
基于激光增材和纤维增强复合材料的推力室成形方法.pdf

一条****贺6

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于激光增材和纤维增强复合材料的推力室成形方法.pdf
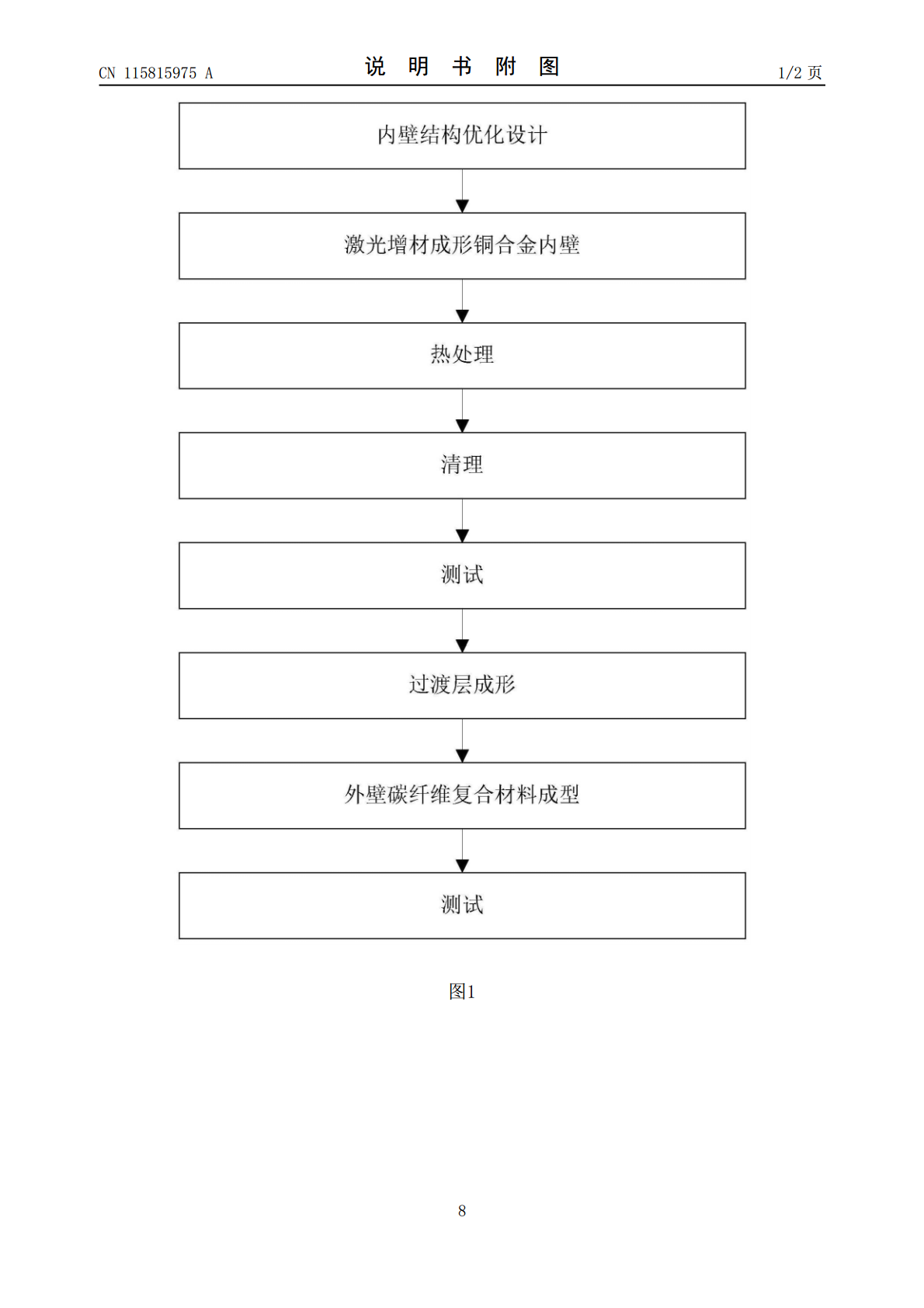
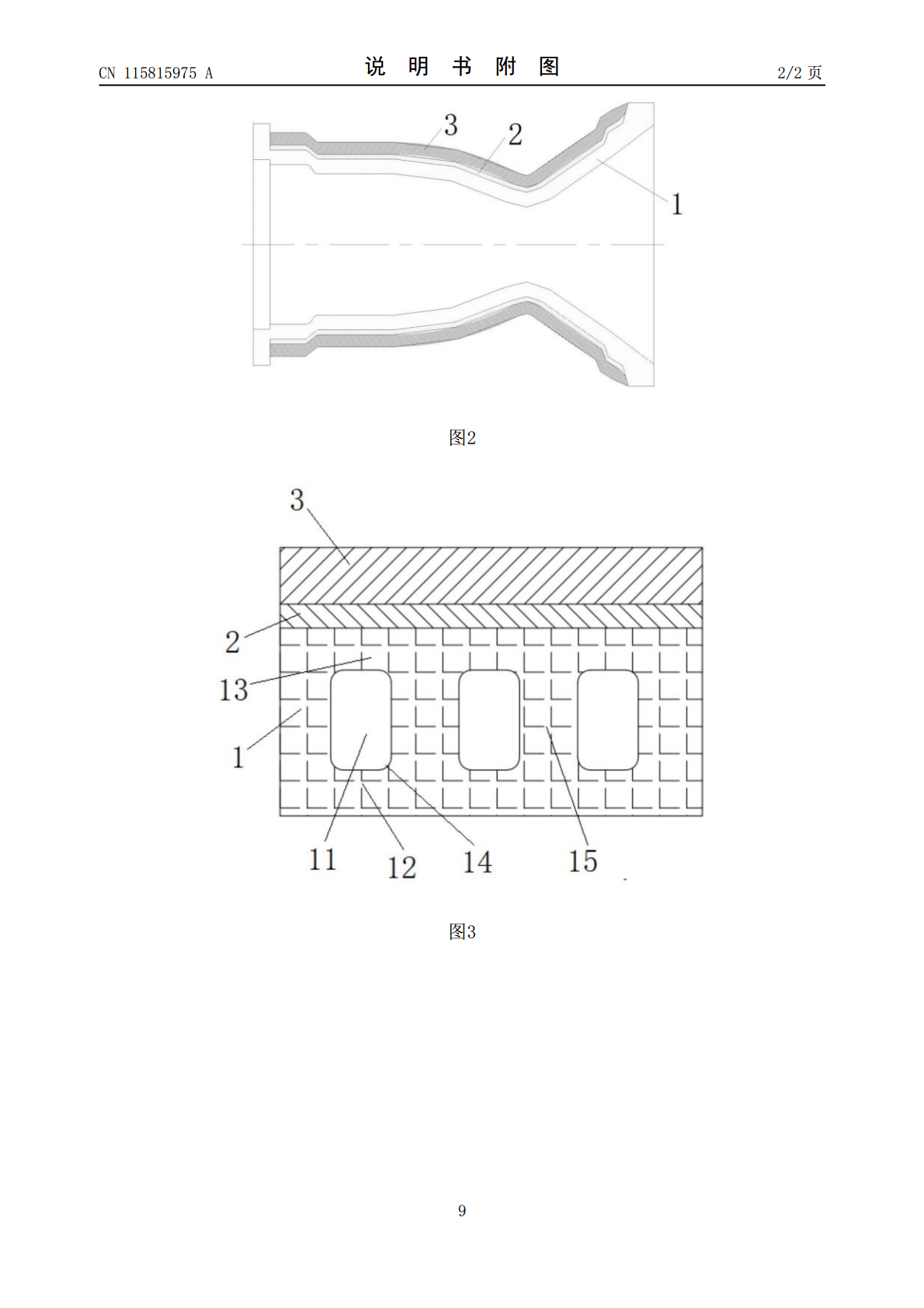
本发明公开一种基于激光增材和纤维增强复合材料的推力室成形方法,包括:步骤1:针对增材制造技术特点,进行内壁结构优化设计;