
电池多层极耳的焊接方法.pdf

fu****级甜

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电池多层极耳的焊接方法.pdf
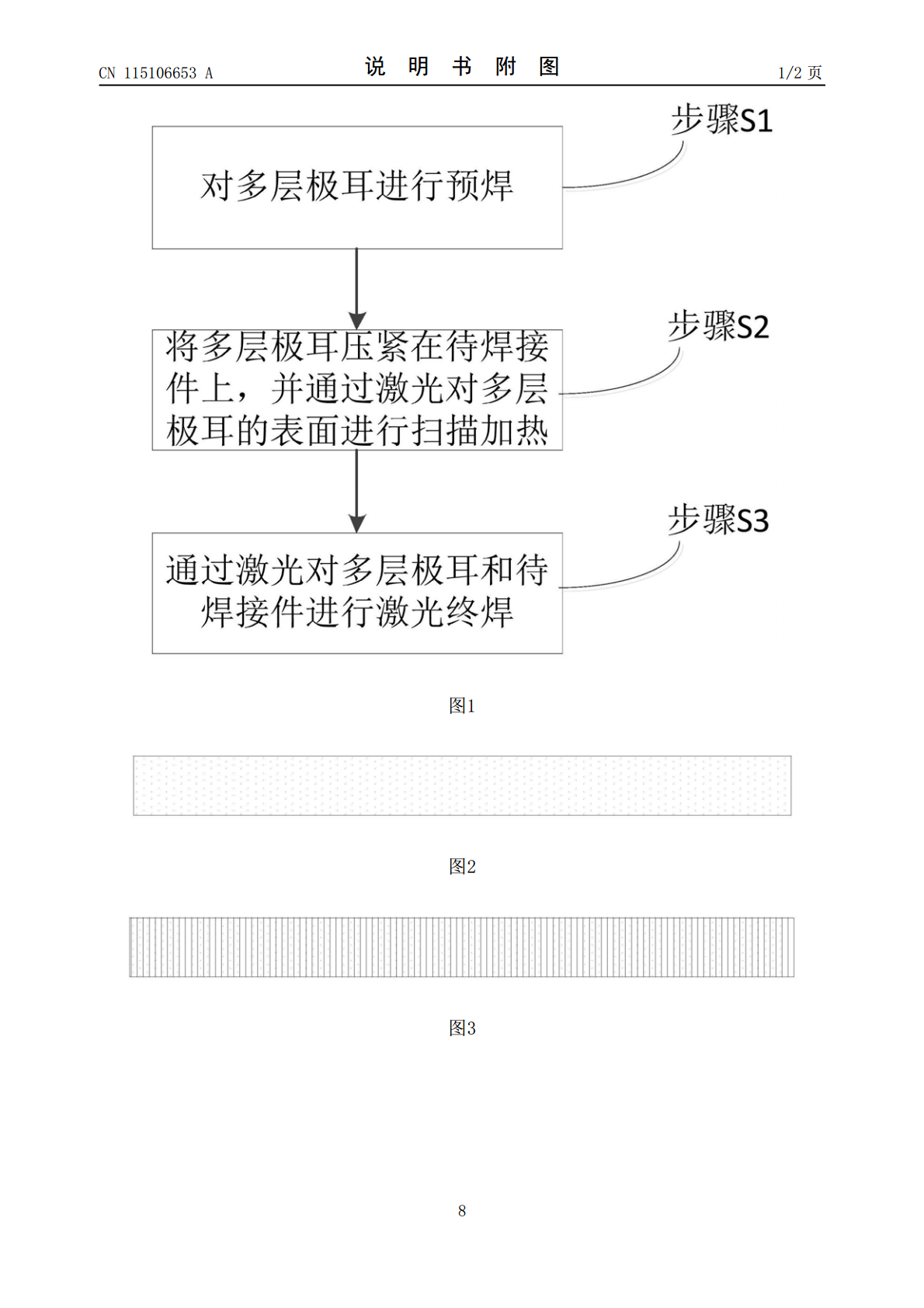
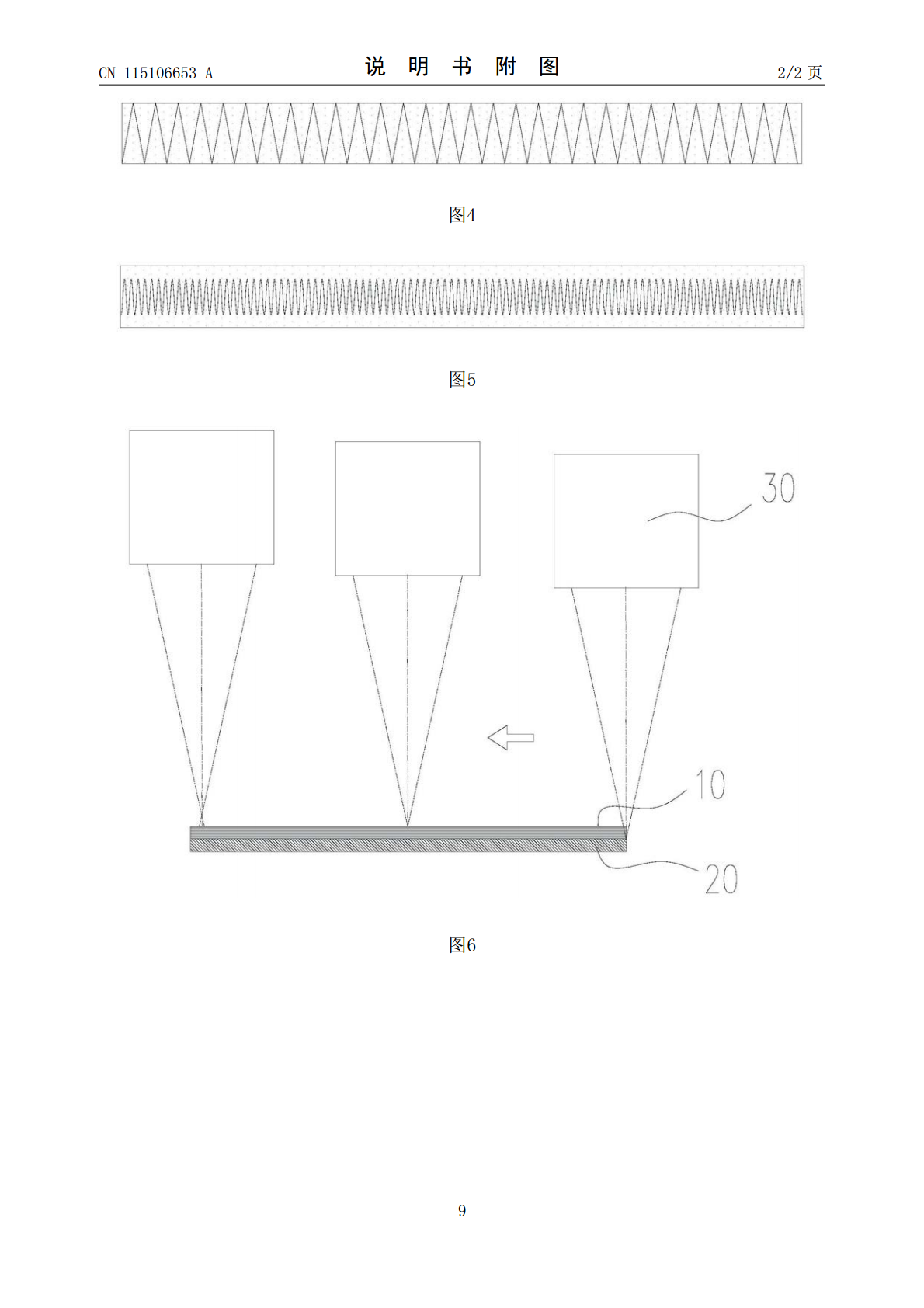
本发明提供了一种电池多层极耳的焊接方法,其包括:步骤S1:对多层极耳进行预焊;步骤S2:将多层极耳压紧在待焊接件上,并通过激光对多层极耳的表面进行扫描加热;步骤S3:通过激光对多层极耳和待焊接件进行激光终焊。在多层极耳和待焊接件的激光终焊之前增加扫描加热步骤。