
焊接系统及焊缝跟踪方法.pdf

雨巷****怡轩

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊接系统及焊缝跟踪方法.pdf
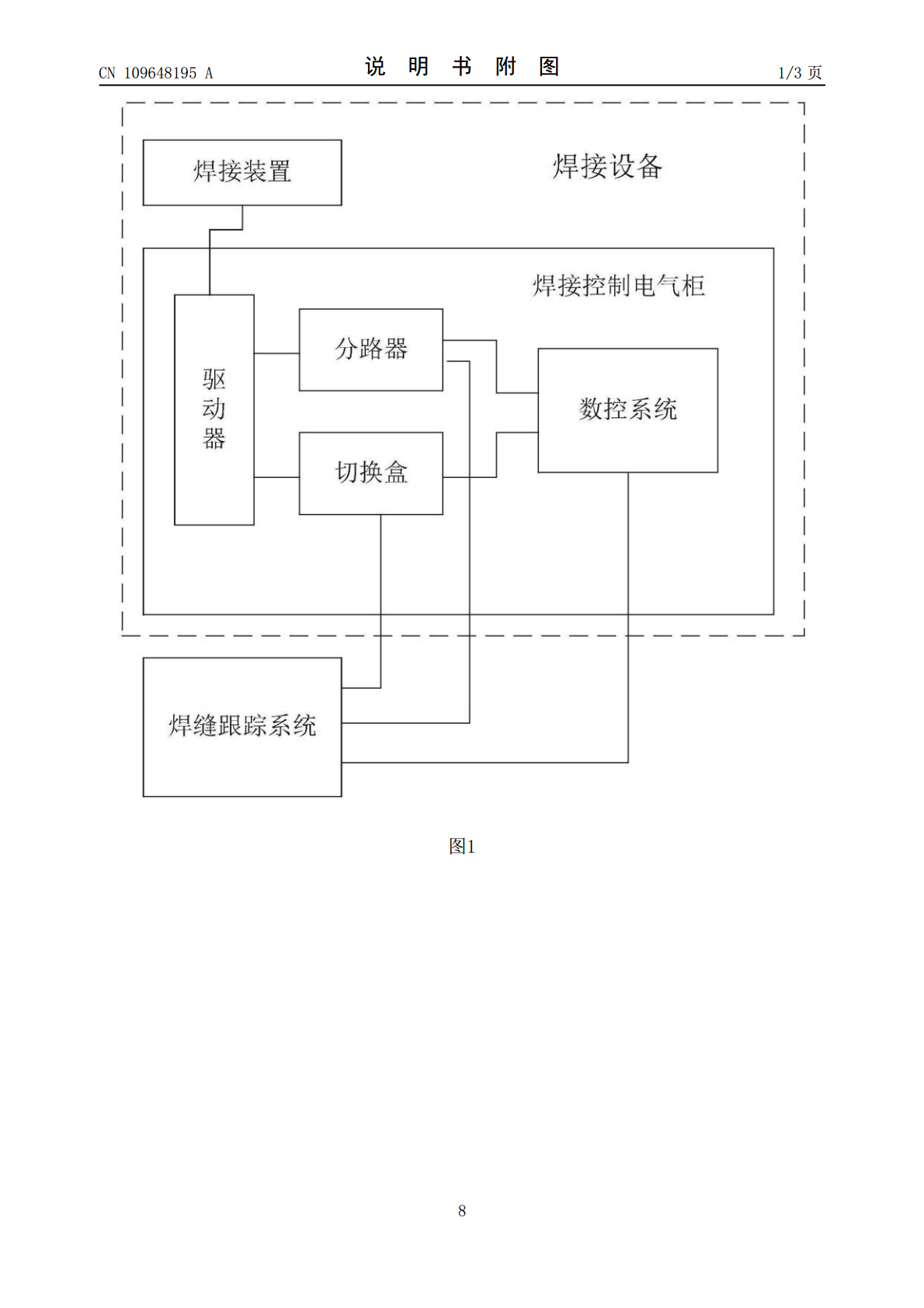
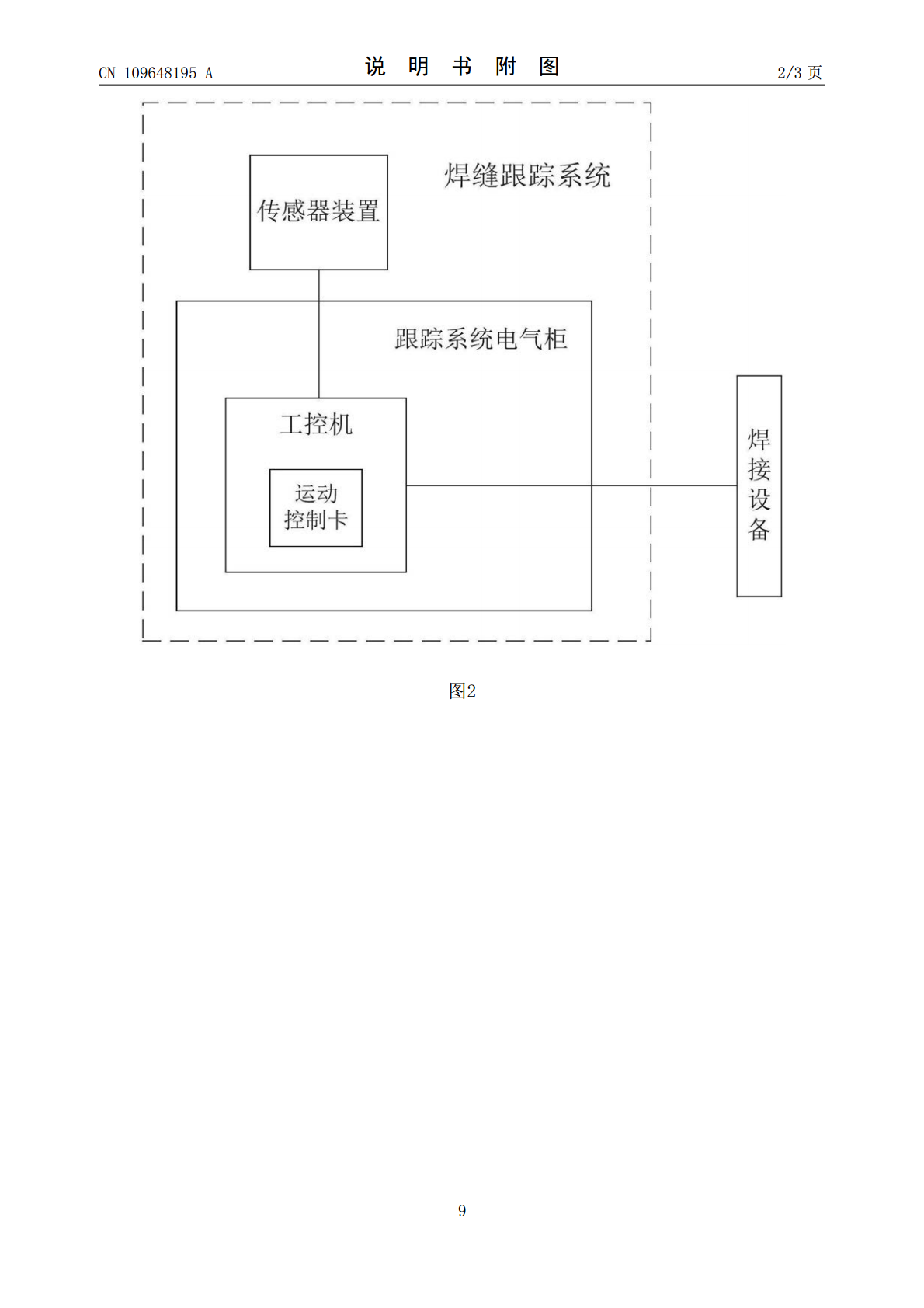
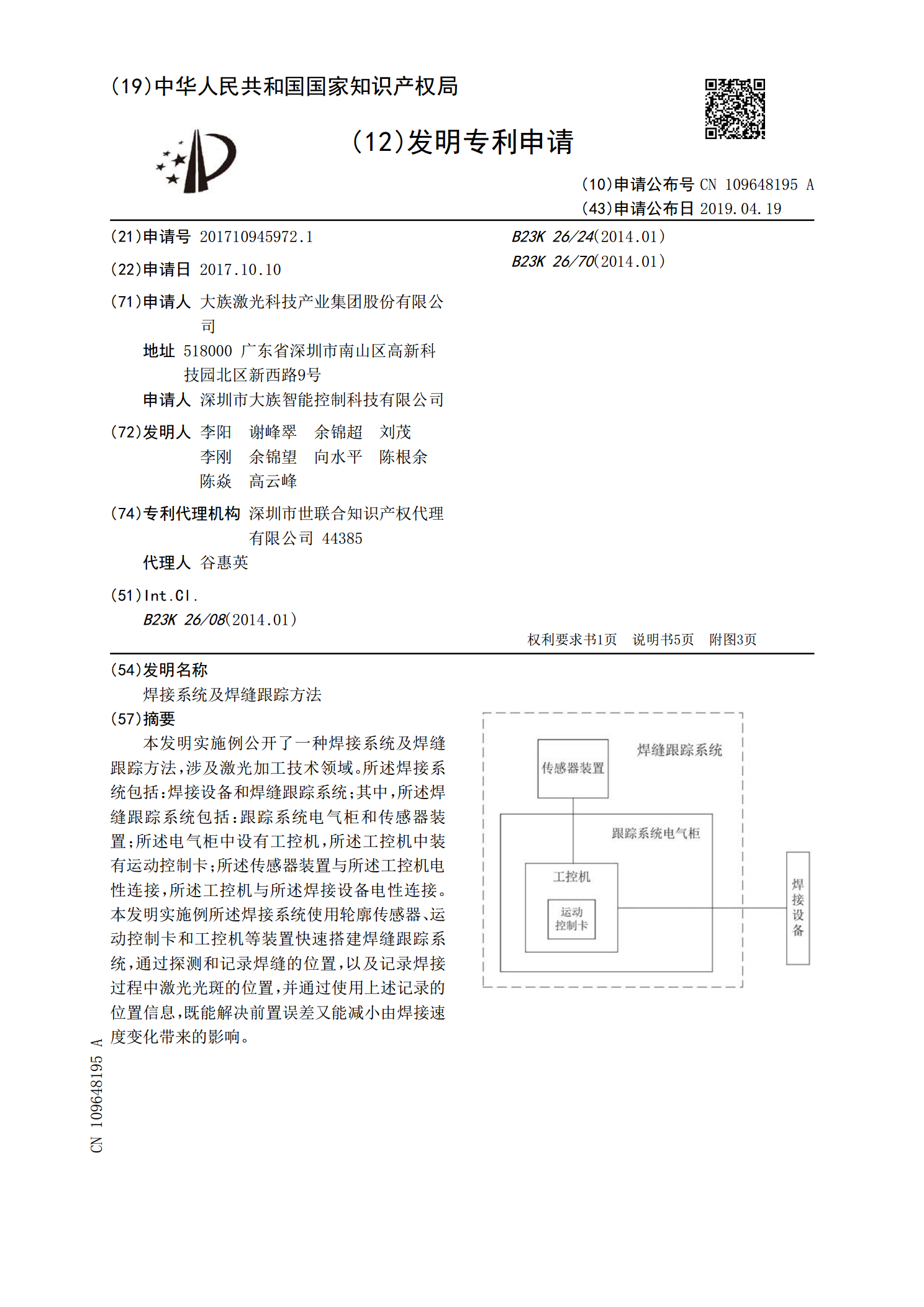
