
一种复杂结构的船用螺旋桨砂型.pdf

猫巷****提格

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种复杂结构的船用螺旋桨砂型.pdf
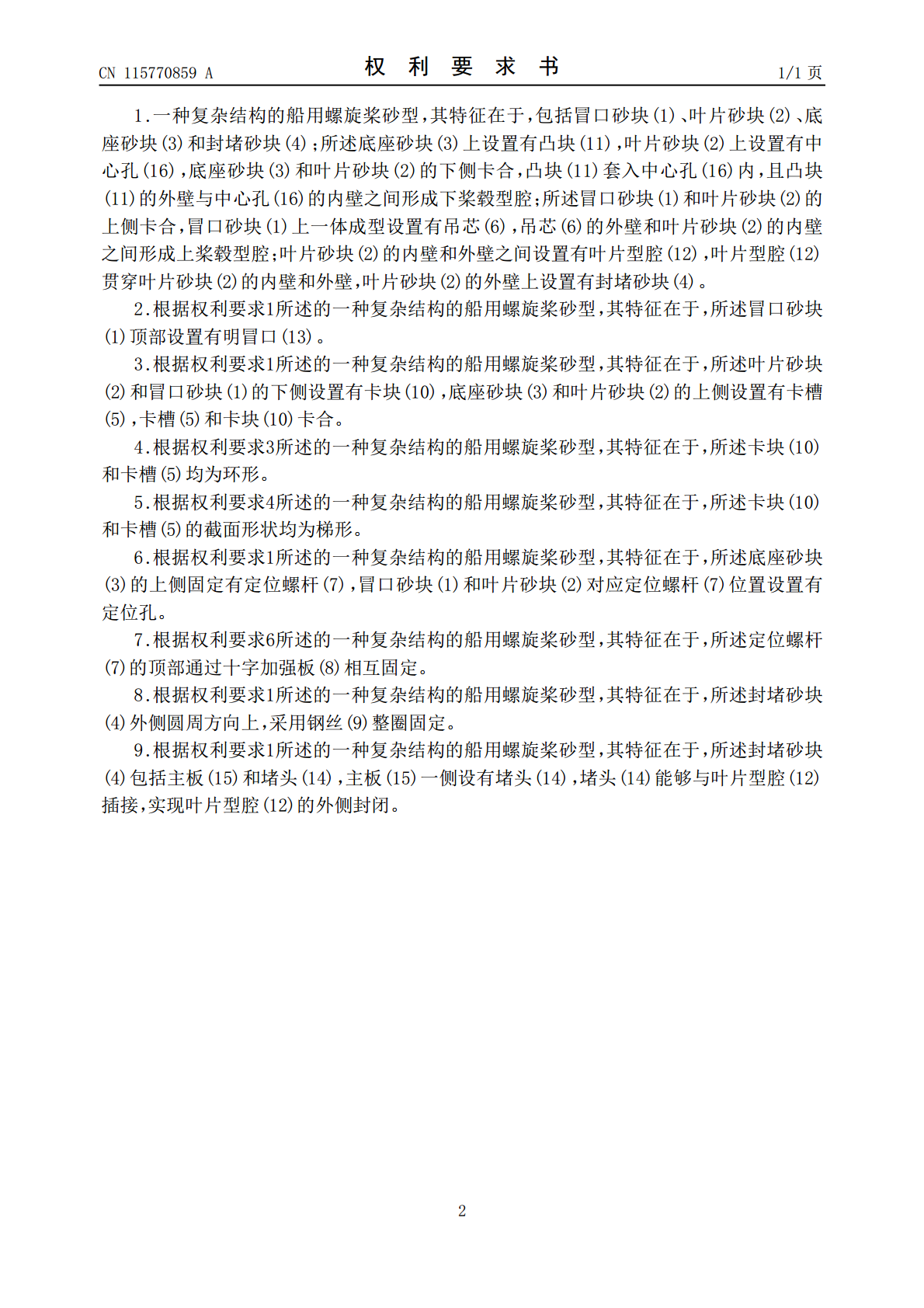
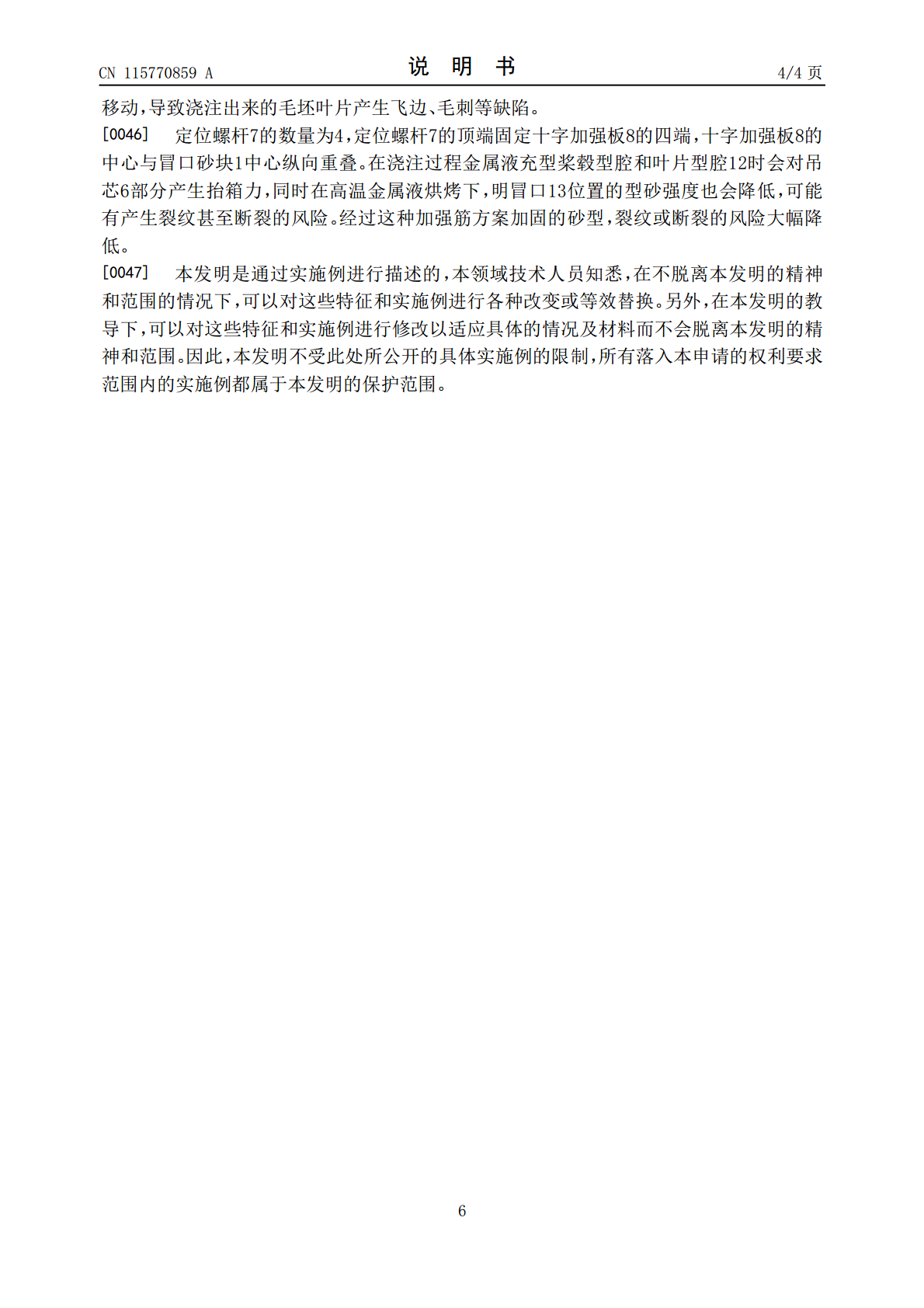
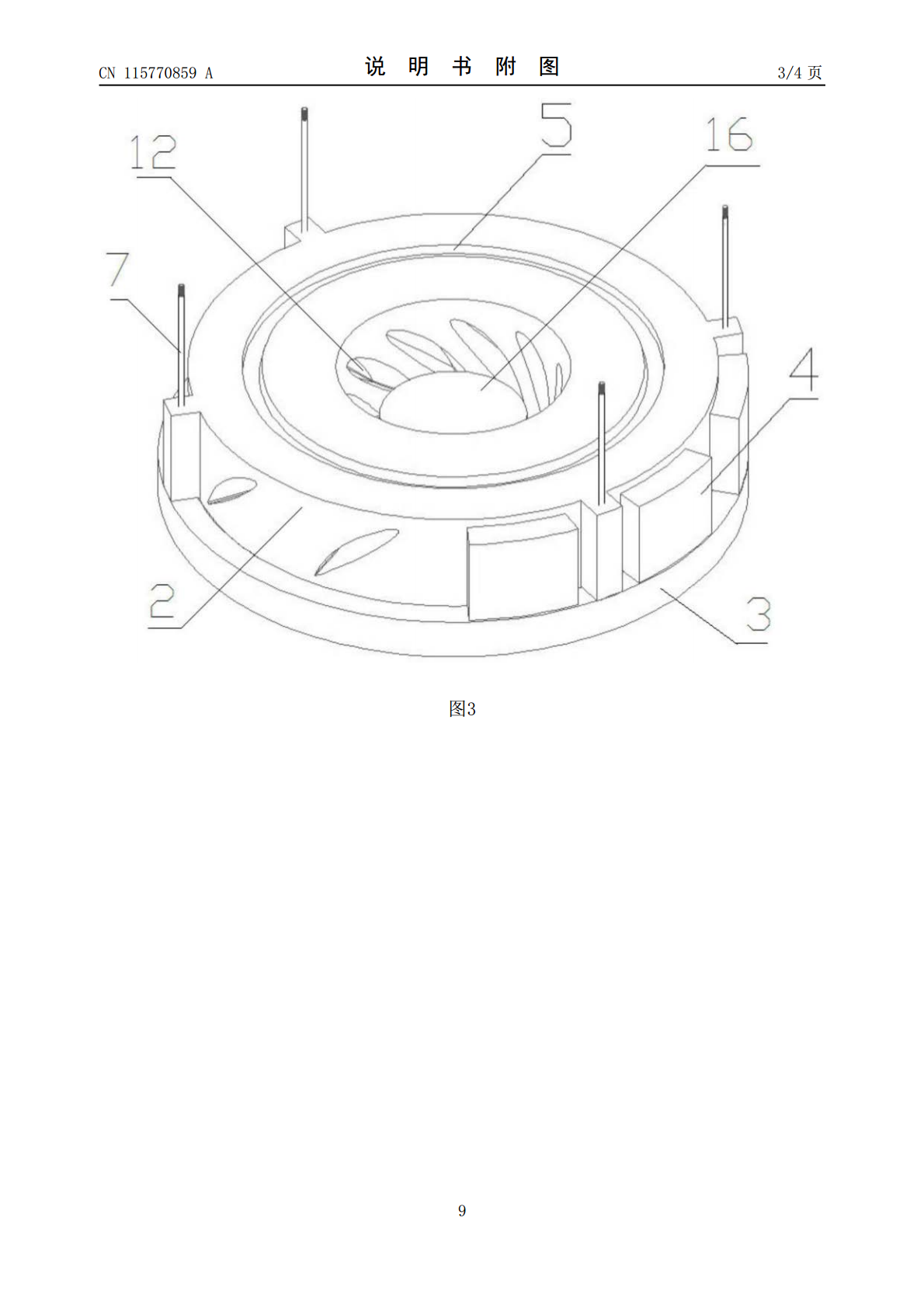
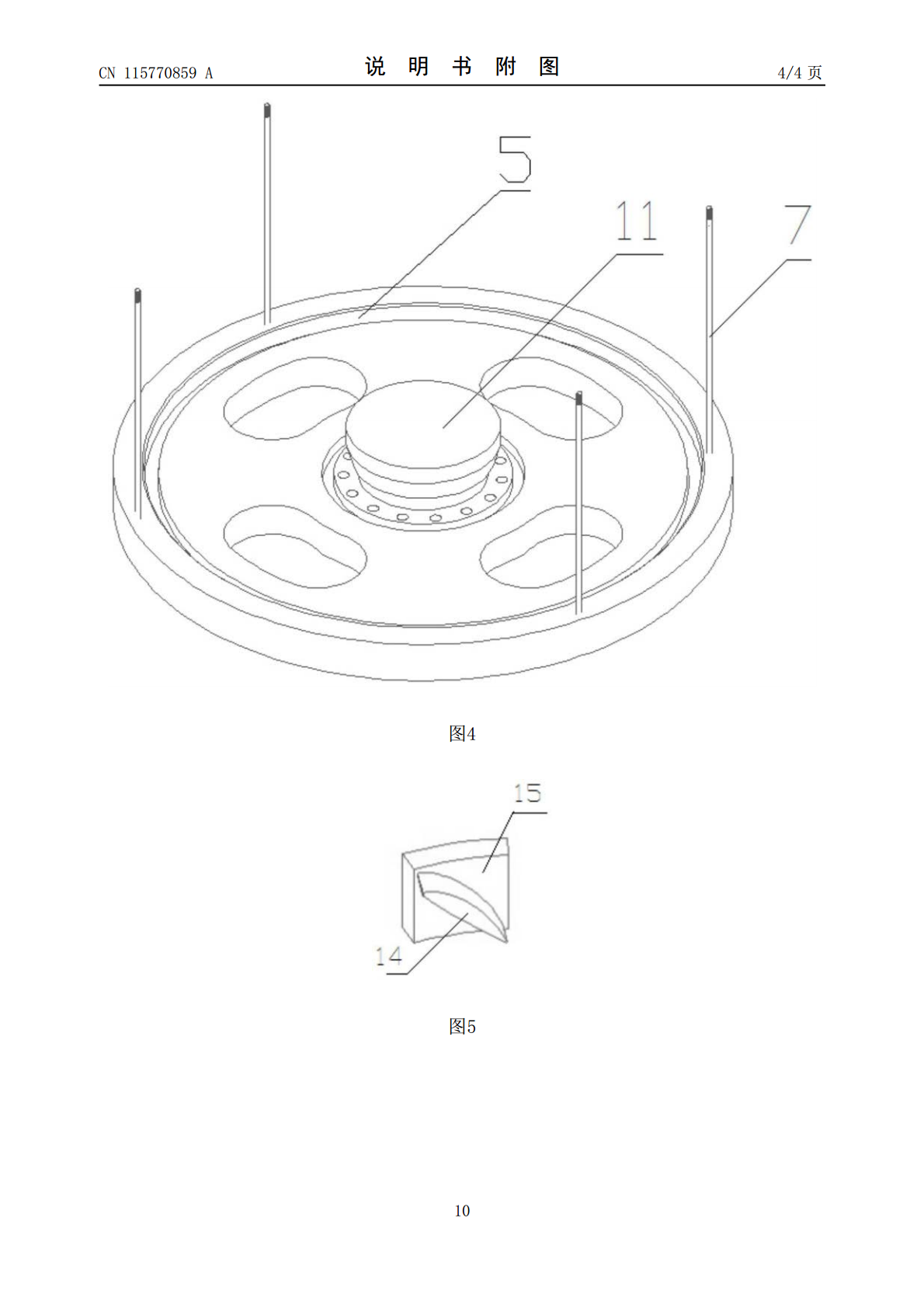
