
组装定位治具、激光焊接机及其工作方法.pdf

戊午****jj

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
组装定位治具、激光焊接机及其工作方法.pdf
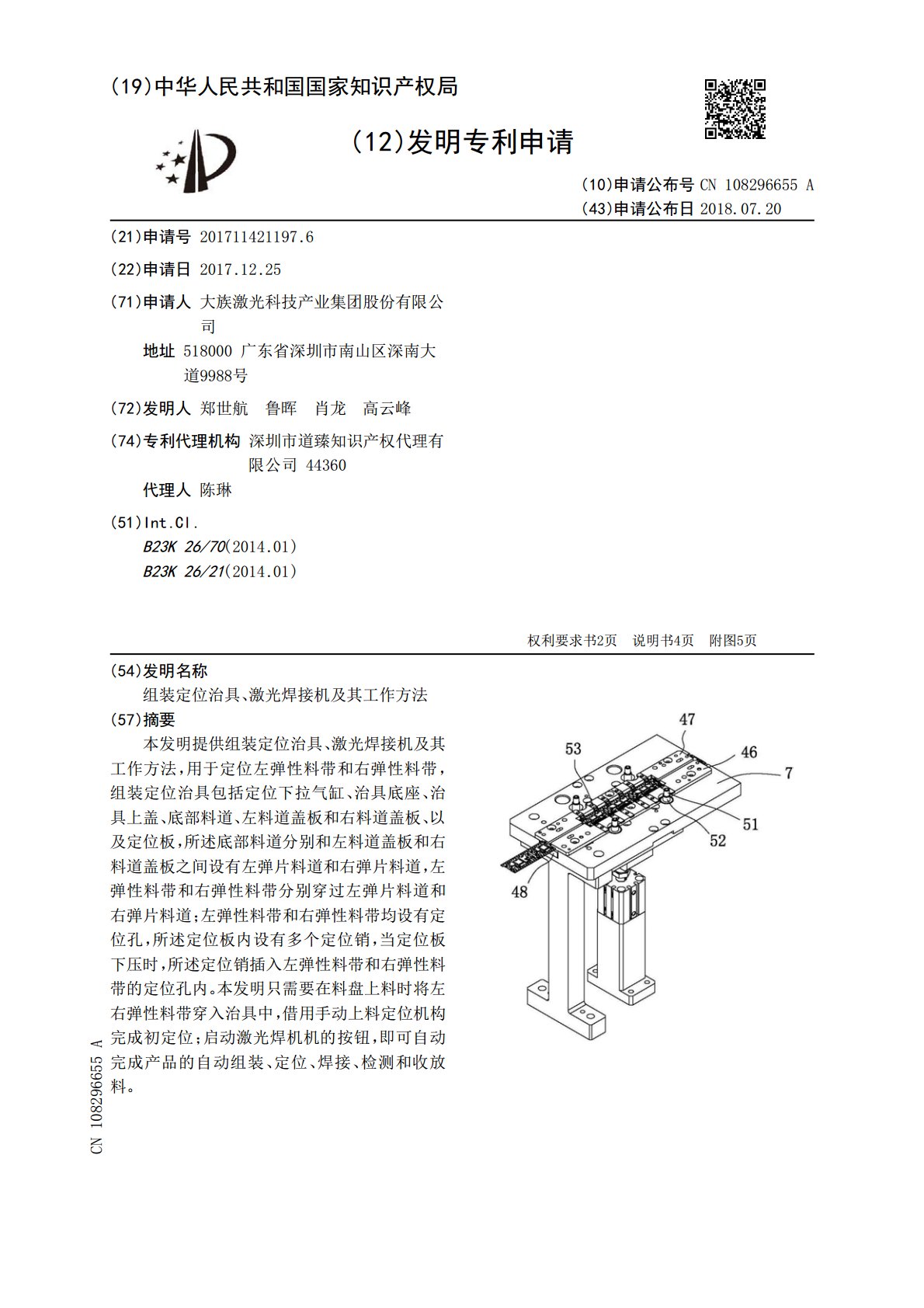
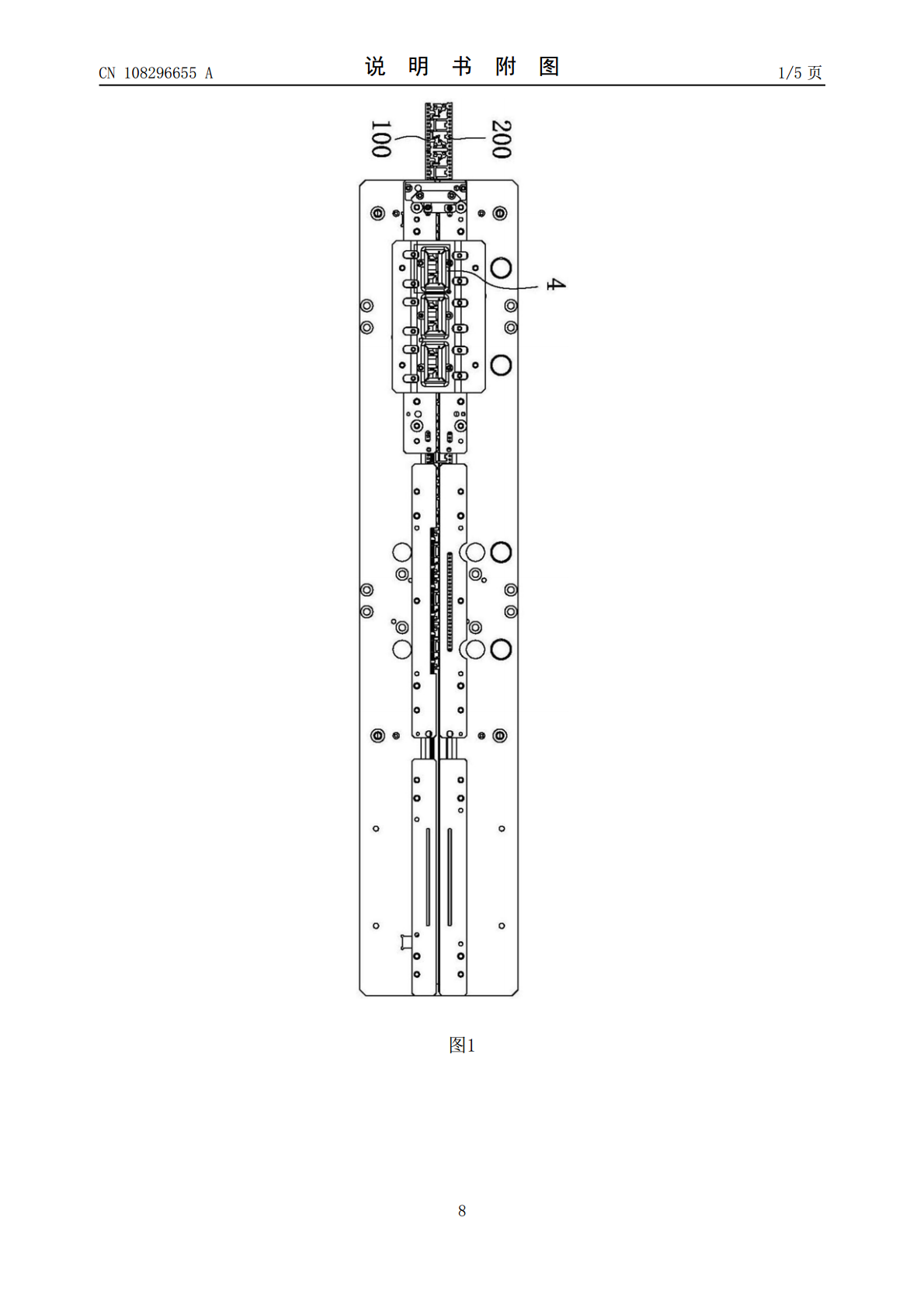
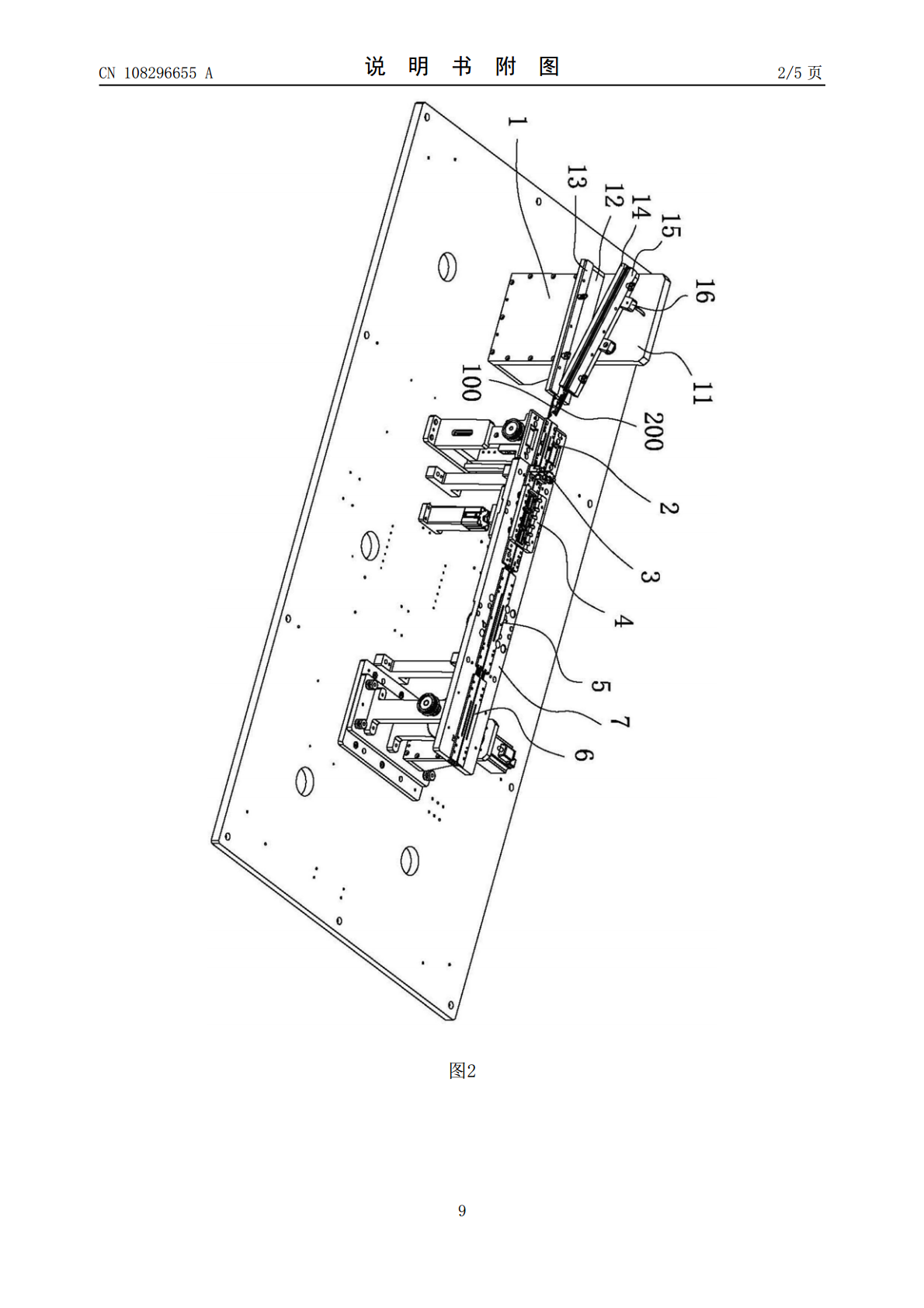
