
一种腔体结构件对开扩散焊接头及焊接方法.pdf

雨巷****珺琦

1/10

2/10

3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种腔体结构件对开扩散焊接头及焊接方法.pdf
本发明涉及一种腔体结构件对开扩散焊接头及焊接方法,空腔结构件的立筋及空腔结构件实体边缘具有锥度,即空腔结构件的空腔侧面具有锥度,空腔底面窄、开口处宽。焊接方法具体包括:待焊件制备;制备待焊件,加工后检查结构完整性,待焊接面边缘应无缺肉、圆角或倒角特征;待焊件预处理;止焊剂涂覆:在扩散焊夹具与待焊件接触的面上喷涂氮化硼止焊剂,并放置晾干;将扩散焊夹具与待焊件装配后放入真空扩散焊炉中;加压扩散焊接;焊后检查。本发明提高了界面区域的扩散焊合合微孔闭合驱动力,从而提高接头连接可靠性和制造符合性,实现空腔结构件的高

一种提高对开扩散焊零件批量焊接尺寸精度的方法.pdf
本发明涉及一种提高对开扩散焊零件批量焊接尺寸精度的方法,包括步骤一:待焊件制备;步骤二:工艺垫板制备;工艺垫板材料与TC4合金待焊件相比,具有等同或更强的抗变形能力,而与扩散焊夹具相比,工艺垫板的抗变形能力弱于扩散焊夹具;步骤三:待焊件预处理;步骤四:止焊剂涂覆;步骤五:组配堆垛;步骤六:扩散焊接;步骤七:焊后测量;步骤八:工艺垫板的校准;步骤九:批量评估。本发明通过在多层堆叠扩散焊中引入用于高度差补偿的工艺垫板,实现对多层堆叠夹具累积高度差的有效补偿,提高了单炉多层堆叠扩散焊时的毛坯尺寸精度。
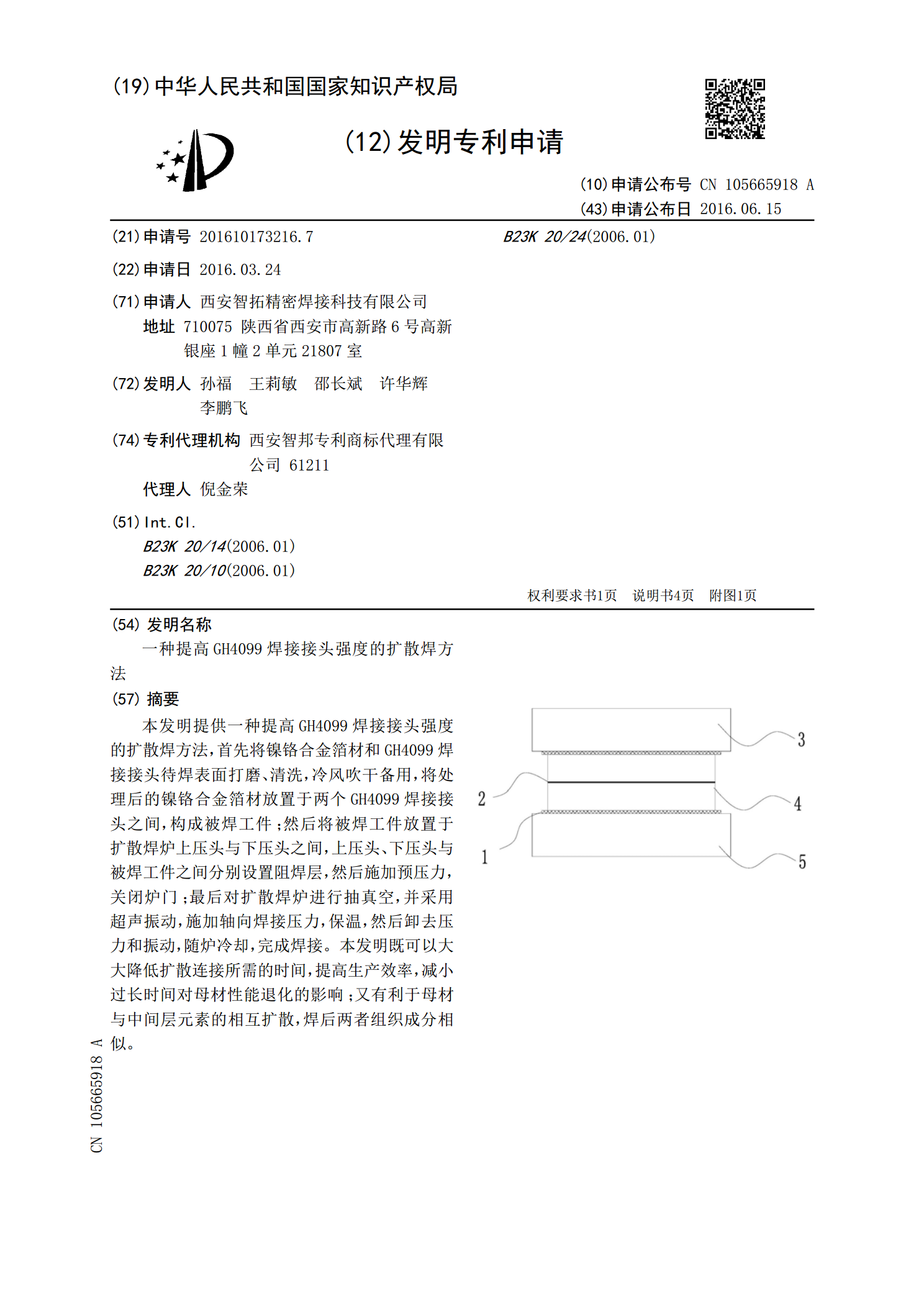
一种提高GH4099焊接接头强度的扩散焊方法.pdf
本发明提供一种提高GH4099焊接接头强度的扩散焊方法,首先将镍铬合金箔材和GH4099焊接接头待焊表面打磨、清洗,冷风吹干备用,将处理后的镍铬合金箔材放置于两个GH4099