
一种热挤压铝合金型材的制备工艺.pdf

猫巷****松臣

1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热挤压铝合金型材的制备工艺.pdf
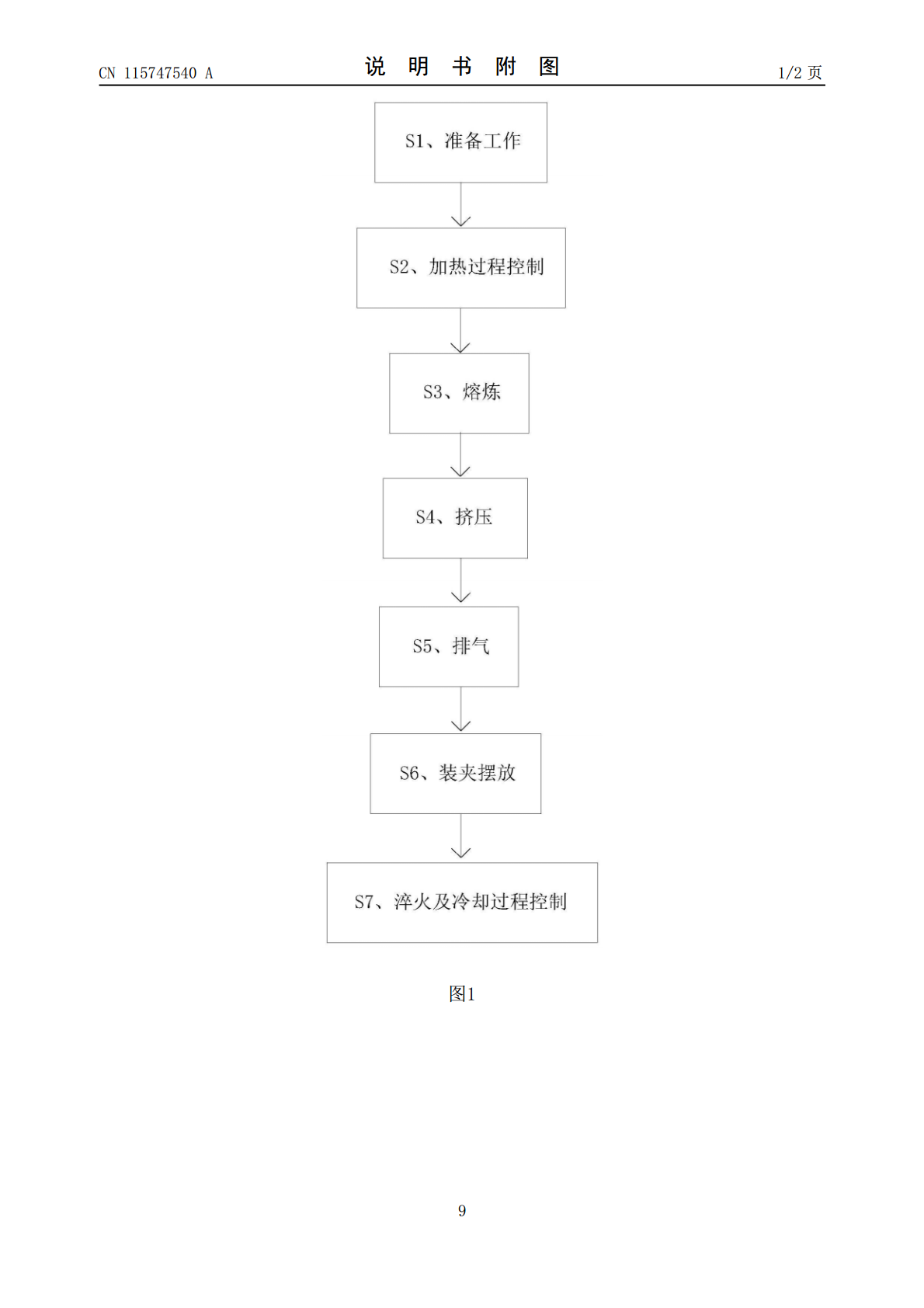
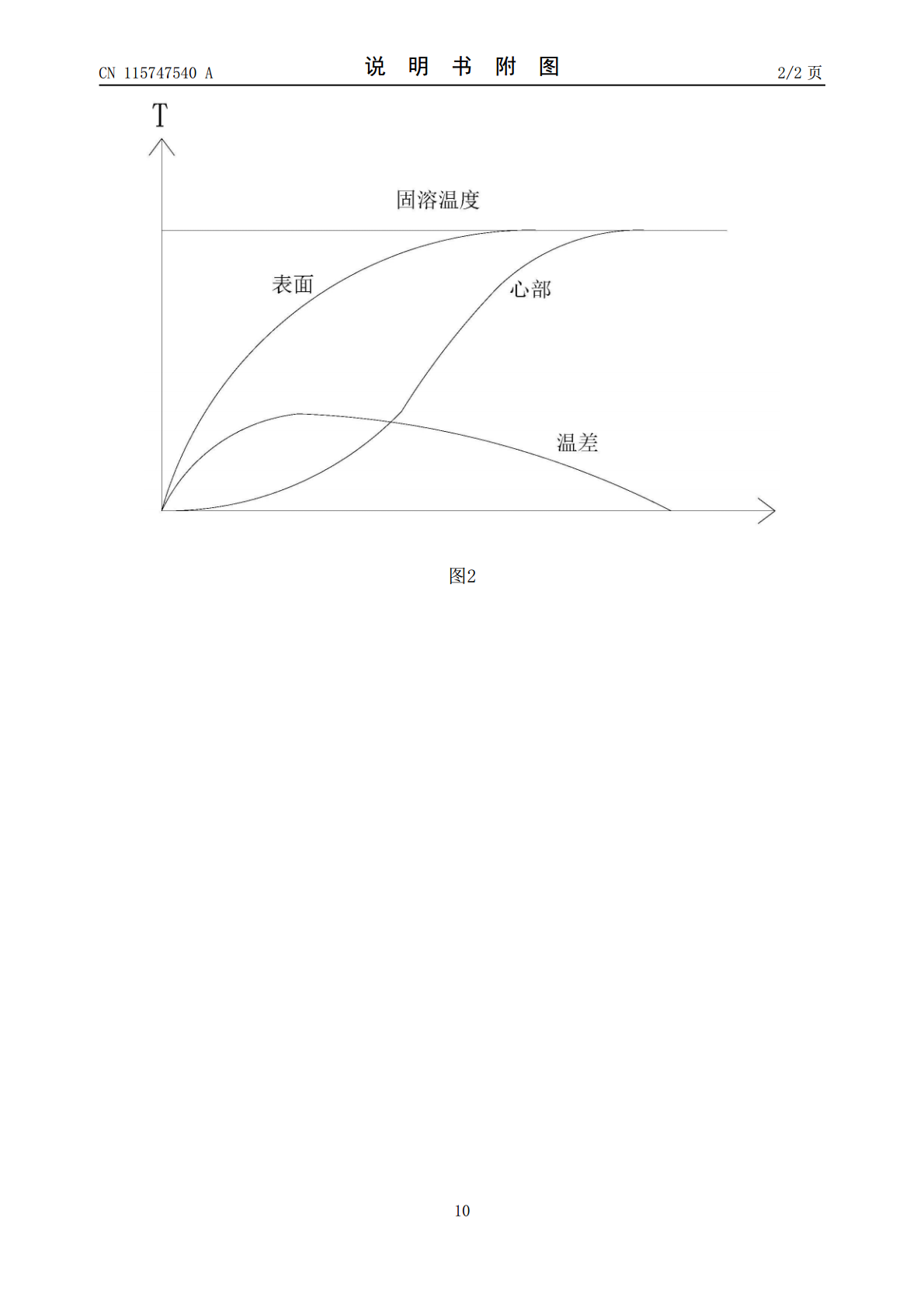
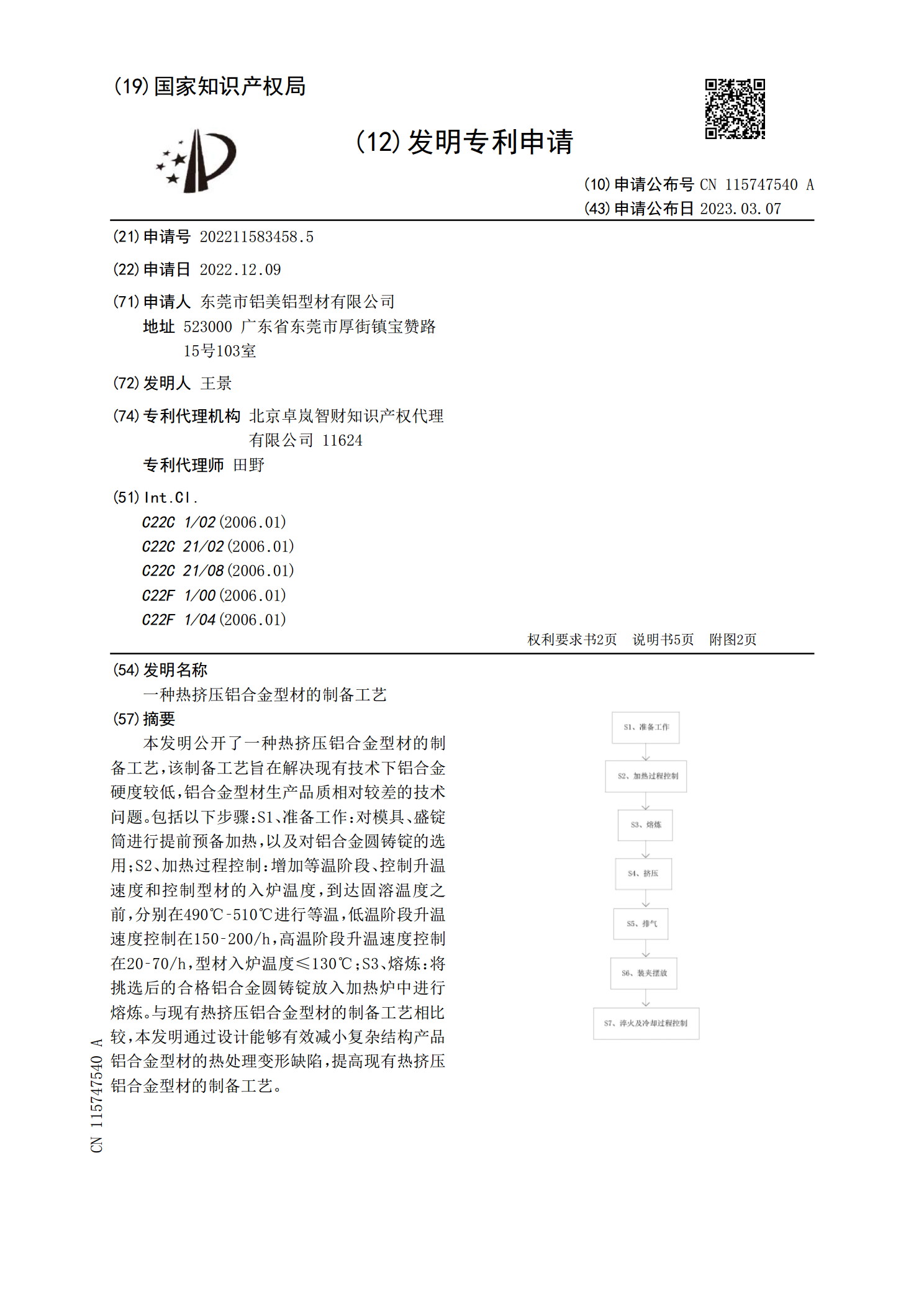
本发明公开了一种热挤压铝合金型材的制备工艺,该制备工艺旨在解决现有技术下铝合金硬度较低,铝合金型材生产品质相对较差的技术问题。包括以下步骤:S1、准备工作:对模具、盛锭筒进行提前预备加热,以及对铝合金圆铸锭的选用;S2、加热过程控制:增加等温阶段、控制升温速度和控制型材的入炉温度,到达固溶温度之前,分别在490℃‑510℃进行等温,低