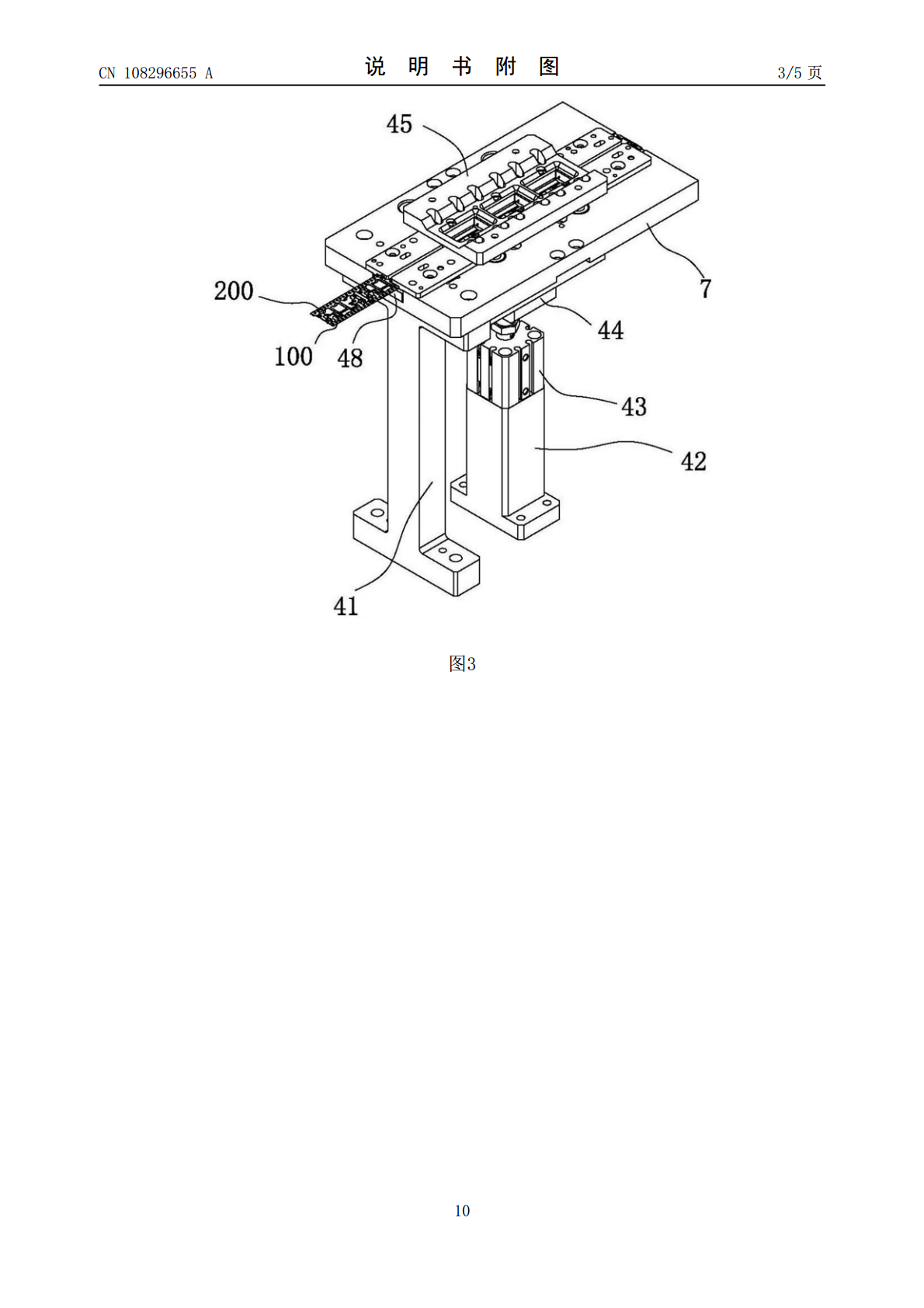
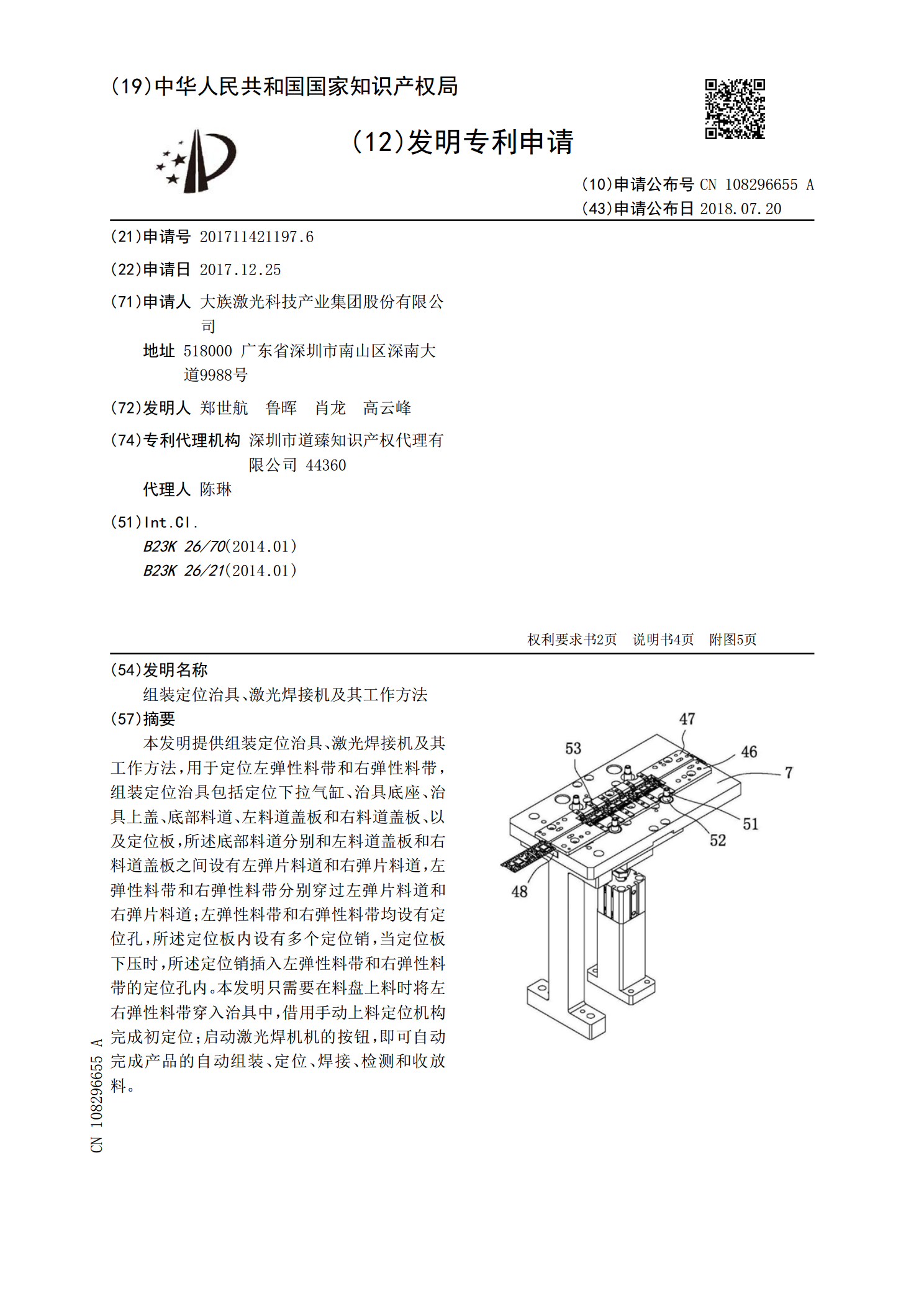
本发明提供组装定位治具、激光焊接机及其工作方法,用于定位左弹性料带和右弹性料带,组装定位治具包括定位下拉气缸、治具底座、治具上盖、底部料道、左料道盖板和右料道盖板、以及定位板,所述底部料道分别和左料道盖板和右料道盖板之间设有左弹片料道