焊接接头之间,构成被焊工件;然后将被焊工件放置于扩散焊炉上压头与下压头之间,上压头、下压头与被焊工件之间分别设置阻焊层,然后施加预压力,关闭炉门;最后对扩散焊炉进行抽真空,并采用超声振动,施加轴向焊接压力,保温,然后卸去压力和振动,随炉冷却,完成焊接。本发明既可以大大降低扩散连接所需的时间,提高生产效率,减小过长时间对母材性能退化的影
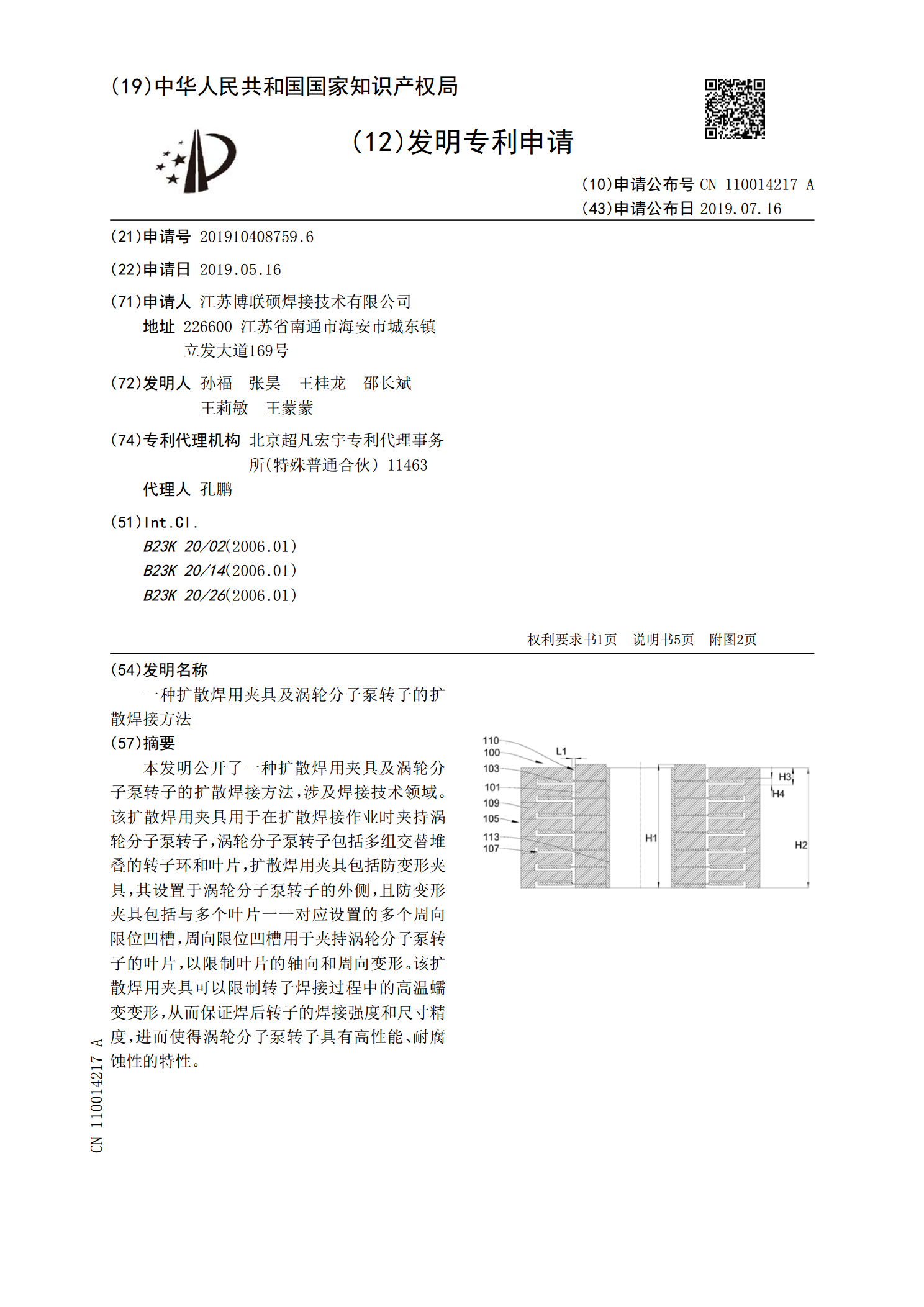
一种扩散焊用夹具及涡轮分子泵转子的扩散焊接方法.pdf
本发明公开了一种扩散焊用夹具及涡轮分子泵转子的扩散焊接方法,涉及焊接技术领域。该扩散焊用夹具用于在扩散焊接作业时夹持涡轮分子泵转子,涡轮分子泵转子包括多组交替堆叠的转子环和叶片,扩散焊用夹具包括防变形夹具,其设置于涡轮分子泵转子的外侧,且防变形夹具包括与多个叶片一一对应设置的多个周向限位凹槽,周向限位凹槽用于夹持涡轮分子泵转子的叶片,以限制叶片的轴向和周向变形。