
一种除霜风道的焊接工装.pdf

骊蓉****23

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种除霜风道的焊接工装.pdf
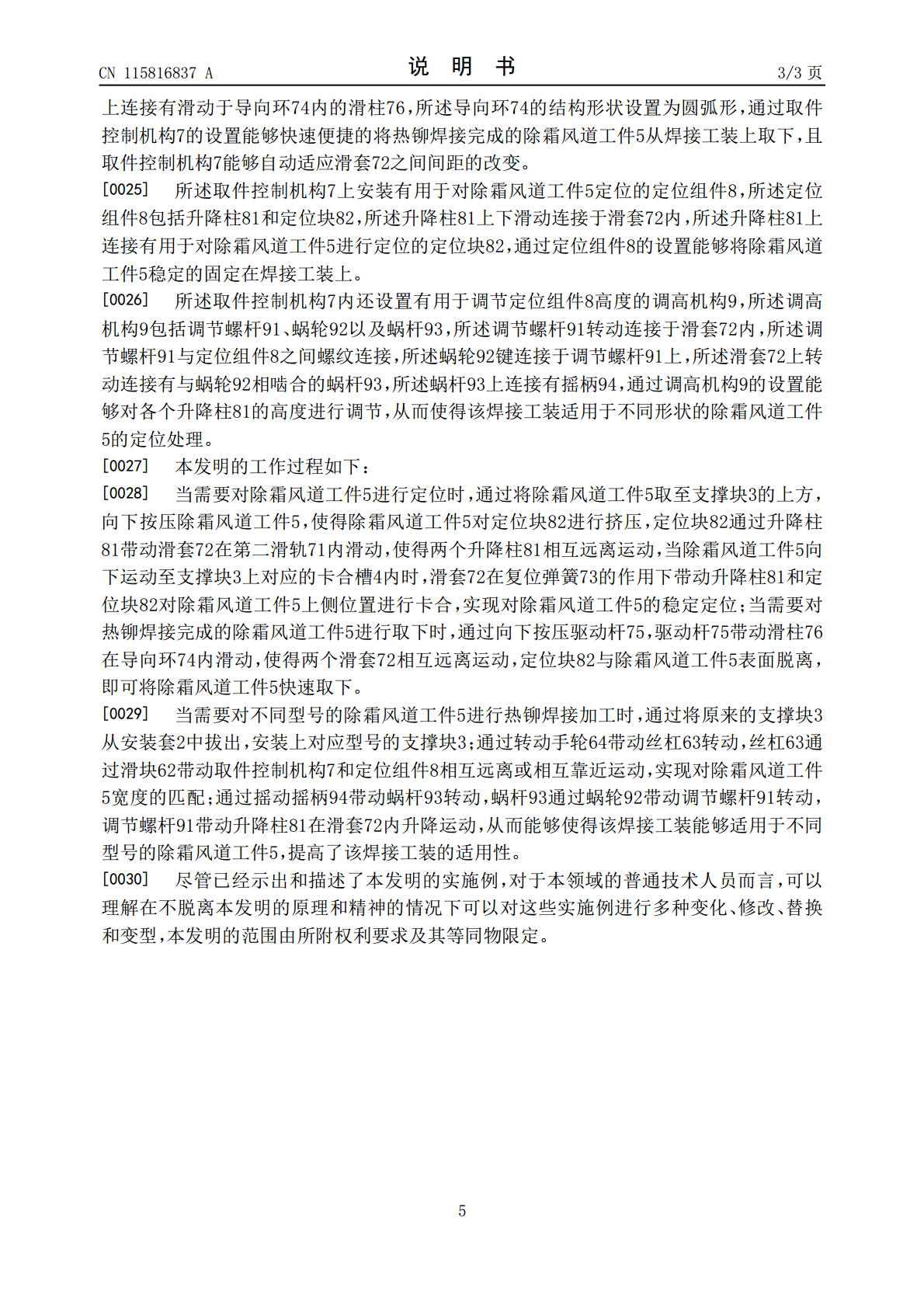
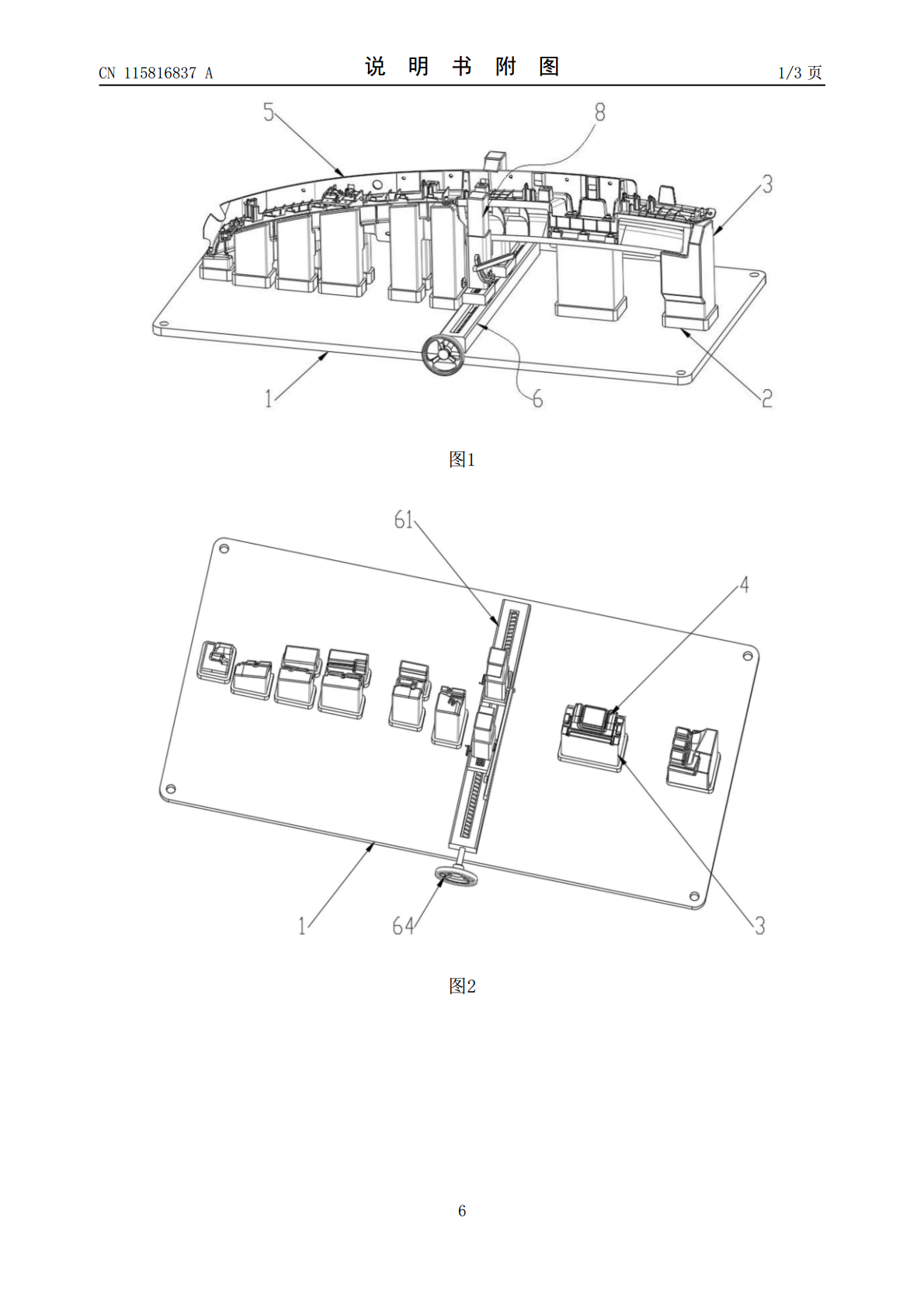
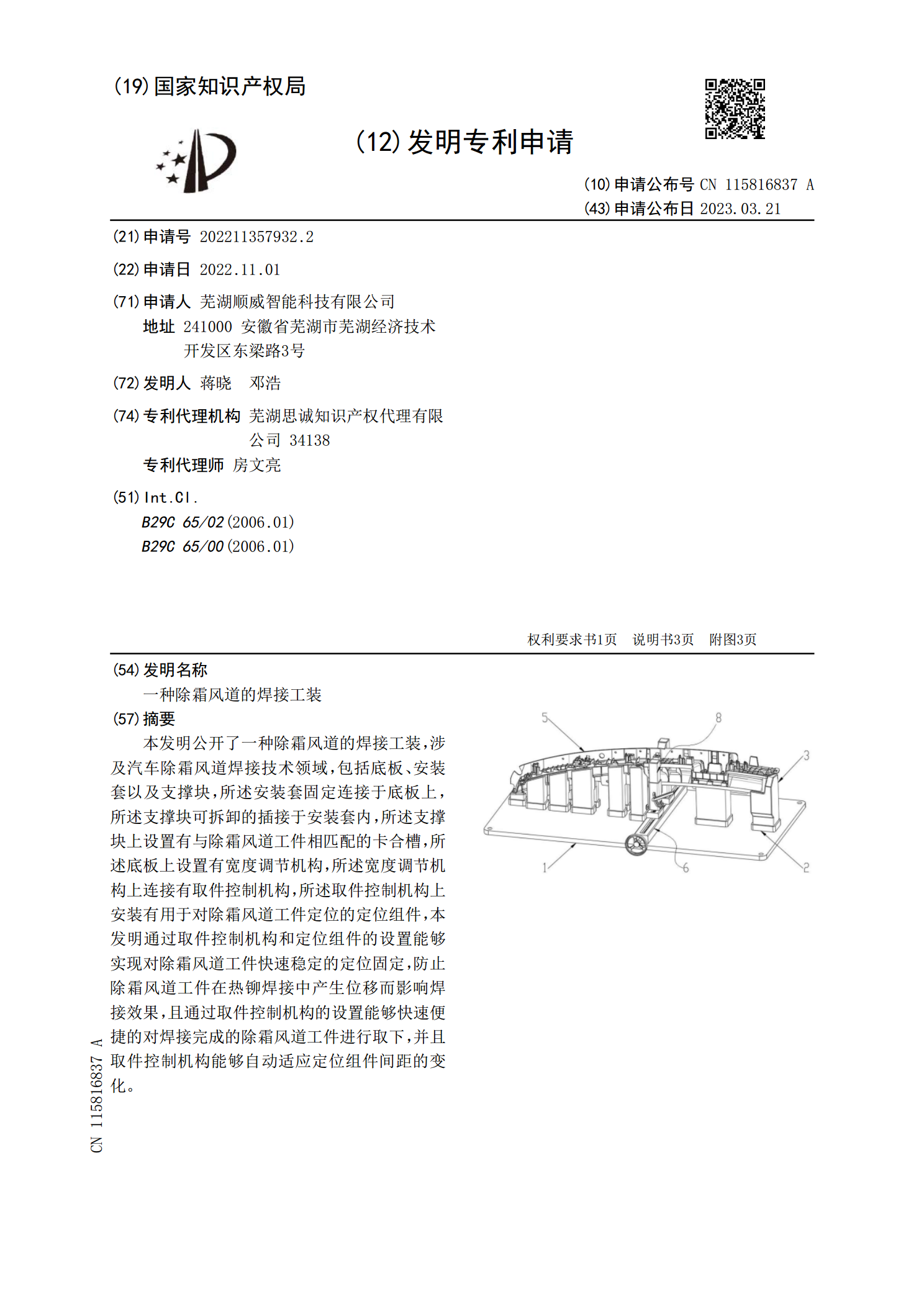