在扫描加热步骤中,通过激光器对多层极耳的表面进行扫描式填充,迫使预焊区域的表面被加热、微熔或毛化,从而提高极耳的激光吸收率,使得后续激光终焊的焊接质量更高。
电池极耳焊接结构及其制备方法、电池.pdf
本发明公开了电池极耳焊接结构及其制备方法、电池。具体的,本发明提出了一种电池极耳焊接结构,包括:复合集流体极耳,复合集流体极耳包括相对设置的第一金属层和第二金属层,以及设置在第一金属层和第二金属层之间的绝缘层;箔材,箔材缠绕在复合集流体极耳的外表面,箔材覆盖第一金属层以及第二金属层,且箔材和第一金属层、箔材和第二金属层之间通过焊接连接;外部极耳,外部极耳和箔材焊接连接,且外部极耳通过箔材和复合集流体极耳的第一金属层以及第二金属层电连接。由此,该电池极耳焊接结构可以简便地将复合集流体极耳的多个金属层和外部极
极耳与盖板的焊接方法、电池模组、电池包和车辆.pdf
本发明涉及锂电池生产装配领域,公开了一种极耳与盖板的焊接方法、电池模组、电池包和车辆,该焊接方法包括,通过超声波焊接对电芯(0)的具有预定肩高的多层极耳进行焊接以形成极耳层体(1);通过激光焊接将所述极耳层体的一侧表面焊接在盖板(2)的极柱(201)上,并且所述极耳层体的预定肩高使得所述电芯与所述盖板保持间距。本发明解决了由于电芯极耳与盖板的极柱之间通过超声波焊接进行连接,导致的焊接过程中对产品损伤程度大、异物飞溅无法有效控制,且可以解决目前生产过程中由于超声波终焊时保护片频繁定位异常报警和上料耗时的问题