步骤2:采用激光增材成形推力室内壁;步骤3:对成形的推力室内壁进行热处理:步骤4:对成形的推力室内壁进行清理;步骤5:对成形的推力室内壁进行检测测试;步骤6:在推力室内壁的外表面成形中间过渡层;步骤7:在中间过渡层外表面成形外壁复合材料结构层;步骤8:对成形完成的推力室进行CT扫描、射线扫描和液压及气密测试。本发明克服现有推力室电铸外壁或钎焊外壁技术所存在的强度弱、周期长、成本高、重量高
纤维增强树脂成形品的制造方法和纤维增强树脂成形品.pdf
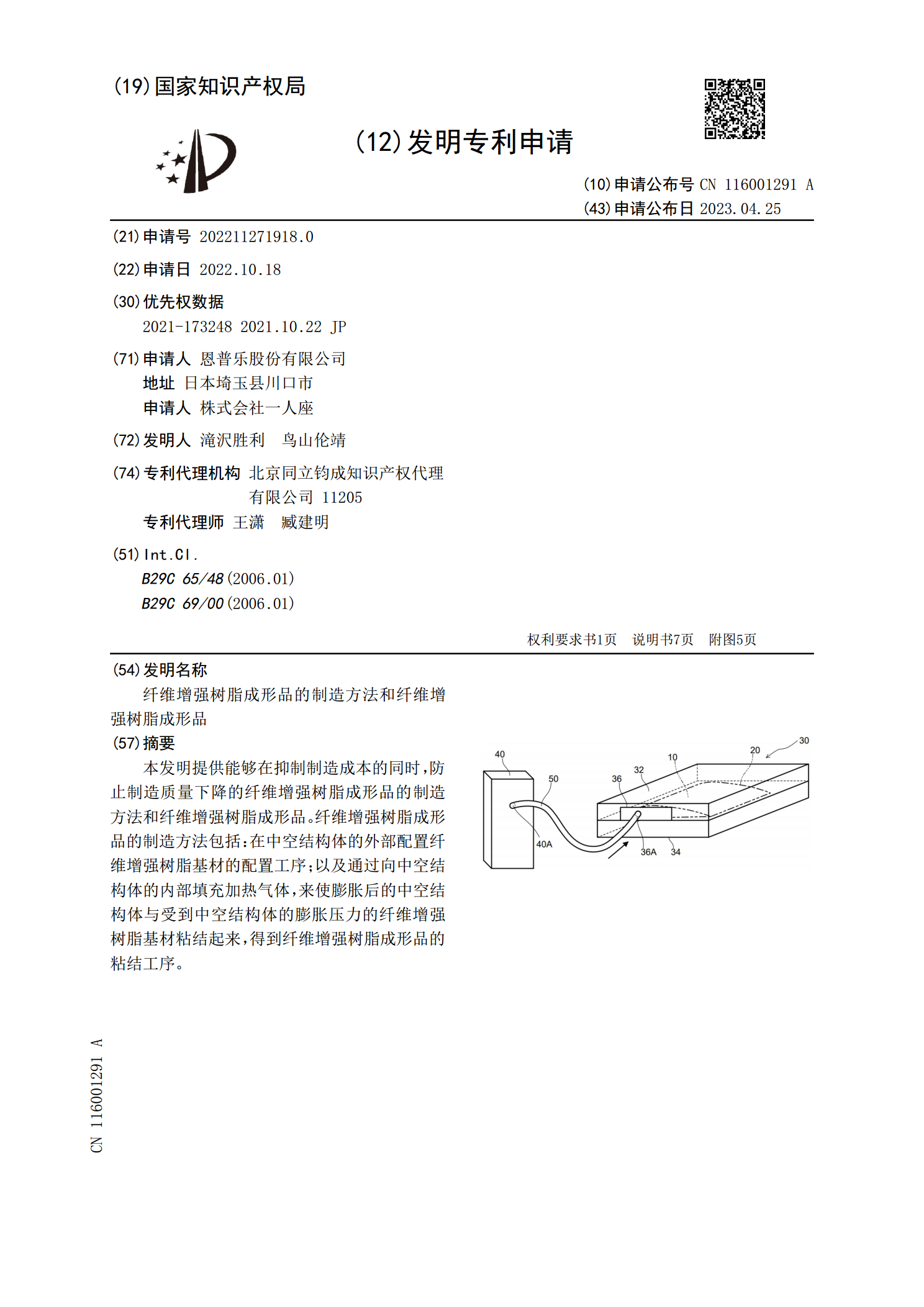