温阶段升温速度控制在150‑200/h,高温阶段升温速度控制在20‑70/h,型材入炉温度≤130℃;S3、熔炼:将挑选后的合格铝合金圆铸锭放入加热炉中进行熔炼。与现有热挤压

一种铝合金挤压型材制备工艺.pdf
本发明公开了一种铝合金挤压型材制备工艺,具体涉及挤压制备技术领域,包括以下步骤,配制铝合金原料,配置完成之后将原料加入熔炼炉中均匀混合后熔炼为液态铝合金,将液态铝合金熔铸为铝合金铸锭。本发明通过采用特定的原料和方式制备可以得到高强度铝合金型材,然后在铝型材表面均匀的涂抹一层特制的涂料,使得通过本发明制备的铝合金型材不仅具有较高的强度,而且具有一定的防污功能,同时涂层内部的光触媒受光后能生成氢氧自由基,能有效地分解甲醛和苯等有机物,并且还能氧化去除氮氧化物及硫化物等,具有良好地空气净化效果,光触媒的强氧化作
铝合金型材的制备工艺.pdf
本发明提供了一种铝合金型材的制备工艺,所述铝合金型材按质量百分比计包括以下组分:Mg:1.5%~1.9%,Si:2.5%~2.8%,Mn:0.03%~0.06%,Cu:0.80%~1.50%,Fe:0.05%~0.10%,Ti:0.03%~0.08%,Cr:0.03%~0.06%,Zr:0.03%~0.06%,P:0.12%~0.20%,Sn:0.20%~0.30%,其余为Al;制作过程如下:1)将上述原料加入熔炼炉熔炼、然后铸造得到铝铸棒;2)将铝铸棒挤出成型得到挤压型材;3)将挤压型材进行时效处理得到

一种生产铝合金型材热挤压模具.pdf
本发明公开了一种生产铝合金型材热挤压模具,包括上模和下模,上模上设置有分流孔、分流桥、螺栓连接孔、销孔、盲孔和模芯,下模上设置有焊合室、空刀、工作带、螺栓和销钉,下模上的螺栓和销钉插入上模上的螺栓连接孔和销孔内将上模和下模相接组装为一体,分流孔连通焊合室,工作带设置在焊合室的底部并与空刀相连接;盲孔的中部安装有螺杆,其上部和底部均设置有横向调节轴和竖向调节轴,螺杆上套设有螺母,螺母转动连接连接块,伞状导流件的一端铰链安装在连接块的底部,另一端与水流隔板相连接,水流隔板通过连接轴固定连接长条形弧形板,长条形

一种太阳能铝合金型材的制备工艺.pdf
本发明提供了一种太阳能铝合金型材的制备工艺,包括以下步骤:S1:将铝料加入电炉中熔化,熔化温度700~740℃,并进行均热;S2:保温结束后加入Si、Fe、Cu、Mn、Mg材料,并充分混合,并进行均热保温;S3:将模具预热到350~400℃,将第二步得到的铝合金溶液浇入挤压模具中进行静置浇铸;S4:将铸造得到的铸锭进行退火处理,通过向铝合金中熔液中添加适量的Si、Fe、Cu、Mn和Mg化学元素,在Si、Fe、Cu、Mn和Mg多种元素的作用下,均衡了各种性能,形成了稳定的晶体结构,从而有效的改善了铝合金的力