
一种TA10钛合金热连轧板卷及其酸洗工艺.pdf

雨巷****凝海


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种TA10钛合金热连轧板卷及其酸洗工艺.pdf
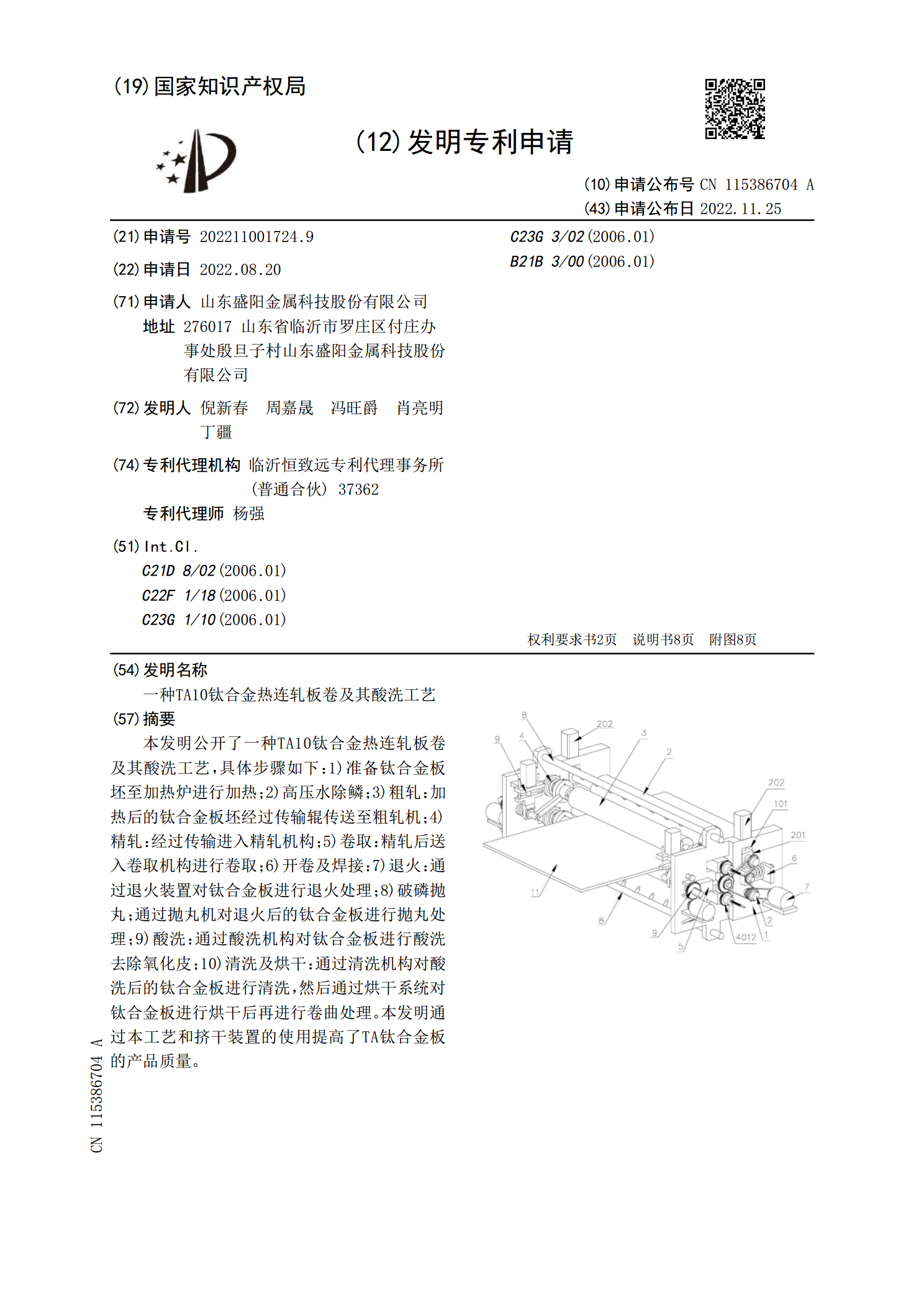
本发明公开了一种TA10钛合金热连轧板卷及其酸洗工艺,具体步骤如下:1)准备钛合金板坯至加热炉进行加热;2)高压水除鳞;3)粗轧:加热后的钛合金板坯经过传输辊传送至粗轧机;4)精轧:经过传输进入精轧机构;5)卷取:精轧后送入卷取机构进行卷取;6)开卷及焊接:7)退火:通过退火装置对钛合金板进行退火处理;8)破磷抛丸;通过抛丸机对退火后的钛合金板进行抛丸处理;9)酸洗:通过酸洗机构对钛合金板进行酸洗去除氧化皮;10)清洗及烘干:通过清洗机构对酸洗后的钛合金板进行清洗,然后通过烘干系统对钛合金板进行烘干后再进

一种TA18钛合金热连轧板卷及其酸洗工艺.pdf
本发明公开了一种TA18钛合金热连轧板卷及其酸洗工艺,化学成分重量百分比为:Al3.0‑4.0%,V1.5~3.0%,Fe≤0.25%,C≤0.08%,N≤0.015%,O≤