和右弹片料道,左弹性料带和右弹性料带分别穿过左弹片料道和右弹片料道;左弹性料带和右弹性料带均设有定位孔,所述定位板内设有多个定位销,当定位板下压时,所述定位销插入左弹性料带和右弹性料带的定位孔内。本发明只需要在料盘上料时将左右弹性料带穿入治具中,借用手动上料定位机构完成初定位
一种产品组装定位治具.pdf
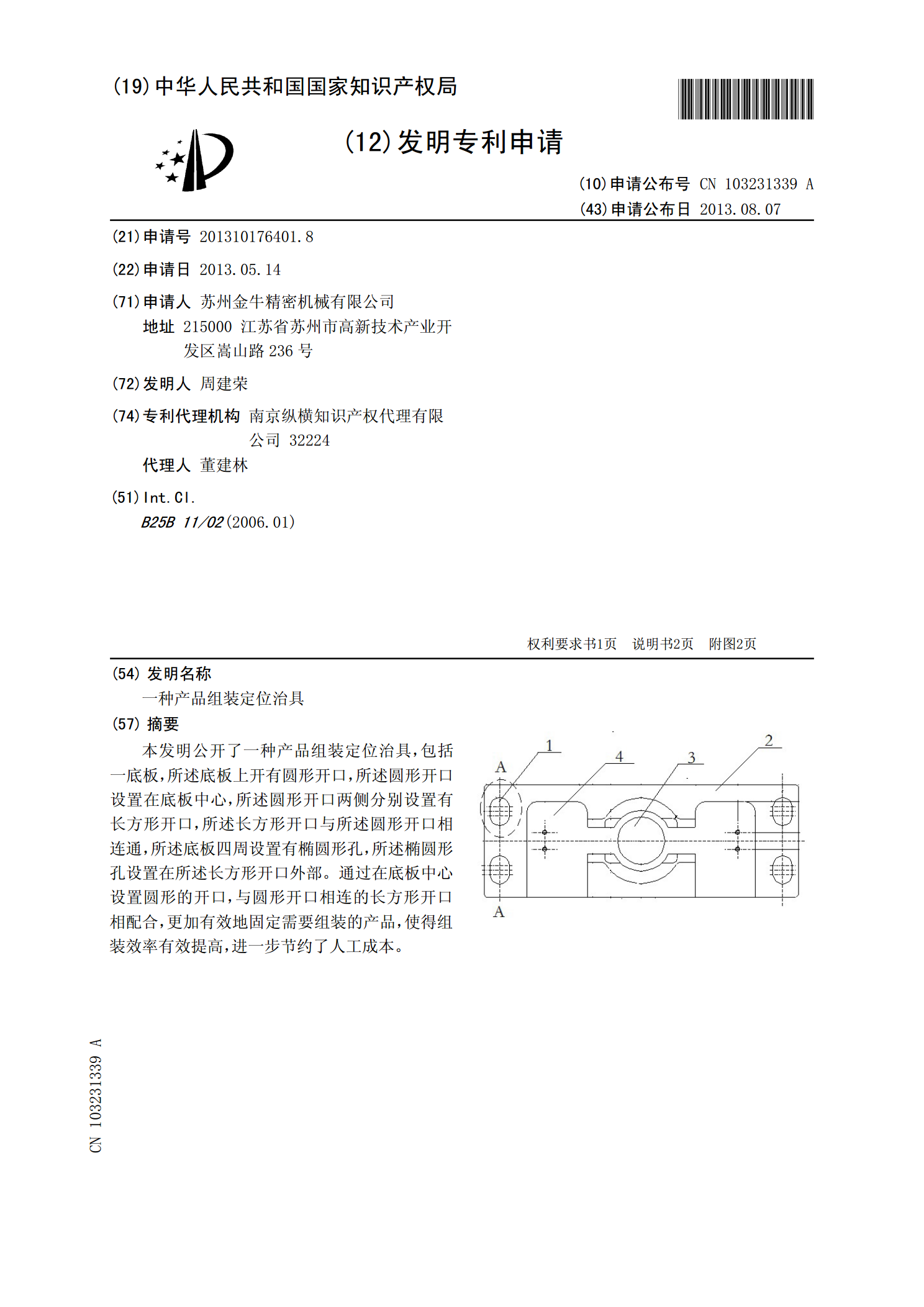
