
大型超声波除霜风道与仪表板密封焊接工艺.pdf

是你****平呀


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型超声波除霜风道与仪表板密封焊接工艺.pdf
本发明公开了大型超声波除霜风道与仪表板密封焊接工艺,包括以下步骤:1)上料;2)仪表板本体压制成型;3)除霜风道压制成型;4)预热;5)仪表板本体与除霜风道焊接;6)冷却;7)焊缝处理;采用本发明的工艺在焊接除霜风道中采用PLC电脑控制系统,安全无误动作,高精密度焊接、速度快效率高,内置保护系统,焊接安全、稳定;并且本发明采用的大型超声波焊接技术,利用焊接交界面处声阻突然变大,产生局部高温,将除霜风道牢靠的焊接在仪表板本体上,整个过程完全自动化控无需胶水和螺栓即完成仪表板和除霜风道的合一;而且本发明严格控

PATACHVACBP仪表板蒙皮到除霜风道间隙优质资料.doc
PATAC-HVAC-BP仪表板蒙皮到除霜风道间隙优质资料(可以直接使用,可编辑优质资料,欢迎下载)PATAC-HVAC-BP-134321.079仪表板蒙皮到除霜风道间隙摘要:此最佳实践介绍了如何定义仪表板蒙皮上的除霜开口,以满足除霜风道的设计要求。版本信息初次发布创建日期2007年9月10日版本号1.0版本状态提交日期批准日期旧版本信息摘要创建日期版本号版本状态提交日期批准日期2.描述仪表板到仪表板蒙皮之间必须保持足够的间隙以满足除霜风道对气流的约束要求。即使微小的气流扰动也有可能极大的影响除霜范围。
一种除霜风道的焊接工装.pdf
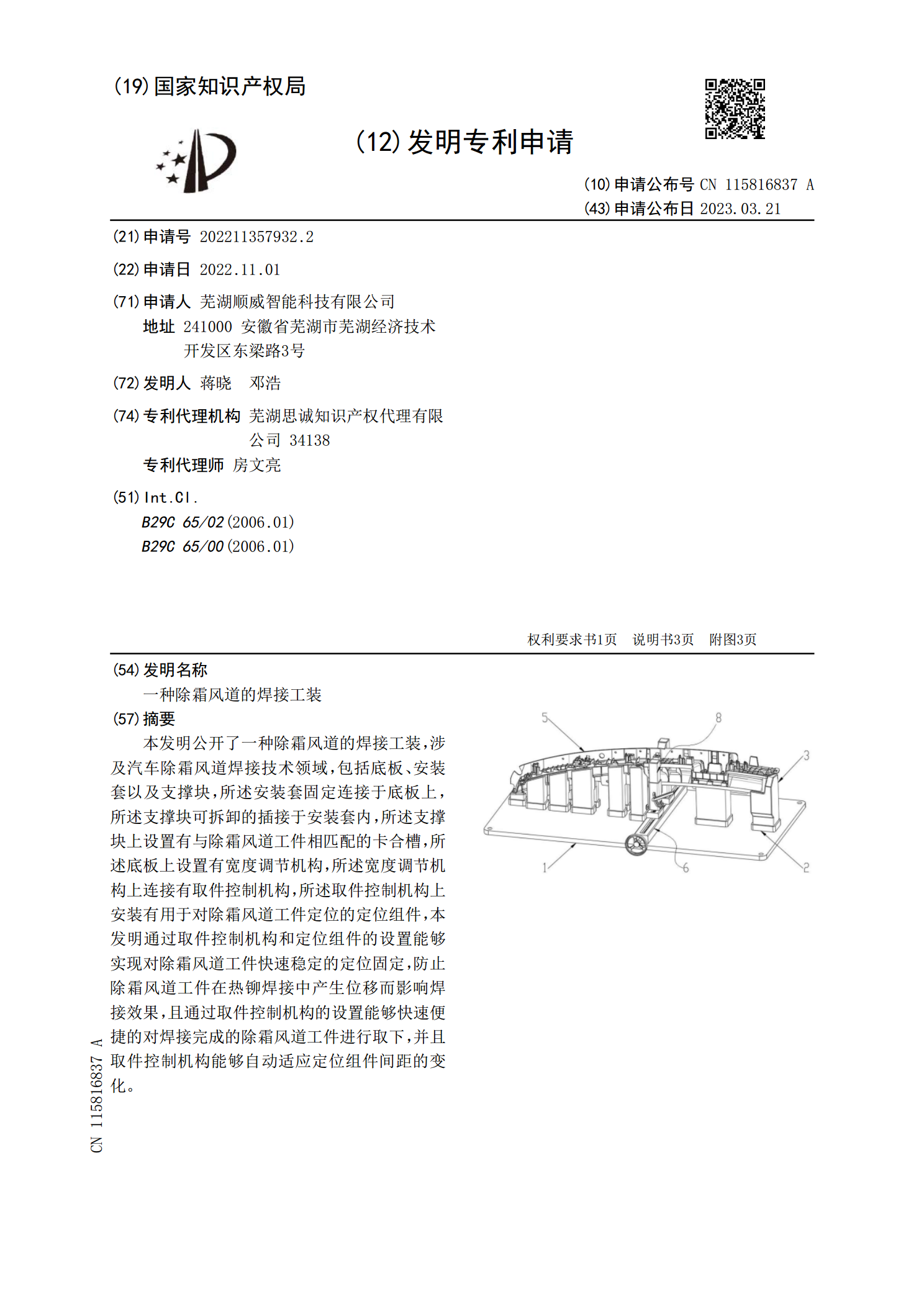
本发明公开了一种除霜风道的焊接工装,涉及汽车除霜风道焊接技术领域,包括底板、安装套以及支撑块,所述安装套固定连接于底板上,所述支撑块可拆卸的插接于安装套内,所述支撑块上设置有与除霜风道工件相匹配的卡合槽,所述底板上设置有宽度调节机构,所述宽度调节机构上连接有取件控制机构,所述取件控制机构上安装有用于对除霜风道工件定位的定位组件,本发明通过取件控制机构和定位组件的设置能够实现对除霜风道工件快速稳定的定位固定,防止除霜风道工件在热铆焊接中产生位移而影响焊接效果,且通过取件控制机构的设置能够快速便捷的对焊接完成

超声波塑料焊接工艺.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:超声波塑料焊接工艺超声波焊是一种快捷干净有效的装配工艺用来装配处理热塑性塑料配件及一些合成构件的方法。目前被运用的朔胶制品与之间的粘结朔胶制品与金属配件的粘结及其它非朔胶材料之间的粘结!它取代了溶剂粘胶机械坚固及其它的粘接工艺是一种先进的装配技术!超声波焊接不但有连接装配功能而且具有防潮、防水的密封效果。超声波的优点:1节能2无需装备散烟散热的通风装置3成本低效率高4容易实现自动化生产

超声波焊接工艺标准.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:广东新宝电器股份有限公司作业指导书文件名称:超声波焊接工艺标准文件编号:71-02-WI-003生效日期:2011年06月15日版本号:A适用范围:所有超声波熔接作业受控正本受控副本编制:彭志云