本发明实施例公开了一种焊接系统及焊缝跟踪方法,涉及激光加工技术领域。所述焊接系统包括:焊接设备和焊缝跟踪系统;其中,所述焊缝跟踪系统包括:跟踪系统电气柜和传感器装置;所述电气柜中设有工控机,所述工控机中装有运动控制卡;所述传感器装置与所述工控机电性连接,所述工控机与所述焊接设备电性连接。本发明实施例所述焊接系统使用轮廓传感器、运动控制卡和工控机等装置快速搭建焊缝跟踪系统,通过探测和记录焊缝的位置,以及记录焊接过程中激光光斑的位置,并通过使用上述记录的位置信息,既能解决前置误差又能减小由焊接速度变化带来的影
管道焊接系统的焊缝跟踪机构.pdf
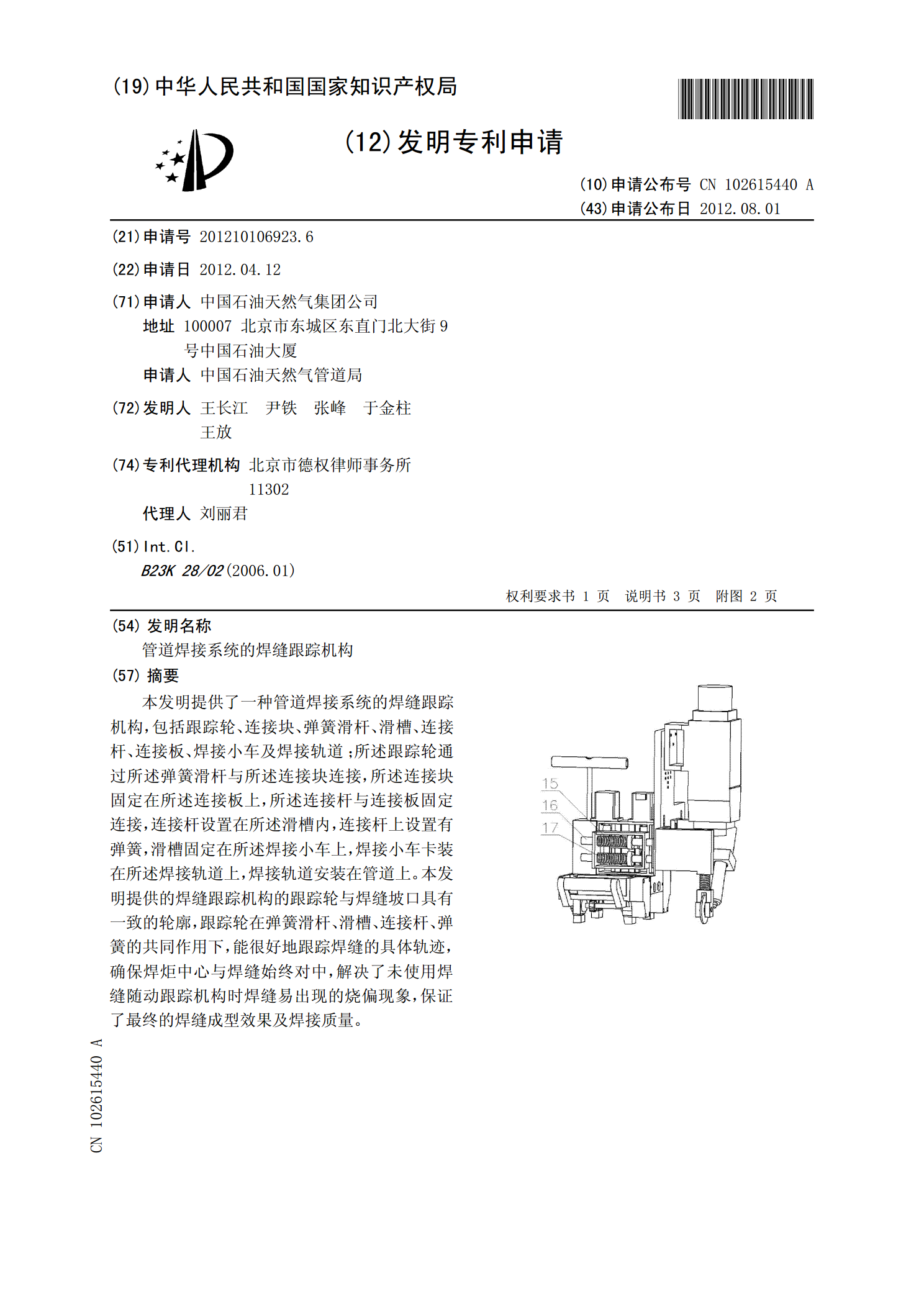
本发明提供了一种管道焊接系统的焊缝跟踪机构,包括跟踪轮、连接块、弹簧滑杆、滑槽、连接杆、连接板、焊接小车及焊接轨道;所述跟踪轮通过所述弹簧滑杆与所述连接块连接,所述连接块固定在所述连接板上,所述连接杆与连接板固定连接,连接杆设置在所述滑槽内,连接杆上设置有弹簧,滑槽固定在所述焊接小车上,焊接小车卡装在所述焊接轨道上,焊接轨道安装在管道上。