
一种N06600铁镍基合金热连轧板卷及其酸洗工艺.pdf

志玉****爱啊


1/6

2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种N06600铁镍基合金热连轧板卷及其酸洗工艺.pdf
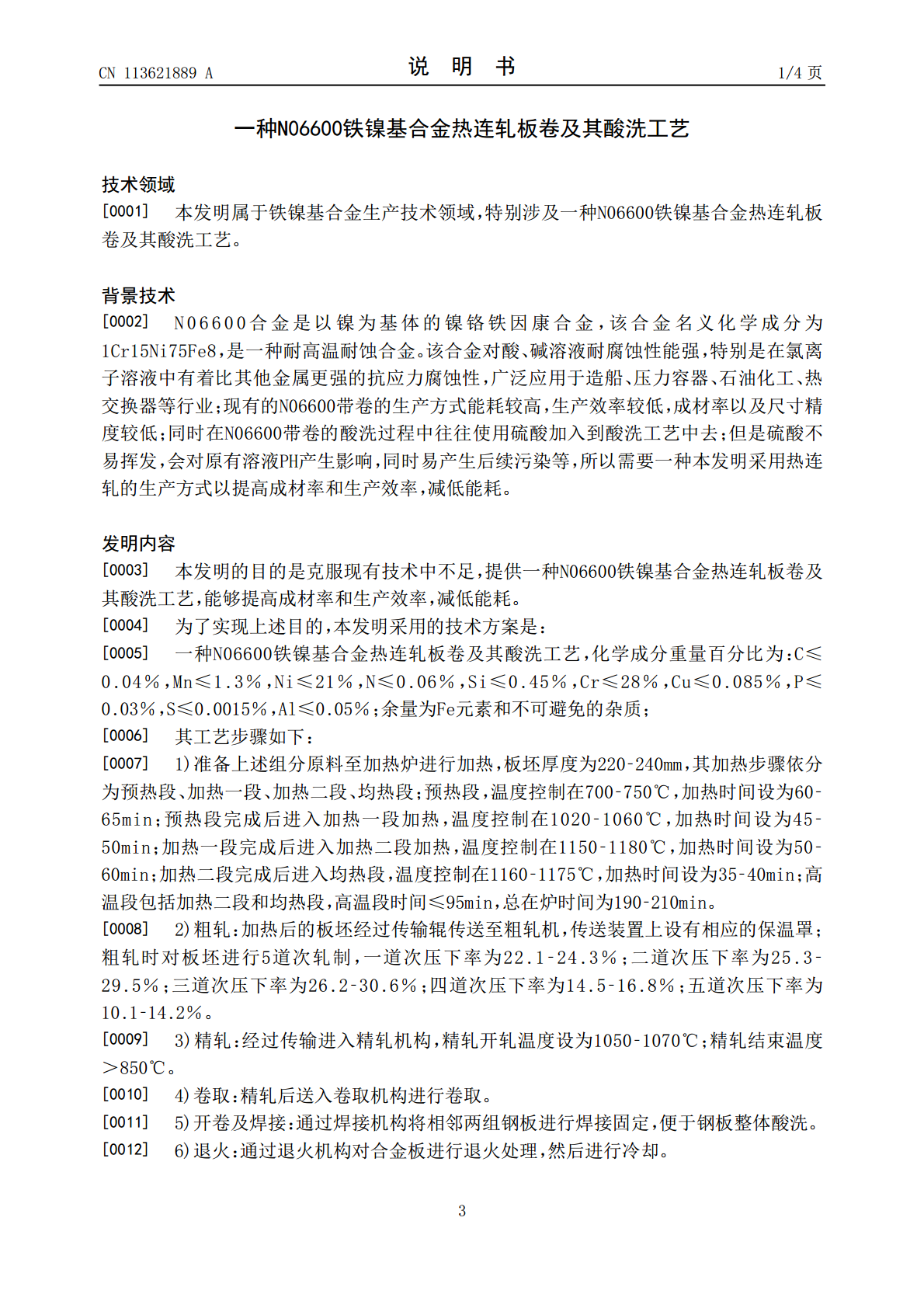
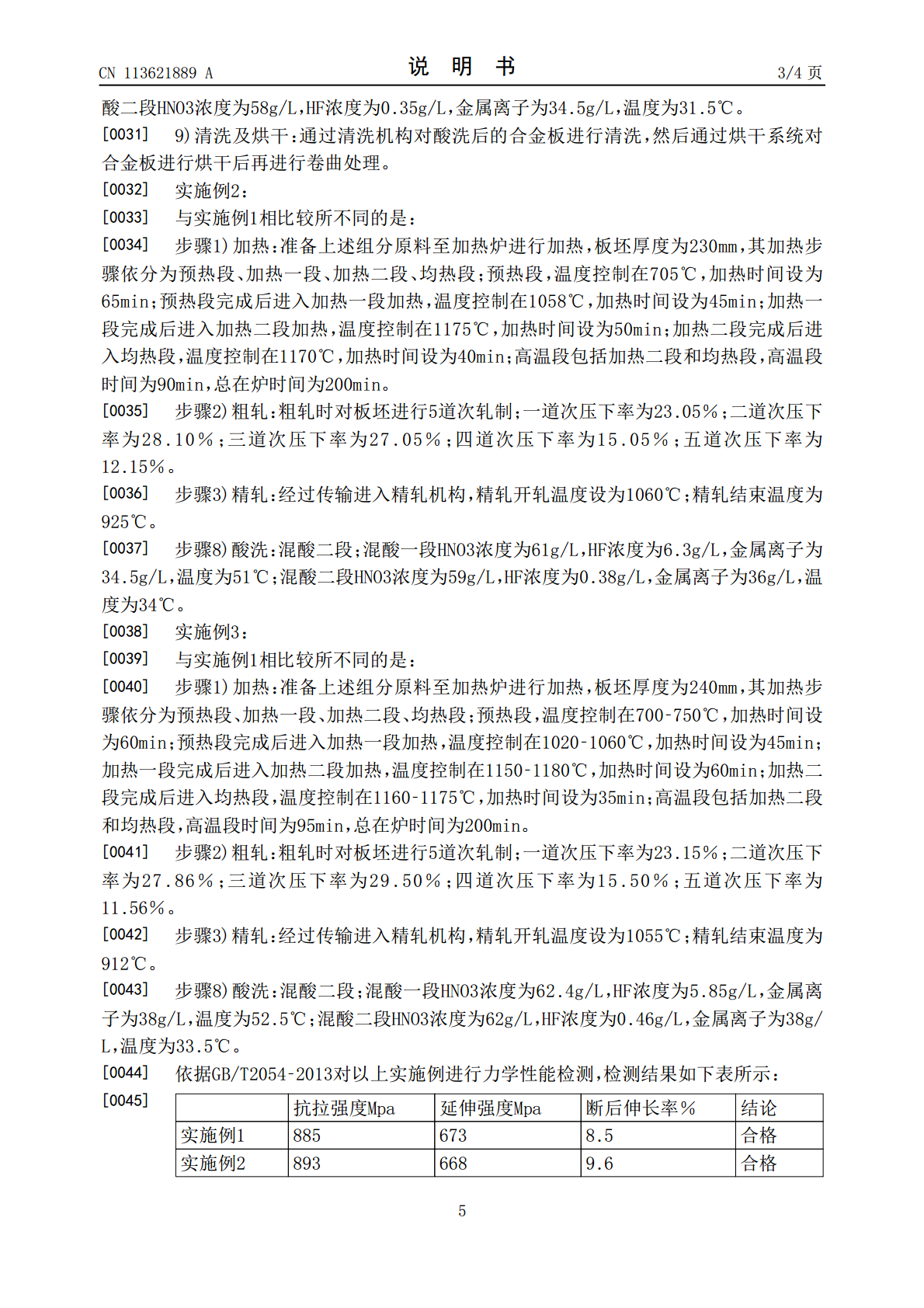
本发明公开了一种N06600铁镍基合金热连轧板卷及其酸洗工艺,其特征在于化学成分重量百分比为:C≤0.04%,Mn≤1.3%,Ni≤21%,N≤0.06%,Si≤0.45%,Cr≤28%,Cu≤0.085%,P≤0.03%,S≤0.0015%,Al