该扩散焊用夹具可以限制转子焊接过程中的高温蠕变变形,从而保证焊后转子的焊接强度和尺寸精度,进而使得涡轮分子泵转子具有高性能、耐腐蚀性的特性。
一种减小空腔零件对开扩散焊冷却变形的方法.pdf
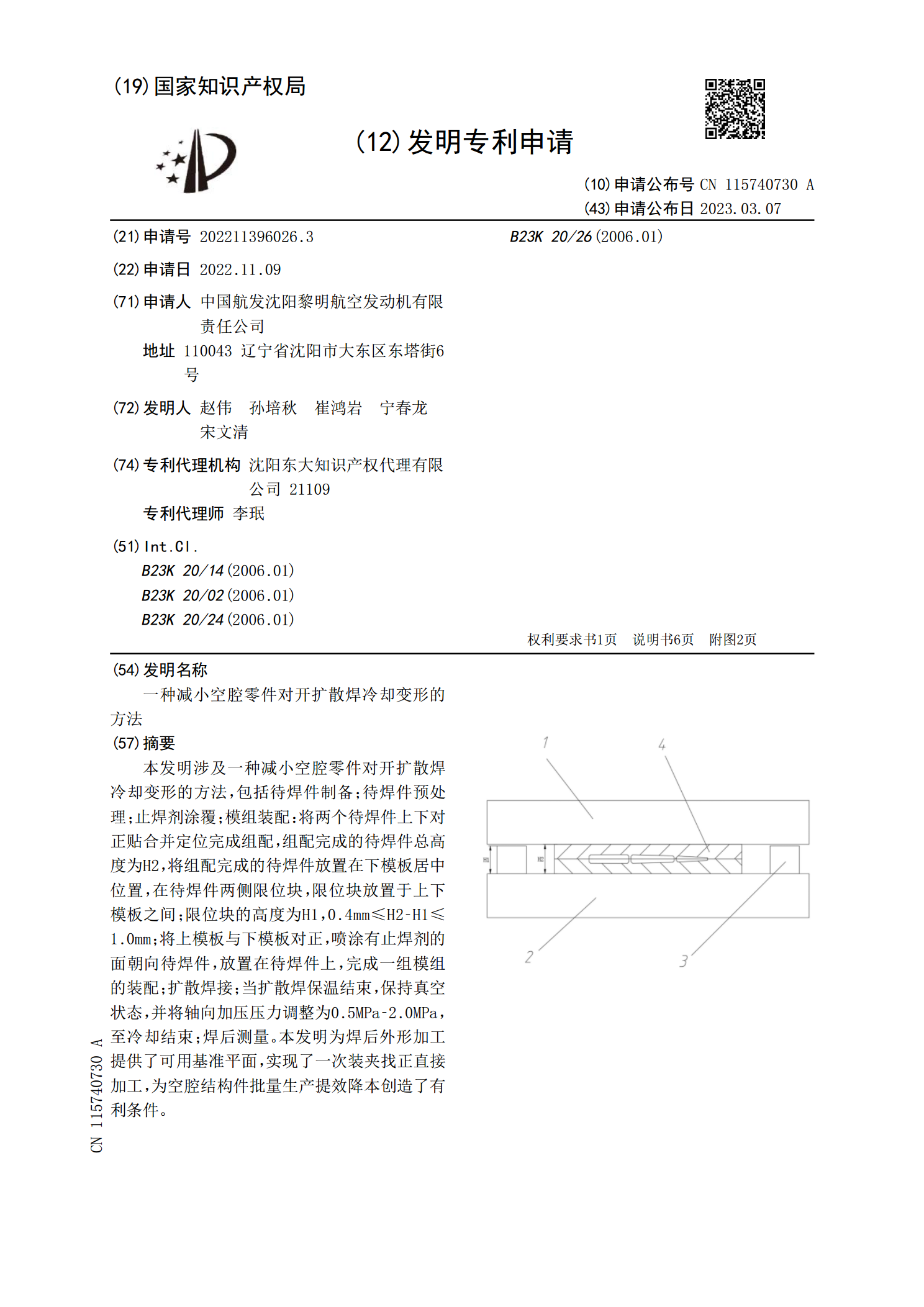
本发明涉及一种减小空腔零件对开扩散焊冷却变形的方法,包括待焊件制备;待焊件预处理;止焊剂涂覆;模组装配:将两个待焊件上下对正贴合并定位完成组配,组配完成的待焊件总高度为H2,将组配完成的待焊件放置在下模板居中位置,在待焊件两侧限位块,限位块放置于上下模板之间;限位块的高度为H1,0.4mm≤H2‑H1≤1.0mm;将上模板与下模板对正,喷涂有止焊剂的面朝向待焊件,放置在待焊件上,完成一组模组的装配;扩散焊接;当扩散焊保温结束,保持真空状态,并将轴向加压压力调整为0.5MPa‑2.0MPa,至冷却结束;焊后