
钼合金靶材的制法.pdf

代瑶****zy

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钼合金靶材的制法.pdf
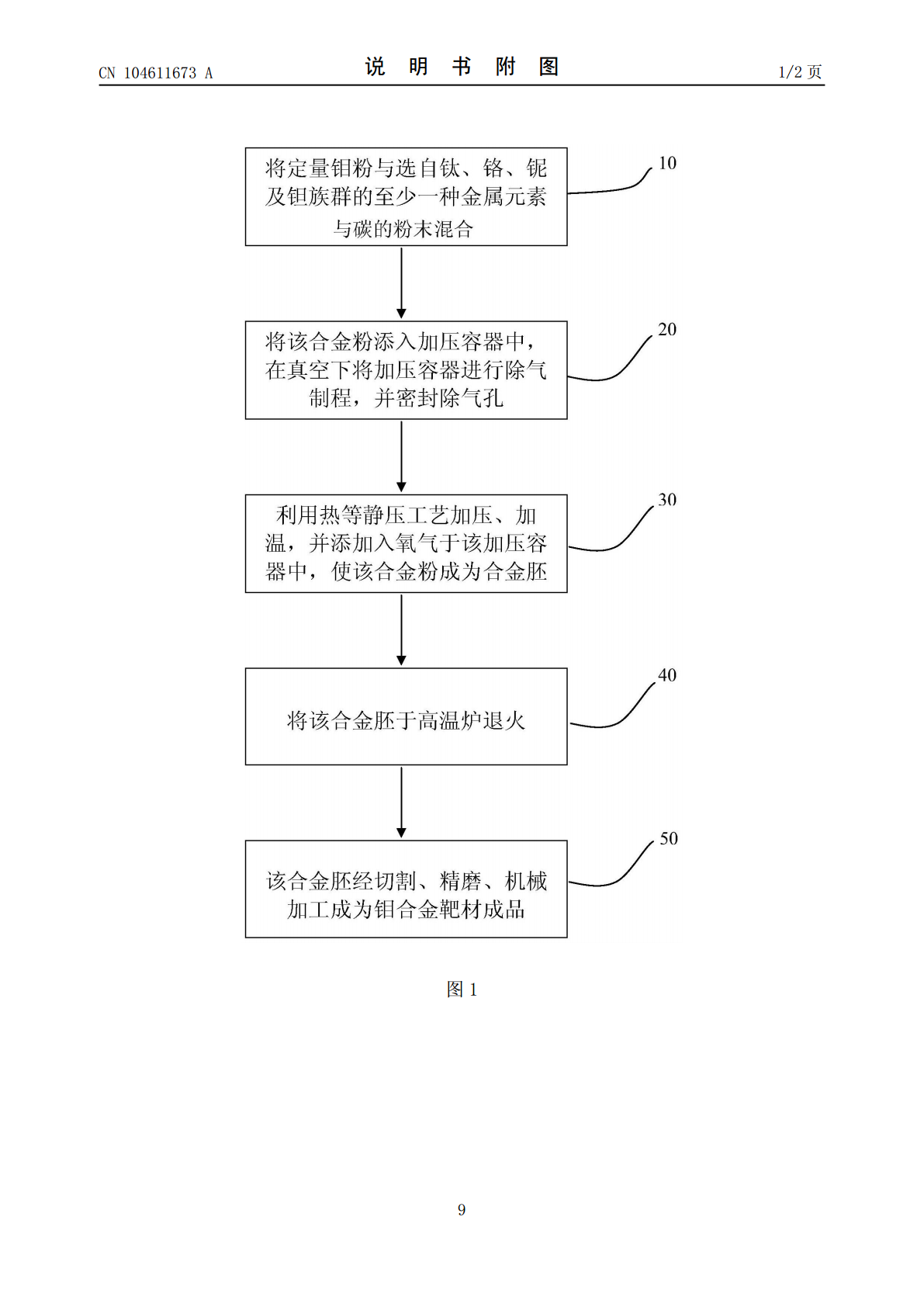
一种钼合金靶材的制法,其步骤为:(1)将钼粉与选自钛、铬、铌及钽族群的至少一种金属元素与碳的粉末混合成均匀的合金粉;(2)将该合金粉添入加压容器中,在真空下将加压容器进行除气制程,并密封除气孔;(3)利用热等静压工艺加压、加温,并添加入氧气于该加压容器中,使该合金粉成为合金胚;(4)将该合金胚于高温炉退火;(5)该合金经切割、精磨、机械加工成为钼合金靶材成品;本发明的制法可简化习知钼合金靶材的制程,且可减少钼合金靶材的生产周期及能有效提高钼合金材料的塑性。

一种钼合金靶材制备方法、钼合金靶材和应用.pdf
本发明属于粉末冶金技术领域,具体提供一种钼合金靶材及其制备方法和应用。所述钼合金靶材的制备方法包括如下步骤:配制原料:按照所述靶材各元素质量配比称取原料混合,以质量百分数计,所述靶材包括如下成分,Ni:10%~30%,Ti:5%~25%,W:1%~20%和Re:0.5%~5%,余量为Mo和不可避免的杂质,且Mo的质量百分比≥50%;冷等静压;热等静压;热轧;退火。本申请方法制备的靶材塑韧性好,变形能力好,晶粒细小均匀。用本申请制备的靶材溅射沉积的薄膜厚度分布更均匀,可通过溅射方式附着在电子部件用层叠配线膜

钼铌合金板靶材加工工艺.pdf
一种钼铌合金板靶材的加工工艺,按照如下步骤实施:(1)混合:将定量钼粉与铌粉各分为至少三小份,然后每小份钼粉与铌粉再分别混合成小份混合粉,每小份混合粉经过多次混合和过筛后,多个小份混合粉再合成为混合合金粉;然后再将混合合金粉至少分三组分别混料最后合成一起,再混料成为成分均匀的合金粉;(2)成型:经过等静压压成合金坯,进入高温中频炉在氢气保护下烧结,烧结温度分三个温区:0-800℃、800-1600℃、1600-2000℃并且每个温度区至少烧结3小时,最终烧成合金坯状;(3)锻造和轧制:再经过1200-14
钼铌合金靶材的生产工艺.pdf
一种钼铌合金靶材的生产工艺,其特征在于:把高纯的钼粉和铌粉在混料机内混合均匀,铌粉和钼粉按照1:8-9的重量比置于混料机中,在1400~1900℃高温真空煅烧炉内煅烧成钼铌合金,把烧结块用油压机破碎成小块后在玛瑙球磨机中,在氦气保护下研磨。磨球配比为1/3,以公转600的微粉,在真空加压烧结装置中压制成型,压力12~25兆帕,在1450~2020℃压30~90分钟,得到靶坯。在磨床上修整得到成品靶材。本发明的方法工艺流程简单,易于实现工业化生产。无污染,制备过程不会产生任何废料、废酸等污染物。

一种钼合金靶材的制备方法.pdf
本发明涉及一种钼合金靶材的制备方法,属于溅射靶材的制造技术领域,解决了现有技术中靶材致密度较低和晶粒较为粗大的问题。本发明通过将按照钼合金成分配比的混合粉末,进行预压成型,得到预成型钼合金靶坯,然后置于包套内预热除气,真空封焊,继续放入热等静压炉中,进行热等静压处理,得到致密化钼合金预制靶材,去除包套,再进行升温降压处理,精加工后得到钼合金靶材;其中升温降压处理的温度高于热等静压处理温度,升温降压处理的压力低于热等静压处理压力。从而实现了消除预制靶材内部‑表面的贯通气孔,得到致密度高、晶粒细小的钼合金靶材