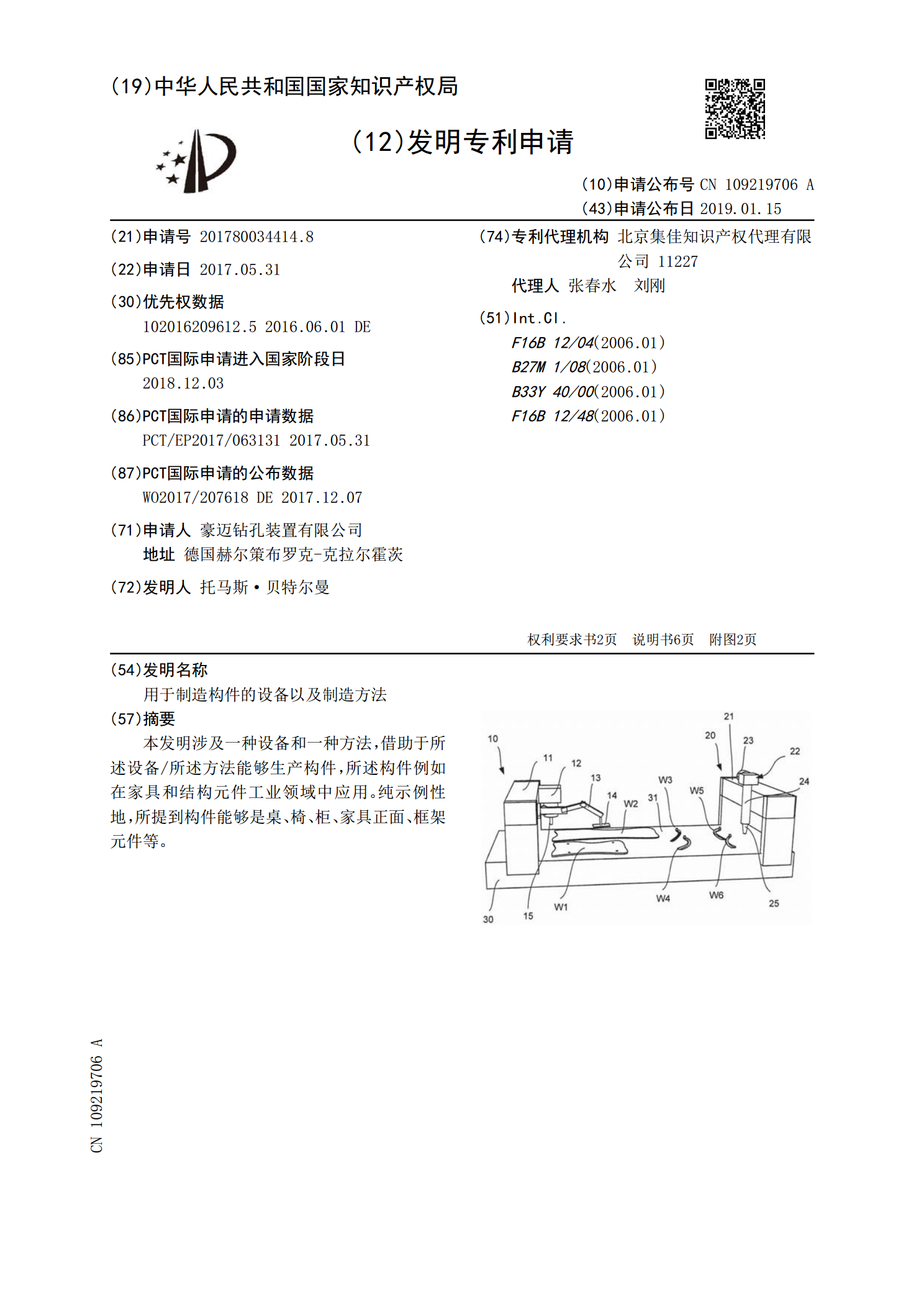
本发明涉及一种设备和一种方法,借助于所述设备/所述方法能够生产构件,所述构件例如在家具和结构元件工业领域中应用。纯示例性地,所提到构件能够是桌、椅、柜、家具正面、框架元件等。