≤0.05%;余量为Fe元素和不可避免的杂质;其工艺步骤如下:1)准备上述组分原料至加热炉进行加热,板坯厚度为220‑240mm;2)粗轧:加热后的板坯经过传输辊传送至粗轧机;3)精轧:经过传输进入精轧机构;4)卷取:精轧后送入卷取机构进行卷取;5)开卷及焊接;
一种825铁镍基合金热连轧板卷及其制备工艺.pdf
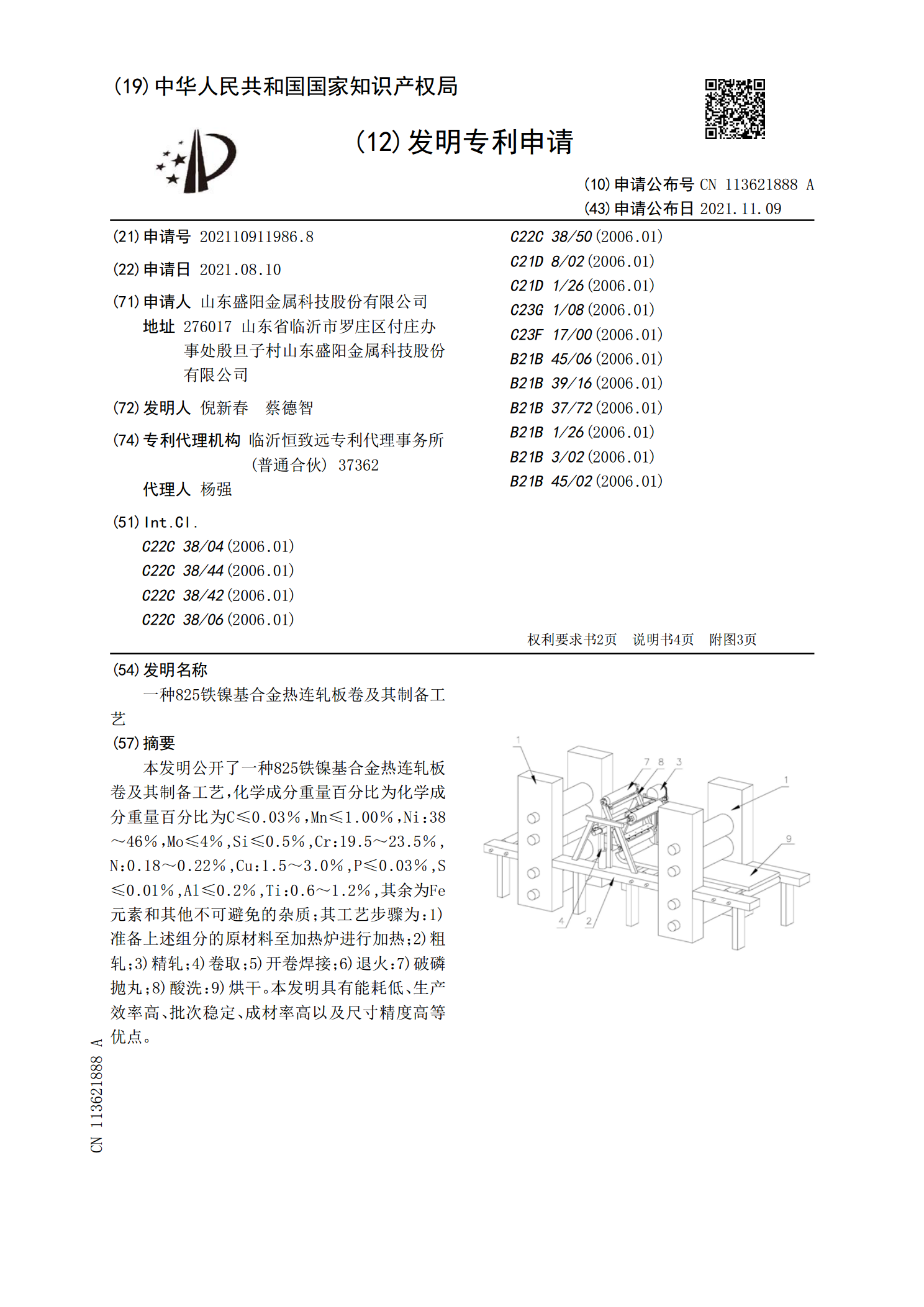
本发明公开了一种825铁镍基合金热连轧板卷及其制备工艺,化学成分重量百分比为化学成分重量百分比为C≤0.03%,Mn≤1.00%,Ni:38~46%,Mo≤4%,Si≤0.5%,Cr:19.5~23.5%,N:0.18~0.22%,Cu:1.5~3.0%,P≤0.03%,S