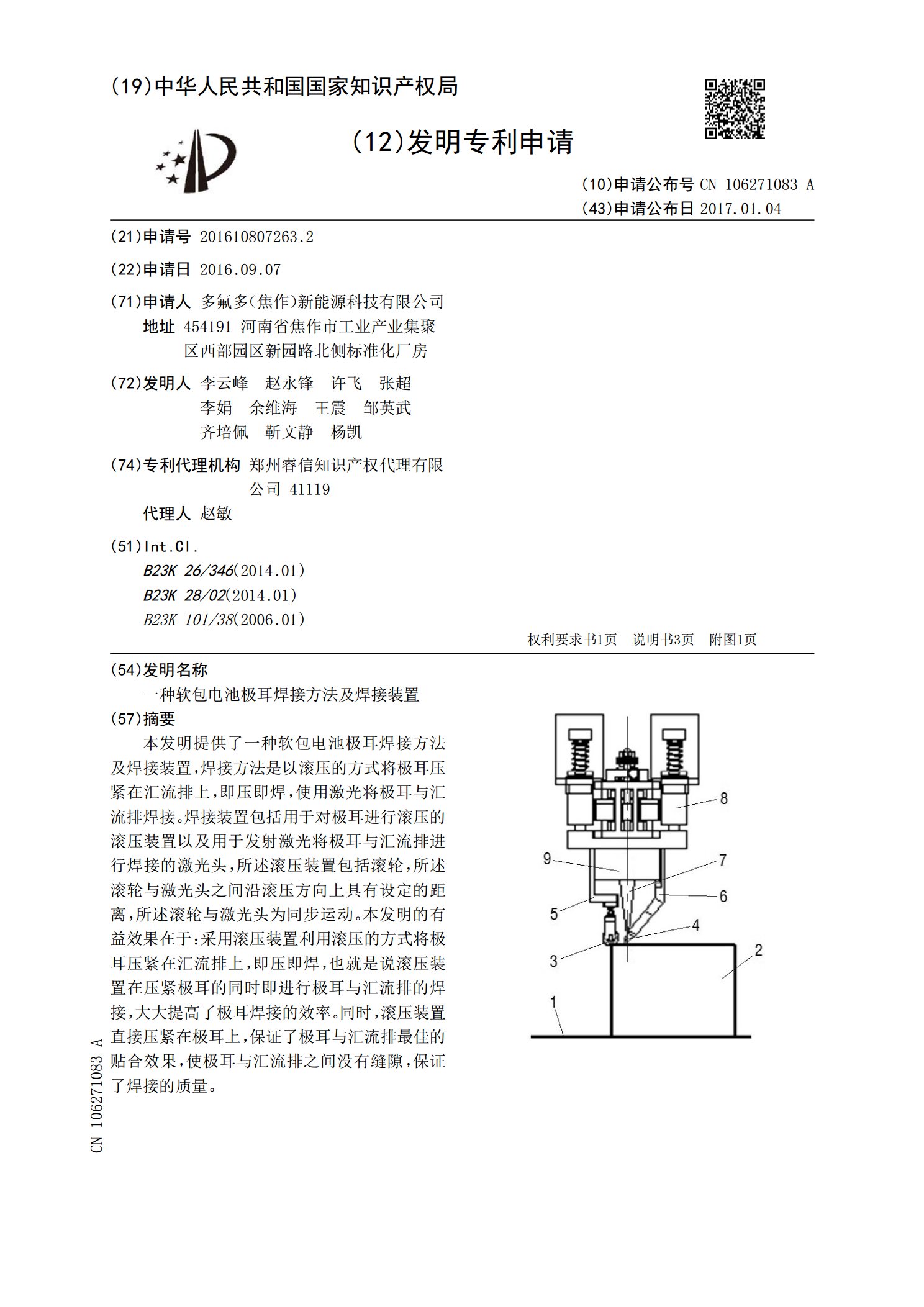
一种软包电池极耳焊接方法及焊接装置.pdf
本发明提供了一种软包电池极耳焊接方法及焊接装置,焊接方法是以滚压的方式将极耳压紧在汇流排上,即压即焊,使用激光将极耳与汇流排焊接。焊接装置包括用于对极耳进行滚压的滚压装置以及用于发射激光将极耳与汇流排进行焊接的激光头,所述滚压装置包括滚轮,所述滚轮与激光头之间沿滚压方向上具有设定的距离,所述滚轮与激光头为同步运动。本发明的有益效果在于:采用滚压装置利用滚压的方式将极耳压紧在汇流排上,即压即焊,也就是说滚压装置在压紧极耳的同时即进行极耳与汇流排的焊接,大大提高了极耳焊接的效率。同时,滚压装置直接压紧在极耳上