本发明公开了一种除霜风道的焊接工装,涉及汽车除霜风道焊接技术领域,包括底板、安装套以及支撑块,所述安装套固定连接于底板上,所述支撑块可拆卸的插接于安装套内,所述支撑块上设置有与除霜风道工件相匹配的卡合槽,所述底板上设置有宽度调节机构,所述宽度调节机构上连接有取件控制机构,所述取件控制机构上安装有用于对除霜风道工件定位的定位组件,本发明通过取件控制机构和定位组件的设置能够实现对除霜风道工件快速稳定的定位固定,防止除霜风道工件在热铆焊接中产生位移而影响焊接效果,且通过取件控制机构的设置能够快速便捷的对焊接完成
大型超声波除霜风道与仪表板密封焊接工艺.pdf
本发明公开了大型超声波除霜风道与仪表板密封焊接工艺,包括以下步骤:1)上料;2)仪表板本体压制成型;3)除霜风道压制成型;4)预热;5)仪表板本体与除霜风道焊接;6)冷却;7)焊缝处理;采用本发明的工艺在焊接除霜风道中采用PLC电脑控制系统,安全无误动作,高精密度焊接、速度快效率高,内置保护系统,焊接安全、稳定;并且本发明采用的大型超声波焊接技术,利用焊接交界面处声阻突然变大,产生局部高温,将除霜风道牢靠的焊接在仪表板本体上,整个过程完全自动化控无需胶水和螺栓即完成仪表板和除霜风道的合一;而且本发明严格控