本发明提供的焊缝跟踪机构的跟踪轮与焊缝坡口具有一致的轮廓,跟踪轮在弹簧滑杆、滑槽、连接杆、弹簧的共同作用下,能很好地跟踪焊缝的具体轨迹,确保焊炬中心与焊缝始终对中,解决了

专用焊缝跟踪系统适合焊接专机应用.pdf
专用焊缝跟踪系统适合焊接专机应用AUTOTRAC/MINI系统是为非接触的自动跟踪而设计的其中集成了Servo-Robot超过25年的焊接经验。该系统是替代操作者或机械探针跟踪的理想工具。模块化的设计使系统的适应性很强容易与现场已有的设备如执行器、驱动器和PLC等配套。符合人机工程学的示教盒易于使用能完成系统的所有操作便于对系统的状态立即作出反应。AUTOTRAC/MINI系统空气冷却与过滤(选项)
一种水下焊接机器人焊缝跟踪系统的焊缝跟踪控制方法.pdf
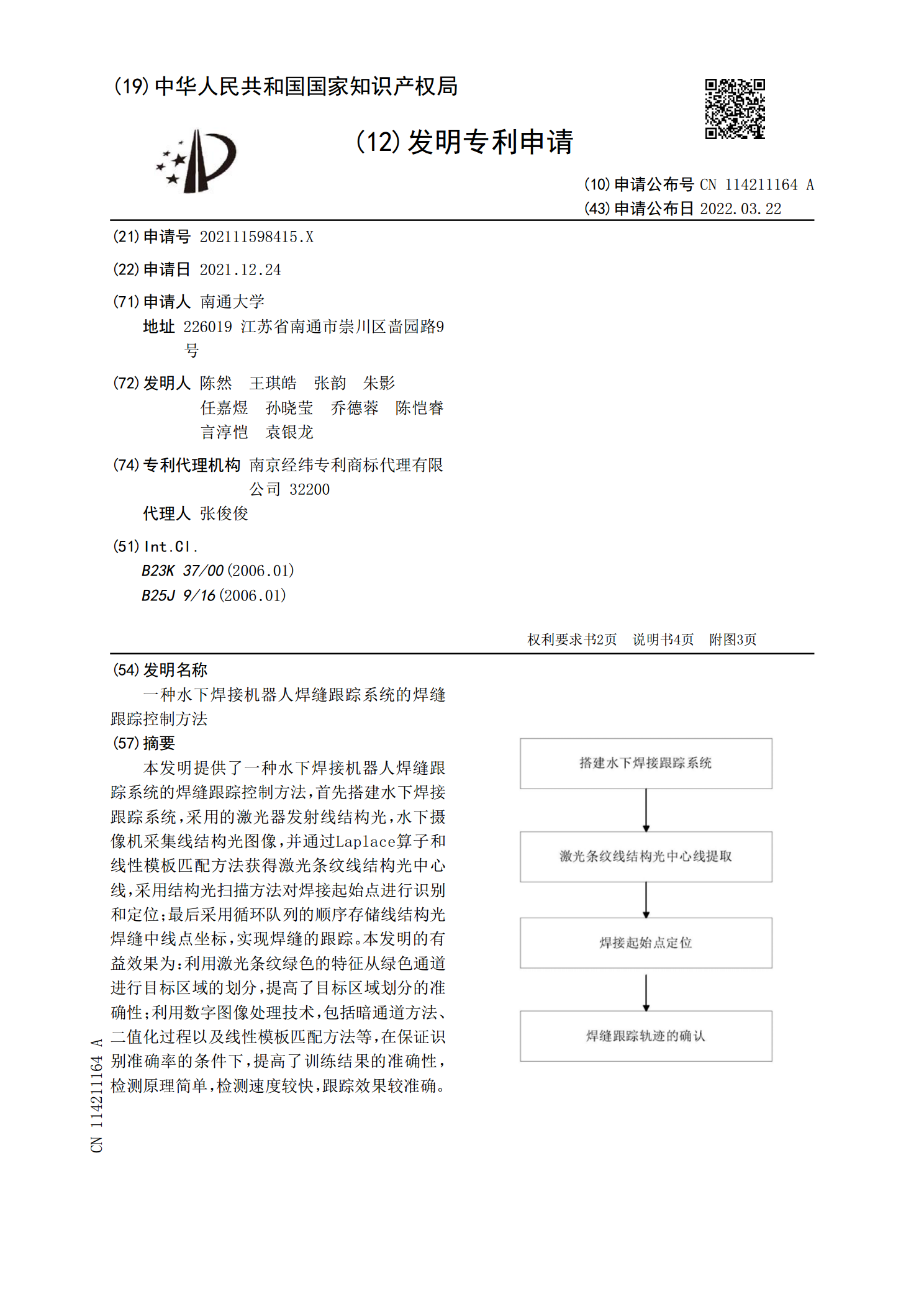
本发明提供了一种水下焊接机器人焊缝跟踪系统的焊缝跟踪控制方法,首先搭建水下焊接跟踪系统,采用的激光器发射线结构光,水下摄像机采集线结构光图像,并通过Laplace算子和线性模板匹配方法获得激光条