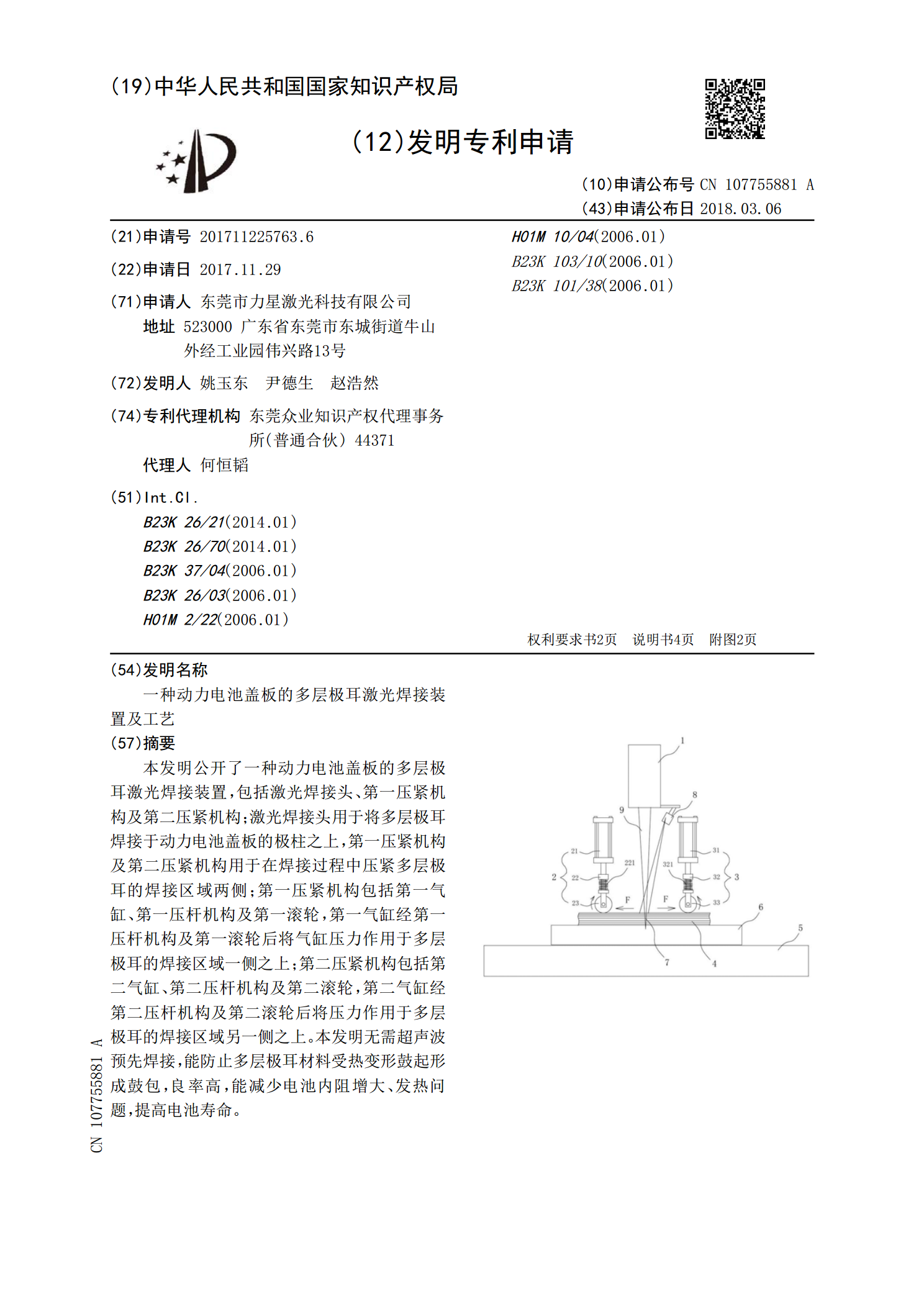
一种动力电池盖板的多层极耳激光焊接装置及工艺.pdf
本发明公开了一种动力电池盖板的多层极耳激光焊接装置,包括激光焊接头、第一压紧机构及第二压紧机构;激光焊接头用于将多层极耳焊接于动力电池盖板的极柱之上,第一压紧机构及第二压紧机构用于在焊接过程中压紧多层极耳的焊接区域两侧;第一压紧机构包括第一气缸、第一压杆机构及第一滚轮,第一气缸经第一压杆机构及第一滚轮后将气缸压力作用于多层极耳的焊接区域一侧之上;第二压紧机构包括第二气缸、第二压杆机构及第二滚轮,第二气缸经第二压杆机构及第二滚轮后将压力作用于多层极耳的焊接区域另一侧之上。本发明无需超声波预先焊接,能防止多层