≤0.01%,Al≤0.2%,Ti:0.6~1.2%,其余为Fe元素和其他不可避免的杂质;其工艺步骤为:1)准备上述组分的原材料至加热炉进行加热;2)粗轧;3)精轧;4)卷取;5)开卷焊接;6)退火:7)破磷抛丸;8)酸洗:9)烘干。本

一种840Mo铁镍基合金热连轧板卷及其生产工艺.pdf
本发明公开了一种840Mo铁镍基合金热连轧板卷及其生产工艺,化学成分重量百分比为:C≤0.04%,Mn≤0.65%,Ni≤21%,Mo≤1.1%,Si≤0.45%,Cr≤22.5%,Al≤0.33%,P≤0.025%,S≤0.0015%;Ti≤0.22%,余量为Fe元素和不可避免的杂质;其工艺步骤如下:1)准备上述组分至加热炉进行加热,其加热步骤分为预热段、加热一段、加热二段、均热段,板坯厚度为200‑220mm;2)粗轧;3)精轧;4)卷取;5)开卷及焊接;6)退火;7)破磷抛丸;8)酸洗:酸洗工艺设有

一种TA18钛合金热连轧板卷及其酸洗工艺.pdf
本发明公开了一种TA18钛合金热连轧板卷及其酸洗工艺,化学成分重量百分比为:Al3.0‑4.0%,V1.5~3.0%,Fe≤0.25%,C≤0.08%,N≤0.015%,O≤0.12%,H≤0.015%,Si≤0.1%,余量为Ti元素;其工艺步骤如下:1)准备上述组分的原材料至加热炉进行加热;2)粗轧及对中;3)精轧;4)卷取:精轧后送入卷取机构进行卷取;5)开卷焊接:通过焊接机构将相邻两组钛合金板进行焊接固定,便于钛合金板整体酸洗;6)退火:通过退火机构对钛合金板进行退火处理,然后进行水冷;7)破磷抛