隐藏式除霜风道结构及汽车.pdf
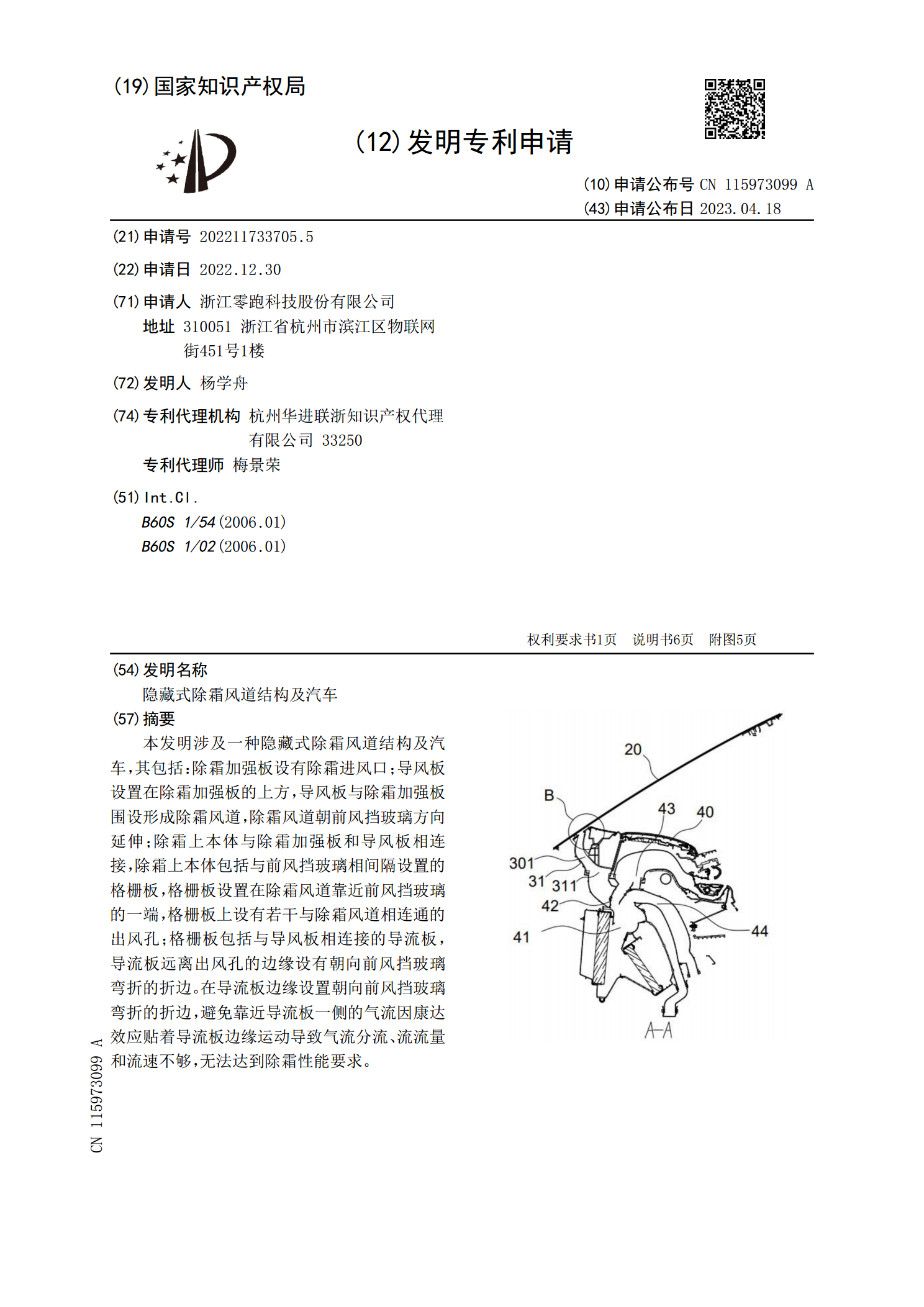
本发明涉及一种隐藏式除霜风道结构及汽车,其包括:除霜加强板设有除霜进风口;导风板设置在除霜加强板的上方,导风板与除霜加强板围设形成除霜风道,除霜风道朝前风挡玻璃方向延伸;除霜上本体与除霜加强板和导风板相连接,除霜上本体包括与前风挡玻璃相间隔设置的格栅板,格栅板设置在除霜风道靠近前风挡玻璃的一端,格栅板上设有若干