纹线结构光中心线,采用结构光扫描方法对焊接起始点进行识别和定位;最后采用循环队列的顺序存储线结构光焊缝中线点坐标,实现焊缝的跟踪。本发明的有益效果为:利用激光条纹绿色的特征从绿色通道进行目标区域的划分,提高了目标区域划分的准确性;利用数字图像处理技术,包括暗通道方法、二值化过程以及线性模板匹配方法等,在保证识别准确
一种焊缝跟踪装置及焊接方法.pdf
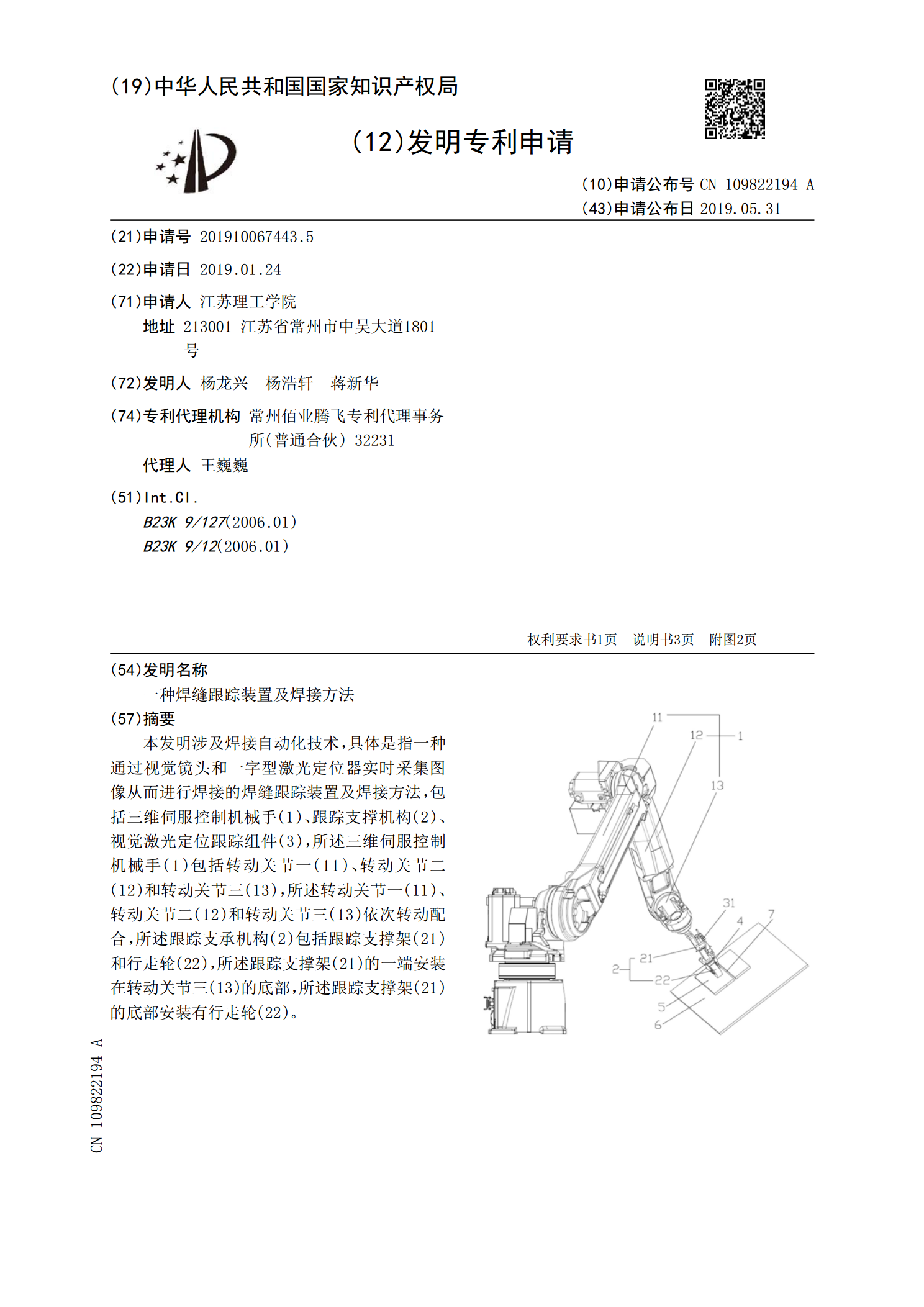
本发明涉及焊接自动化技术,具体是指一种通过视觉镜头和一字型激光定位器实时采集图像从而进行焊接的焊缝跟踪装置及焊接方法,包括三维伺服控制机械手(1)、跟踪支撑机构(2)、视觉激光定位跟踪组件(3),所述三维伺服控制机械手(1)包括转动关节一(11)、转动关节二(12)和转动关节三(13),所述转动关节一(11)、转动关节二(12)和转动关节三(13)依次转动配合,所述跟踪支承机构(2)包括跟踪支撑架(21)和行走轮(22),所述跟踪支撑架(21)的一端安装在转动关节三(13)的底部,所述跟踪支撑架(21)的