一种TA10钛合金热连轧板卷及其酸洗工艺.pdf
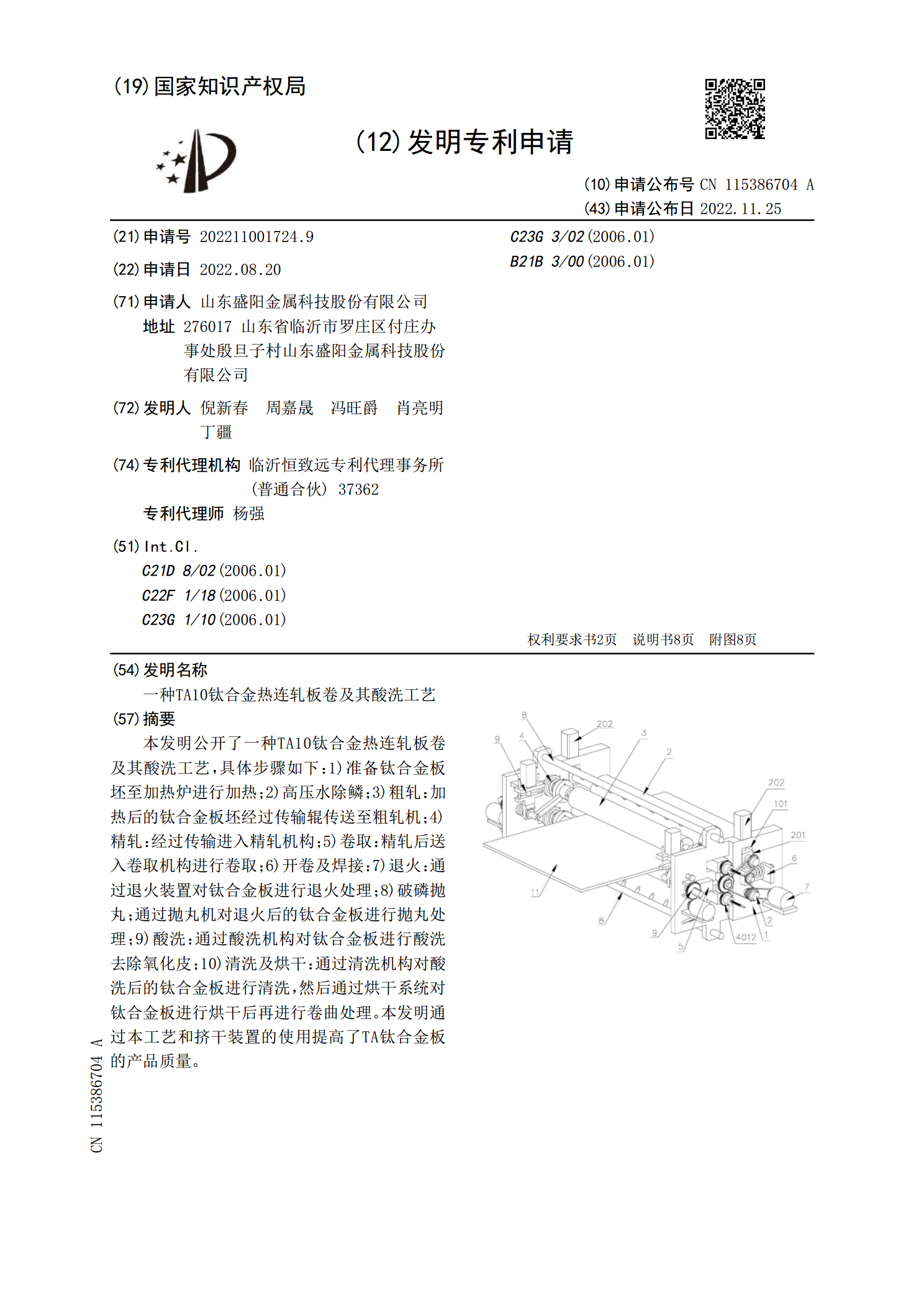
本发明公开了一种TA10钛合金热连轧板卷及其酸洗工艺,具体步骤如下:1)准备钛合金板坯至加热炉进行加热;2)高压水除鳞;3)粗轧:加热后的钛合金板坯经过传输辊传送至粗轧机;4)精轧:经过传输进入精轧机构;5)卷取:精轧后送入卷取机构进行卷取;6)开卷及焊接:7)退火:通过退火装置对钛合金板进行退火处理;8)破磷抛丸;通过抛丸机对退火后的钛合金板进行抛丸处理;9)酸洗:通过酸洗机构对钛合金板进行酸洗去除氧化皮;10)清洗及烘干:通过清洗机构对酸洗后的钛合金板进行清洗,然后通过烘干系统对钛合金板进行烘干后再进