0.12%,H≤0.015%,Si≤0.1%,余量为Ti元素;其工艺步骤如下:1)准备上述组分的原材料至加热炉进行加热;2)粗轧及对中;3)精轧;4)卷取:精轧后送入卷取机构进行卷取;5)开卷焊接:通过焊接机构将相邻两组钛合金板进行焊接固定,便于钛合金板整体酸洗;6)退火:通过退火机构对钛合金板进行退火处理,然后进行水冷;7)破磷抛

一种N06600铁镍基合金热连轧板卷及其酸洗工艺.pdf
本发明公开了一种N06600铁镍基合金热连轧板卷及其酸洗工艺,其特征在于化学成分重量百分比为:C≤0.04%,Mn≤1.3%,Ni≤21%,N≤0.06%,Si≤0.45%,Cr≤28%,Cu≤0.085%,P≤0.03%,S≤0.0015%,Al≤0.05%;余量为Fe元素和不可避免的杂质;其工艺步骤如下:1)准备上述组分原料至加热炉进行加热,板坯厚度为220‑240mm;2)粗轧:加热后的板坯经过传输辊传送至粗轧机;3)精轧:经过传输进入精轧机构;4)卷取:精轧后送入卷取机构进行卷取;5)开卷及焊接;
热连轧钛合金板的生产方法.pdf