与除霜风道相连通的出风孔;格栅板包括与导风板相连接的导流板,导流板远离出风孔的边缘设有朝向前风挡玻璃弯折的折边。在导流板边缘设置朝向前风挡玻璃弯折的折边,避免靠近导流板一侧的气流因康达效应贴着导流板
一种便于焊接的焊接工装.pdf
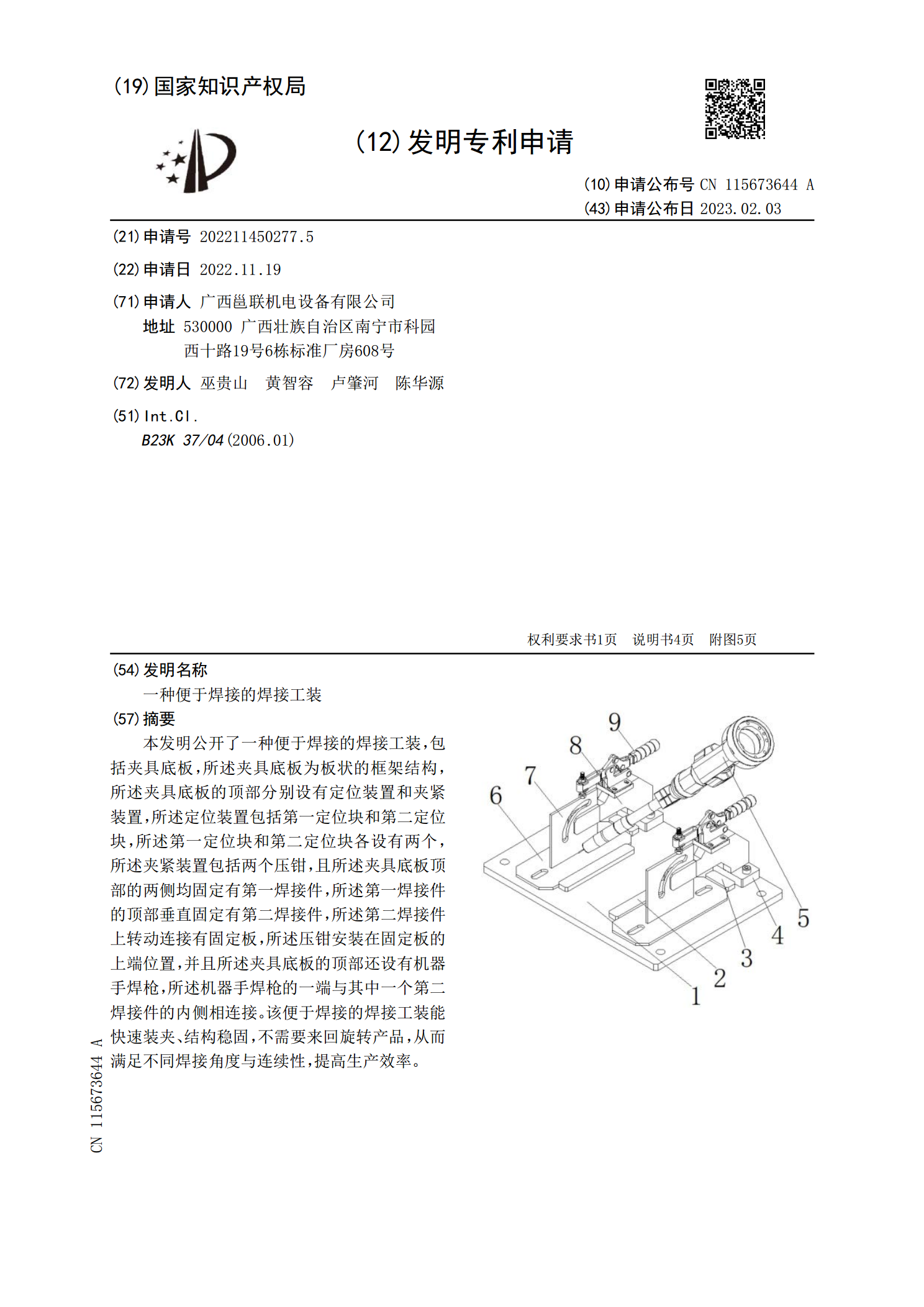
本发明公开了一种便于焊接的焊接工装,包括夹具底板,所述夹具底板为板状的框架结构,所述夹具底板的顶部分别设有定位装置和夹紧装置,所述定位装置包括第一定位块和第二定位块,所述