
一种用于薄壁零件加工的支撑装置.pdf

骊蓉****23


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于薄壁零件加工的支撑装置.pdf
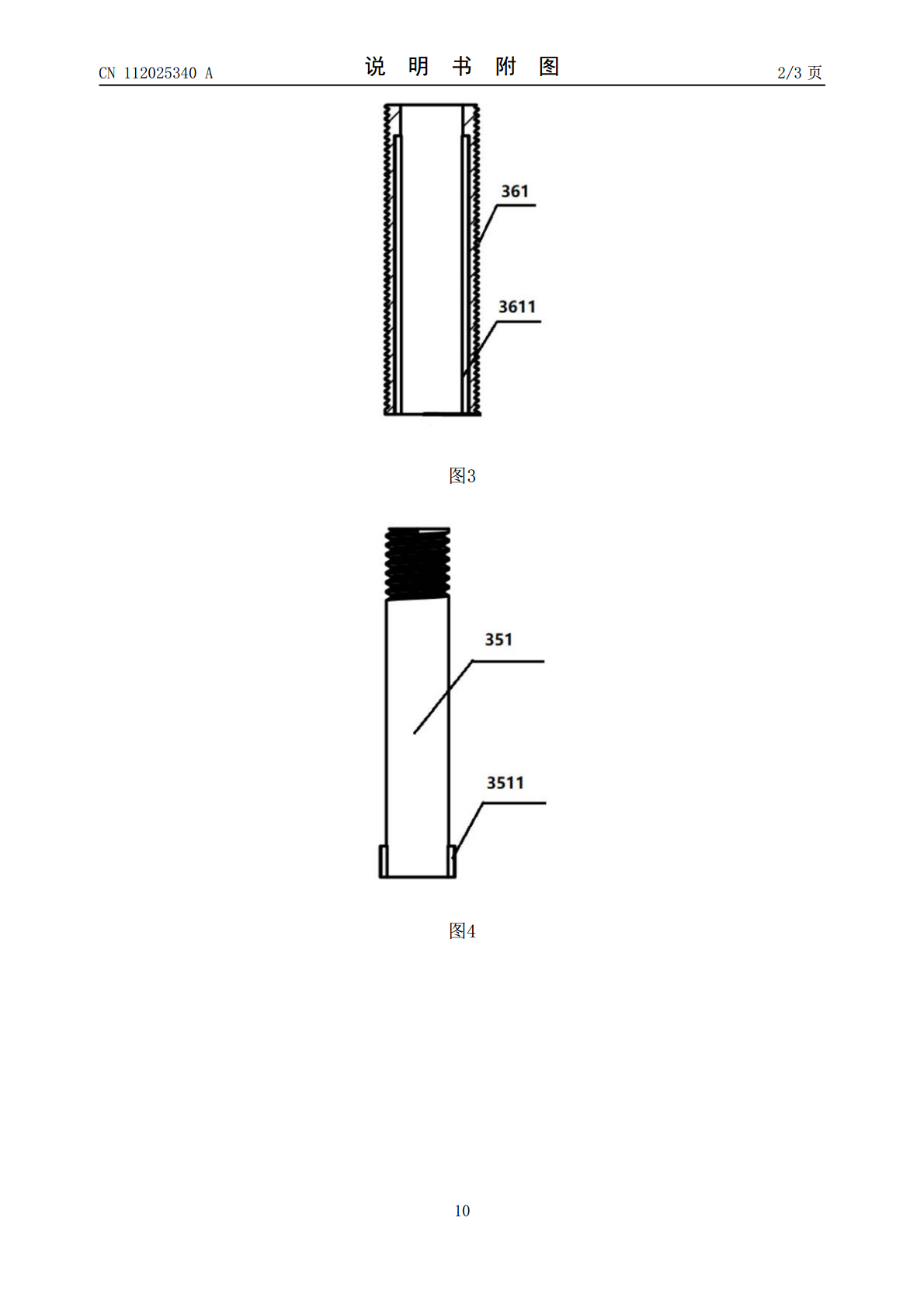
本发明实施例涉及一种用于薄壁零件加工的支撑装置,该装置包括:第一支撑架、第二支撑架和支撑机构;所述第一支撑架与第二支撑架通过两个弹性的支撑机构连接为闭合曲线;所述第一支撑架和第二支撑架用于当加工所述薄壁零件时,与所述薄壁零件内壁贴合,以支撑所述薄壁零件。本发明通过设计一种支撑装置,将两个支撑架与支撑机构连接在一起,并创新的通过支撑机构的支撑弹簧提供一个支撑力,解决了薄壁零件口部加工尺寸超差问题,提高了壳体口部结构强度,达到了防变形的目的。