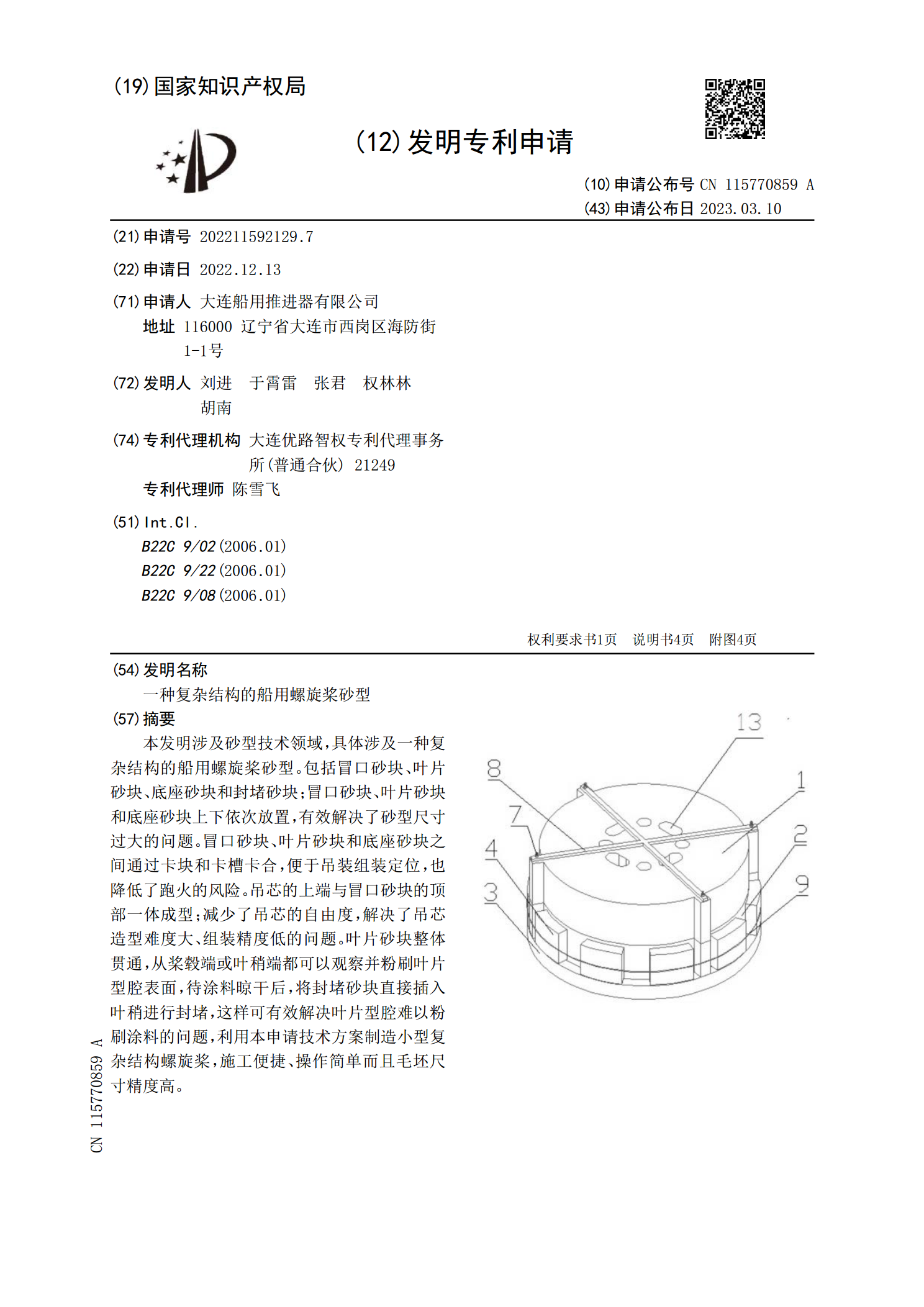
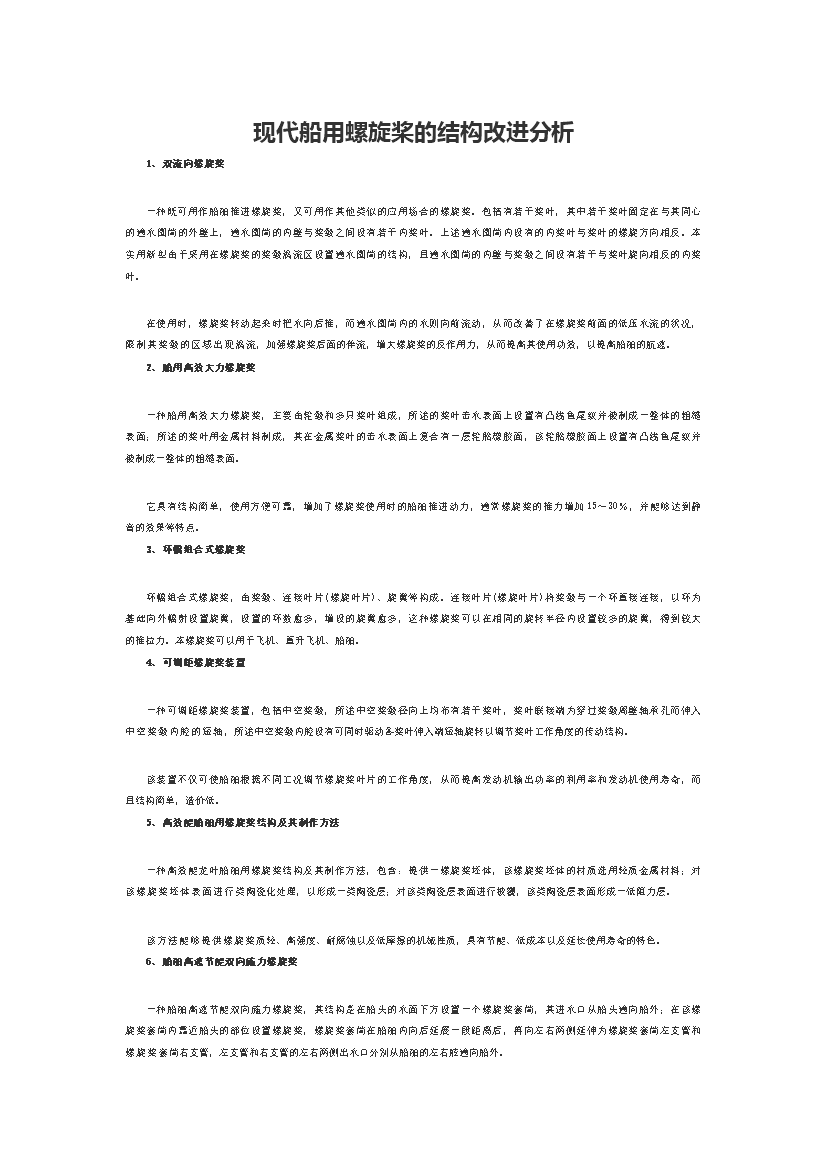
本发明涉及砂型技术领域,具体涉及一种复杂结构的船用螺旋桨砂型。包括冒口砂块、叶片砂块、底座砂块和封堵砂块;冒口砂块、叶片砂块和底座砂块上下依次放置,有效解决了砂型尺寸过大的问题。冒口砂块、叶片砂块和底座砂块之间通过卡块和卡槽卡合,便于吊装组装定位,也降低了跑火的风险。吊芯的上端与冒口砂块的顶部一体成型;减少了吊芯的自由度,解决了吊芯造型难度大、组装精度低的问题。