本发明公开了一种产品组装定位治具,包括一底板,所述底板上开有圆形开口,所述圆形开口设置在底板中心,所述圆形开口两侧分别设置有长方形开口,所述长方形开口与所述圆形开口相连通,所述底板四周设置有椭圆形孔,所述椭圆形孔设置在所述长方形开口外部。通过在底板中心设置圆形的开口,与圆形开口相连的长方形开口相配合,更加有效地固定需要组装的产品,使得组装效率有效提高,进一步节约了人工成本。
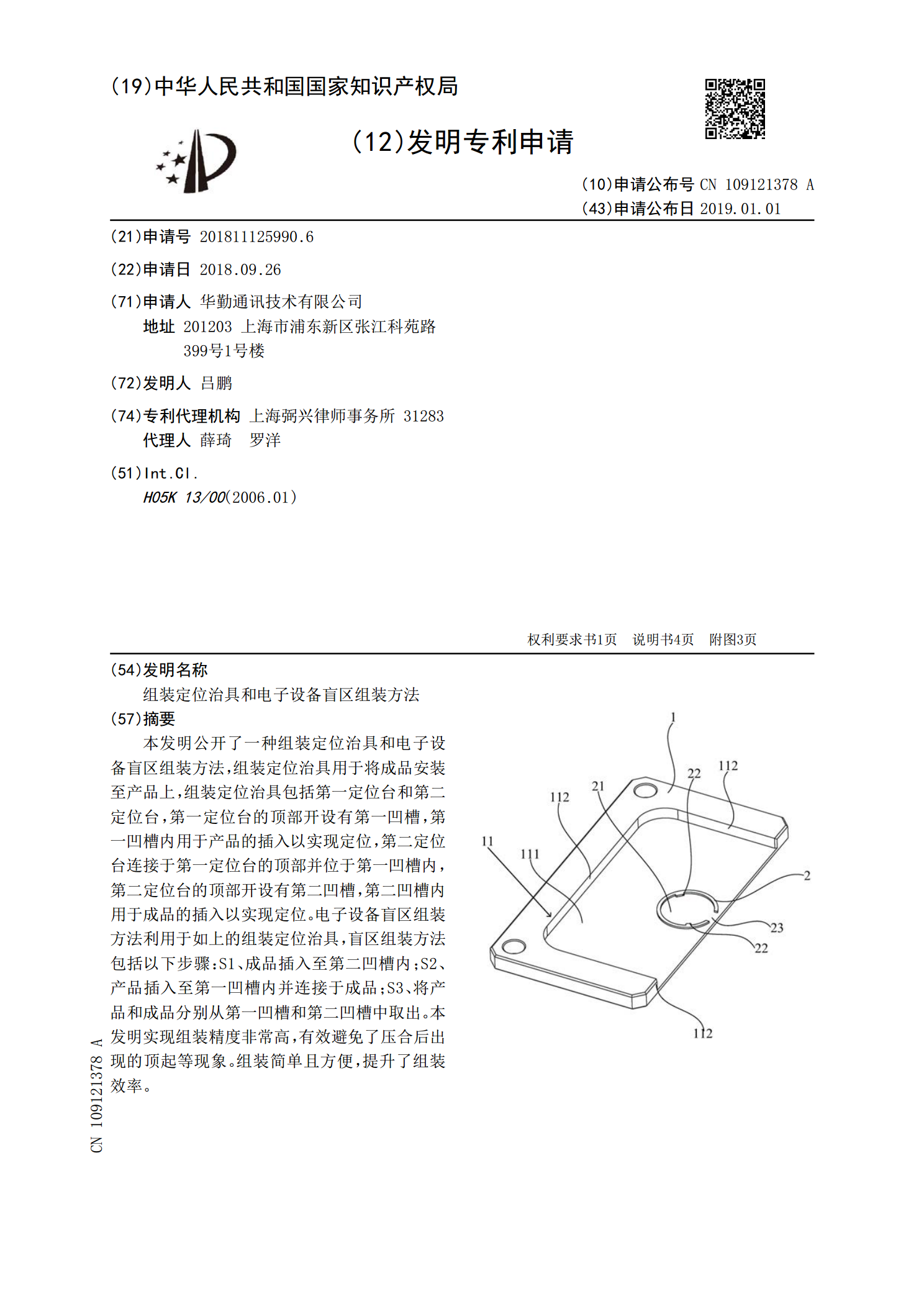