一种用于薄壁零件打磨的支撑装置.pdf
一种用于薄壁零件打磨的支撑装置,它涉及磨削技术领域。本发明解决了现有的人工方式、专用设备或机器人磨削方式中的支撑保护装置存在机动性差、对于薄壁零件的适应能力弱的问题。本发明的随形托架、支撑架和电动旋转台由上至下依次设置,支撑架的下端面与电动旋转台的动力输出端转动连接,随形托架可拆卸地安装在支撑架的上端面上,升降机构、平移支架和水平移动组件由上至下依次设置在电动旋转台的下部,平移支架与水平移动组件水平滑动连接,升降机构与平移支架竖直滑动连接,升降机构的上部与电动旋转台的下部固接,升降伺服电机设置在平移支架的

一种用于薄壁曲面零件铣削加工的辅助支撑抑振装置.pdf
本发明涉及一种用于薄壁曲面零件铣削加工的辅助支撑抑振装置,包括底座、底座螺栓、支撑板、调节螺杆、调节块、支撑螺栓、橡胶头。用底座螺栓将底座固定在薄壁曲面零件的两侧,将调节螺杆的底部放置在底座预留的槽中,将调节块穿过支撑板与调节螺杆并通过拧动调节螺杆来控制调节块的上下运动,将支撑螺栓穿入调节块的水平螺纹孔,将橡胶头套在支撑螺栓的头部,通过拧动支撑螺栓调节至顶到薄壁曲面零件的表面并拧紧固定。本装置提升了薄壁曲面的刚度,在铣削中不易变形,从而起到铣削抑振的作用。