叶片砂块整体贯通,从桨毂端或叶稍端都可以观察并粉刷叶片型腔表面,待涂料晾干后,将封堵砂块直接插入叶稍进行封堵,这样可有效解决叶片型腔难以粉刷涂料的

船用螺旋桨结构改进.doc
船用螺旋桨结构改进1、双流向螺旋桨双流向螺旋桨一种既可用作船舶推进螺旋桨,又可用作其他类似的应用场合的螺旋桨。包括有若干桨叶(1),其中若干桨叶(1)固定在与其同心的通水圆筒(2)的外壁上,通水圆筒(2)的内壁与桨毂(3)之间设有若干内桨叶(4)。上述通水圆筒(2)内设有的内桨叶(4)与桨叶(1)的螺旋方向相反。本实用新型由于采用在螺旋桨的桨毂涡流区设置通水圆筒的结构,且通水圆筒的内壁与桨毂之间设有若干与桨叶旋向相反的内桨叶。在使用时,螺旋桨转动起来时把水向后推,而通水圆筒内的水则向前流动,从而改善了在螺

现代船用螺旋桨的结构改进分析.doc
现代船用螺旋桨的结构改进分析1、双流向螺旋桨一种既可用作船舶推进螺旋桨,又可用作其他类似的应用场合的螺旋桨。包括有若干桨叶,其中若干桨叶固定在与其同心的通水圆筒的外壁上,通水圆筒的内壁与桨毂之间设有若干内桨叶。上述通水圆筒内设有的内桨叶与桨叶的螺旋方向相反。本实用新型由于采用在螺旋桨的桨毂涡流区设置通水圆筒的结构,且通水圆筒的内壁与桨毂之间设有若干与桨叶旋向相反的内桨叶。