本发明涉及一种热连轧钛合金板的生产方法,属于钛合金板的轧制工艺技术领域。本发明打破了固有钛‑钢交叉轧制的特点,采用两座加热炉装钛模式,实现了热连轧钢生产线批量轧制钛合金,缩短了轧制时间,由原来的20小时缩短到10小时。最关键性的效果是,创造性地解决精轧机工作辊更换后钛合金头部跑偏扣翘头的技术难题,实现了生产的顺行和技术的突破。本发明只改变了轧制工艺,操作方便、快捷,基本不需投入成本。不需要来回的切换轧制模式,这样提高钛板的轧制节奏,缩短了钛板生产前的准备时间和轧制时间,提高了作业率,起到了小改动解决大问题
一种825铁镍基合金热连轧板卷及其制备工艺.pdf
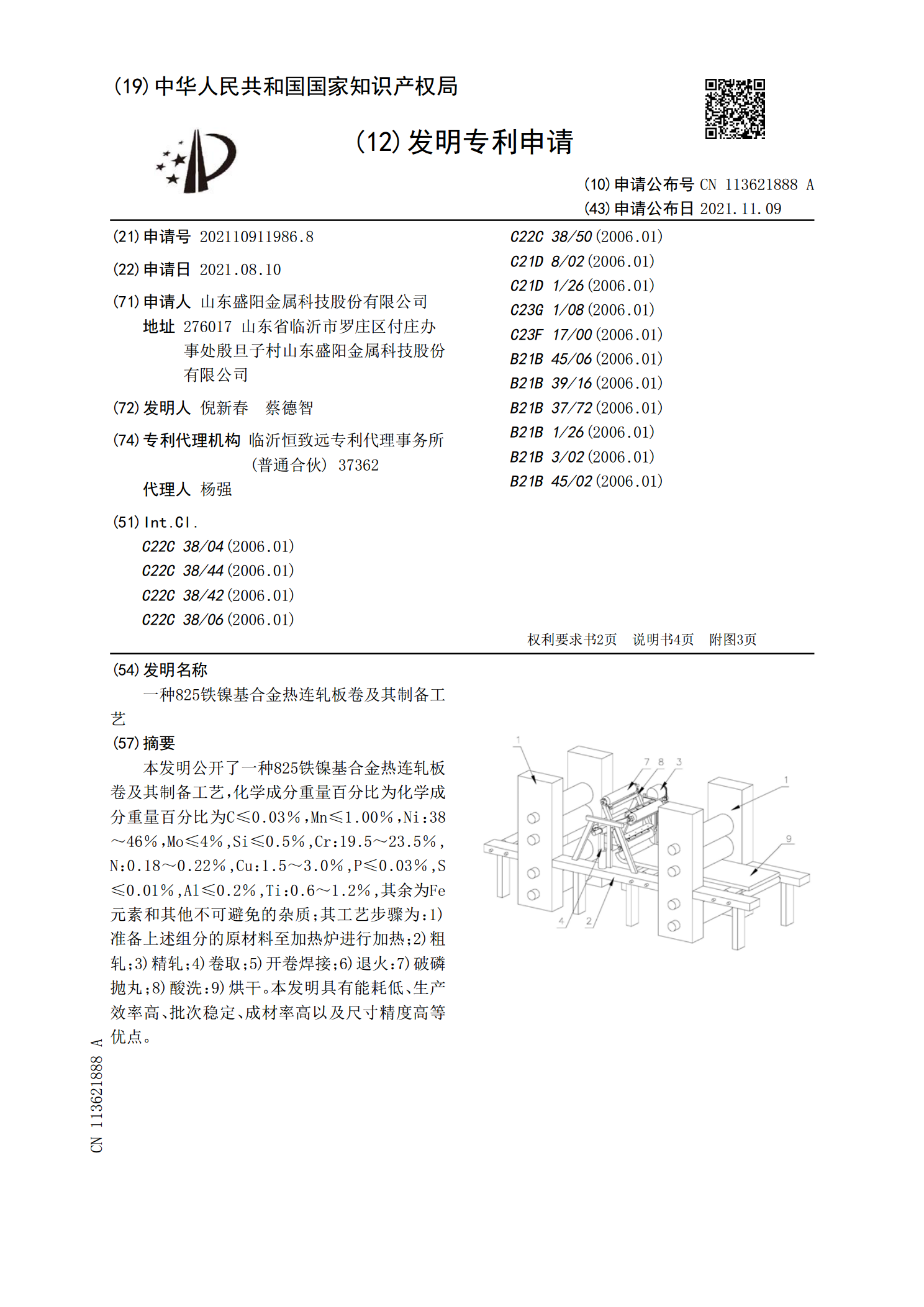
本发明公开了一种825铁镍基合金热连轧板卷及其制备工艺,化学成分重量百分比为化学成分重量百分比为C≤0.03%,Mn≤1.00%,Ni:38~46%,Mo≤4%,Si≤0.5%,Cr:19.5~23.5%,N:0.18~0.22%,Cu:1.5~3.0%,P≤0.03%,S≤0.01%,Al≤0.2%,Ti:0.6~1.2%,其余为Fe元素和其他不可避免的杂质;其工艺步骤为:1)准备上述组分的原材料至加热炉进行加热;2)粗轧;3)精轧;4)卷取;5)开卷焊接;6)退火:7)破磷抛丸;8)酸洗:9)烘干。本