组装定位治具和电子设备盲区组装方法.pdf
本发明公开了一种组装定位治具和电子设备盲区组装方法,组装定位治具用于将成品安装至产品上,组装定位治具包括第一定位台和第二定位台,第一定位台的顶部开设有第一凹槽,第一凹槽内用于产品的插入以实现定位,第二定位台连接于第一定位台的顶部并位于第一凹槽内,第二定位台的顶部开设有第二凹槽,第二凹槽内用于成品的插入以实现定位。电子设备盲区组装方法利用于如上的组装定位治具,盲区组装方法包括以下步骤:S1、成品插入至第二凹槽内;S2、产品插入至第一凹槽内并连接于成品;S3、将产品和成品分别从第一凹槽和第二凹槽中取出。本发明

板材激光切割设备及其激光切割治具.pdf
一种板材激光切割治具,包括:基板,基板的上表面包括切割区域和非切割区域,切割区域内开设切缝,用于激光通过,切缝的宽度为1.5-2mm,非切割区域上开设槽和/或沉孔;磁铁,放置于槽和/或沉孔内;及导磁件,放置于磁铁上方,导磁件与磁铁之间用于固定和压平待切割的板材。本发明通过磁铁配合导磁件将要切割的板材平整的固定在基板上,从而解决因板材不平整容易导致的切割翻边、发黑、影响切割精度的问题。另外,激光通过的切缝宽度为1.5-2mm,采用此宽度的切缝一方面避免烟尘残留,另一方面能够让切缝附近的热量及时散发出去,解决
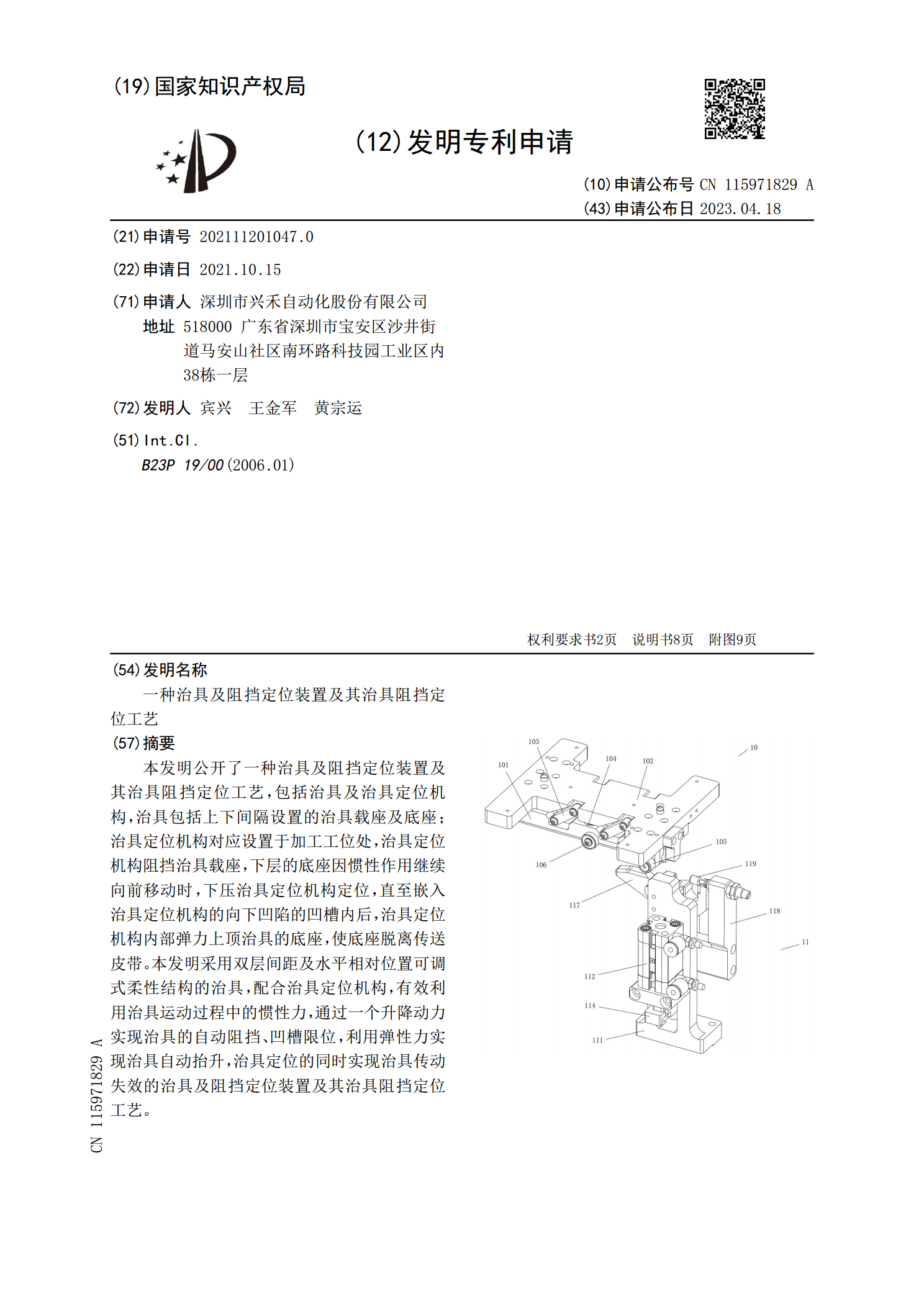
一种治具及阻挡定位装置及其治具阻挡定位工艺.pdf
本发明公开了一种治具及阻挡定位装置及其治具阻挡定位工艺,包括治具及治具定位机构,治具包括上下间隔设置的治具载座及底座;治具定位机构对应设置于加工工位处,治具定位机构阻挡治具载座,下层的底座因惯性作用继续向前移动时,下压治具定位机构定位,直至嵌入治具定位机构的向下凹陷的凹槽内后,治具定位机构内部弹力上顶治具的底座,使底座脱离传送皮带。本发明采用双层间距及水平相对位置可调式柔性结构的治具,配合治具定位机构,有效利用治具运动过程中的惯性力,通过一个升降动力实现治具的自动阻挡、凹槽限位,利用弹性力实现治具自动抬升