第一定位块和第二定位块各设有两个,所述夹紧装置包括两个压钳,且所述夹具底板顶部的两侧均固定有第一焊接件,所述第一焊接件的顶部垂直固定有第二焊接件,所述第二焊接件上转动连接有固定板,所述压钳安装在固定板的上端位置,并且所述夹具底板的顶部还设有机器手焊枪,所述机器手焊枪的一端与其中一个第二焊接件的内侧相连接。该便于焊接的焊接工装能快速装夹、结
一种冰箱风道的辅助组装工装.pdf
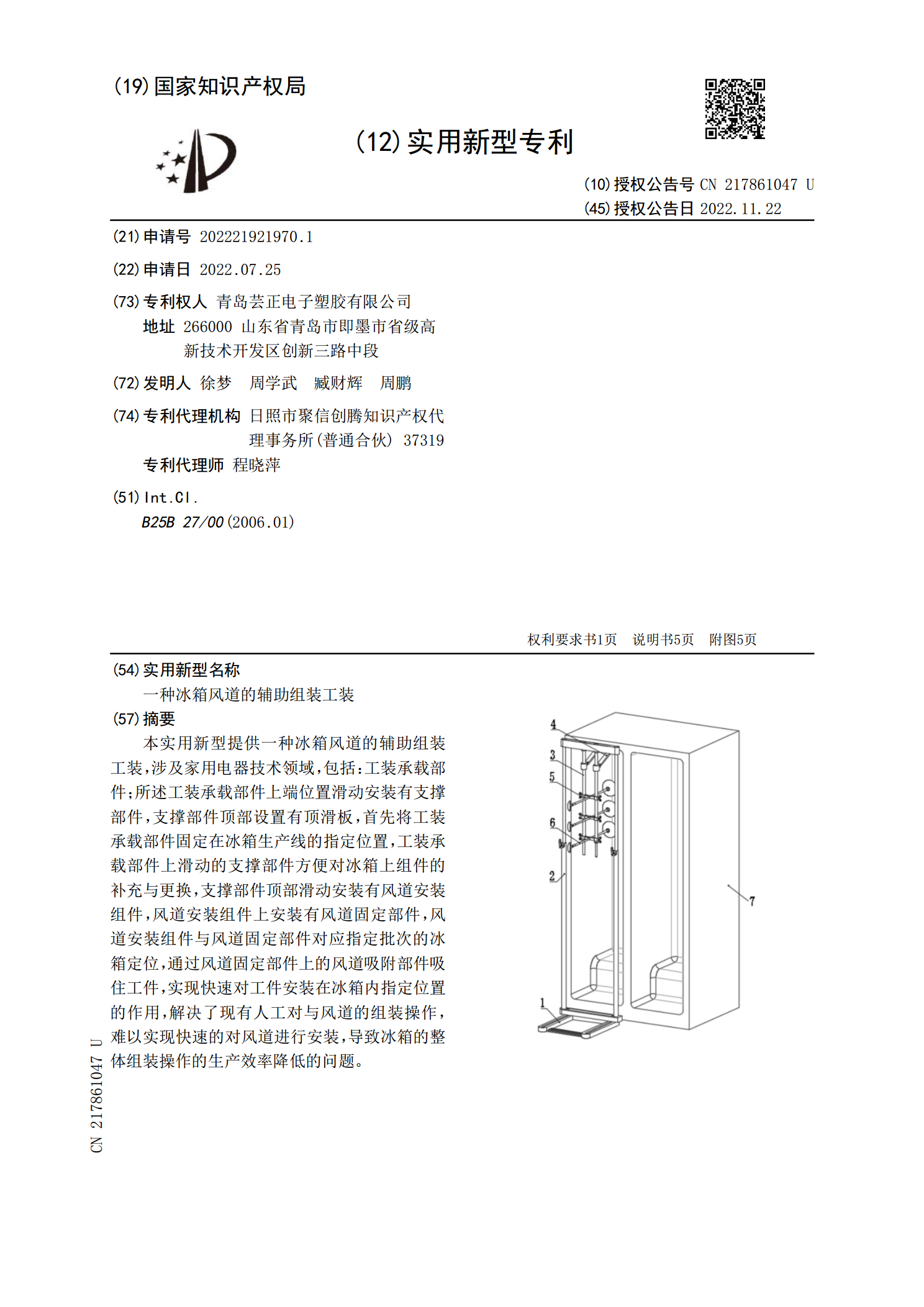
本实用新型提供一种冰箱风道的辅助组装工装,涉及家用电器技术领域,包括:工装承载部件;所述工装承载部件上端位置滑动安装有支撑部件,支撑部件顶部设置有顶滑板,首先将工装承载部件固定在冰箱生产线的指定位置,工装承载部件上滑动的支撑部件方便对冰箱上组件的补充与更换,支撑部件顶部滑动安装有风道安装组件,风道安装组件上安装有风道固定部件,风道安装组件与风道固定部件对应指定批次的冰箱定位,通过风道固定部件上的风道吸附部件吸住工件,实现快速对工件安装在冰箱内指定位置的作用,解决了现有人工对与风道的组装操作,难以实现快速的