一种用于薄壁件加工的动压支撑装置及方法.pdf
一种用于薄壁件加工的动压支撑装置及方法,属于精密加工支撑技术领域。动压支撑装置包括加工系统和动压系统,加工系统的刀具位于工件加工侧,与伺服进给系统连接,工件位于刀具和动压系统中间。动压系统中的滚轮位于工件支撑侧,浸在润滑油中,滚轮与工件之间形成楔形间隙,滚轮通过电机带动转动,与工件表面形成动压油膜,实现对工件柔性支撑;润滑油通过供油槽上的供油口注入供油槽内,并通过柔性膜进行密封。本发明通过动压油膜使工件和滚轮分开,滚轮与工件不直接接触,不会在工件表面产生划痕。同时,油膜具有很强的吸振性,能够有效的抑制加工
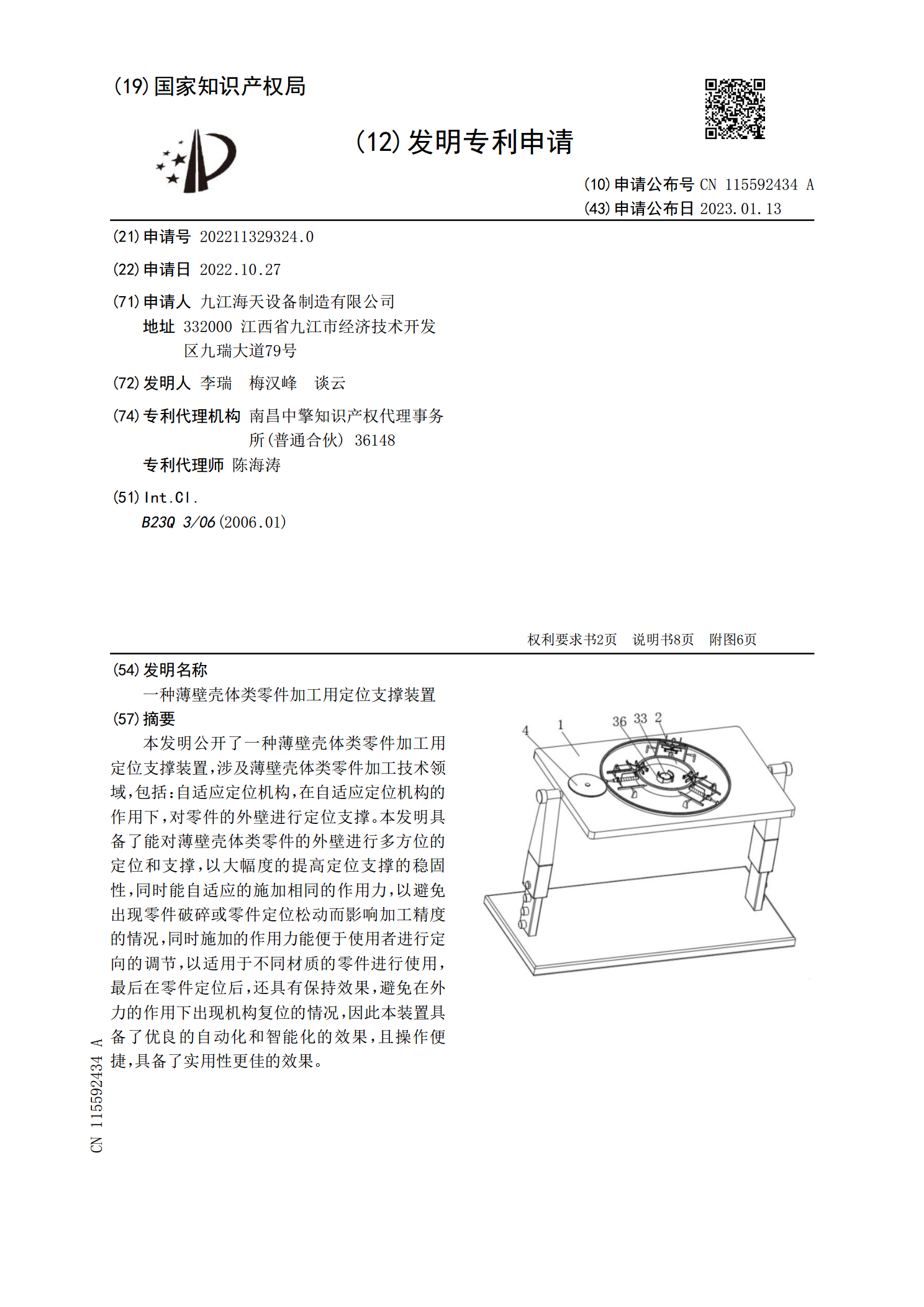
一种薄壁壳体类零件加工用定位支撑装置.pdf
本发明公开了一种薄壁壳体类零件加工用定位支撑装置,涉及薄壁壳体类零件加工技术领域,包括:自适应定位机构,在自适应定位机构的作用下,对零件的外壁进行定位支撑。本发明具备了能对薄壁壳体类零件的外壁进行多方位的定位和支撑,以大幅度的提高定位支撑的稳固性,同时能自适应的施加相同的作用力,以避免出现零件破碎或零件定位松动而影响加工精度的情况,同时施加的作用力能便于使用者进行定向的调节,以适用于不同材质的零件进行使用,最后在零件定位后,还具有保持效果,避免在外力的作用下出现机构复位的情况,因此本装置具备了优良的自动化