在使用时,螺旋桨转动起来时把水向后推,而通水圆筒内的水则向前流动,从而改善了在螺旋桨前面的低压水流的状况,限制其桨毂的区域出现涡流,加强

一种船用螺旋桨.pdf
本发明公开了一种船用螺旋桨,包括:轮毂,所述轮毂的侧周边固定安装有多个螺旋桨叶片,各所述螺旋桨叶片表面均为曲面,且在各相邻的两个螺旋桨叶片之间固定连接有弧形网板,各所述弧形网板围绕轮毂的轴线形成环状的增压系统,且所述增压系统所形成的表面弧度与所述螺旋桨叶片表面所形成的曲面曲度相匹配,通过上述方式,本发明能够提升螺旋桨所造成的压力,从而提升螺旋桨的动力,结构简单,制造方便,生产成本也较低。
现代船用螺旋桨的结构改进分析.doc
现代船用螺旋桨的结构改进分析1、双流向螺旋桨一种既可用作船舶推进螺旋桨,又可用作其他类似的应用场合的螺旋桨。包括有若干桨叶,其中若干桨叶固定在与其同心的通水圆筒的外壁上,通水圆筒的内壁与桨毂之间设有若干内桨叶。上述通水圆筒内设有的内桨叶与桨叶的螺旋方向相反。本实用新型由于采用在螺旋桨的桨毂涡流区设置通水圆筒的结构,且通水圆筒的内壁与桨毂之间设有若干与桨叶旋向相反的内桨叶。在使用时,螺旋桨转动起来时把水向后推,而通水圆筒内的水则向前流动,从而改善了在螺旋桨前面的低压水流的状况,限制其桨毂的区域出现涡流,加强