本发明提供能够在抑制制造成本的同时,防止制造质量下降的纤维增强树脂成形品的制造方法和纤维增强树脂成形品。纤维增强树脂成形品的制造方法包括:在中空结构体的外部配置纤维增强树脂基材的配置工序;以及通过向中空结构体的内部填充加热气体,来使膨胀后的中空结构体与受到中空结构体的膨胀压力的纤维增强树脂基材粘结起来,得到纤维增强树脂成形品的粘结工序。
纤维增强复合材料芯材的生产方法和生产设备.pdf
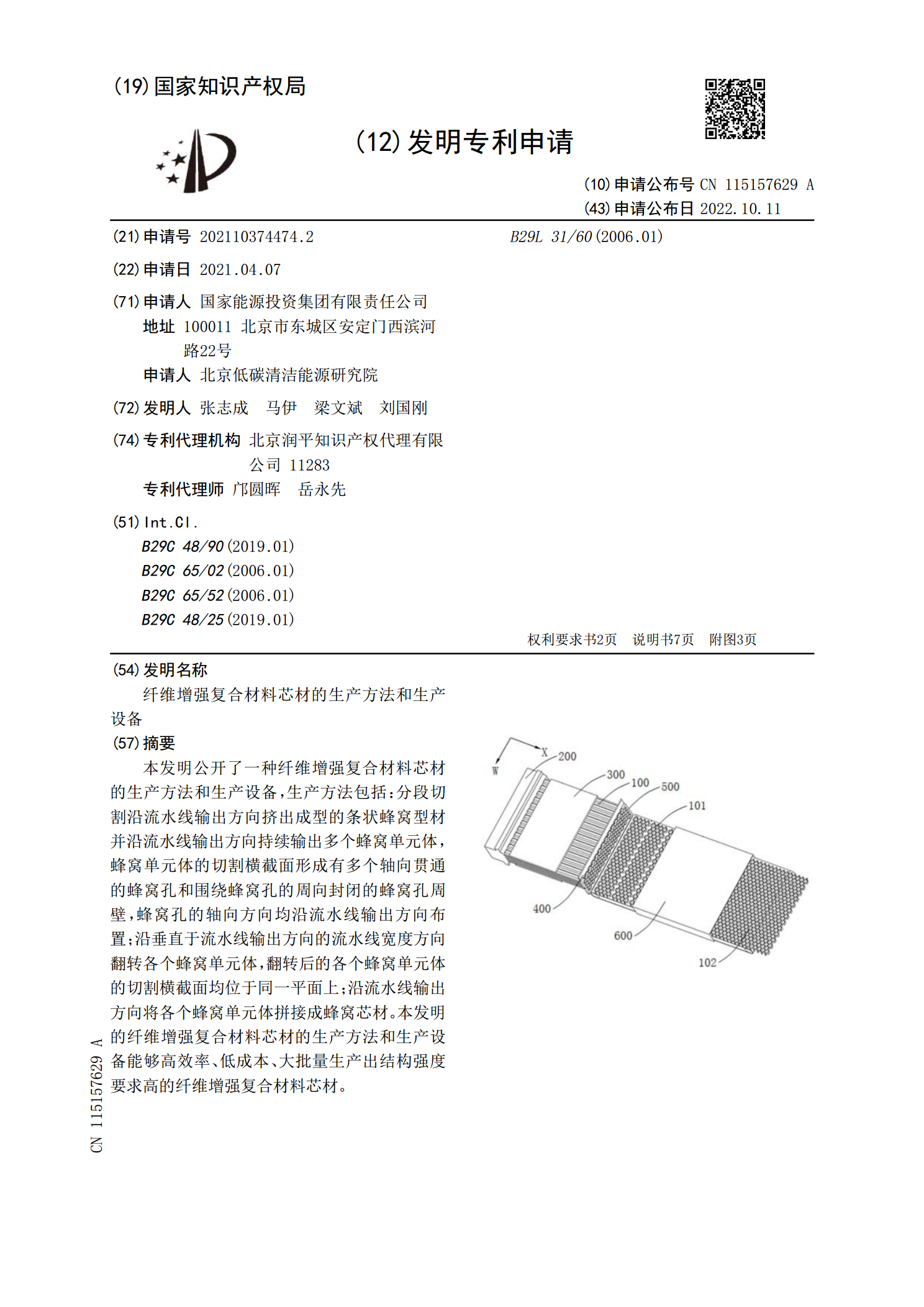
本发明公开了一种纤维增强复合材料芯材的生产方法和生产设备,生产方法包括:分段切割沿流水线输出方向挤出成型的条状蜂窝型材并沿流水线输出方向持续输出多个蜂窝单元体,蜂窝单元体的切割横截面形成有多个轴向贯通的蜂窝孔和围绕蜂窝孔的周向封闭的蜂窝孔周壁,蜂窝孔的轴向方向均沿流水线输出方向布置;沿垂直于流水线输出方向的流水线宽度方向翻转各个蜂窝单元体,翻转后的各个蜂窝单元体的切割横截面均位于同一平面上;沿流水线输出方向将各个蜂窝单元体拼接成蜂窝芯材。本发明的纤维增强复合材料芯材的生产方法和生产设备能够高效率、低成本、
一种预置纤维棒Z向增强连续纤维复合材料增材制造方法.pdf
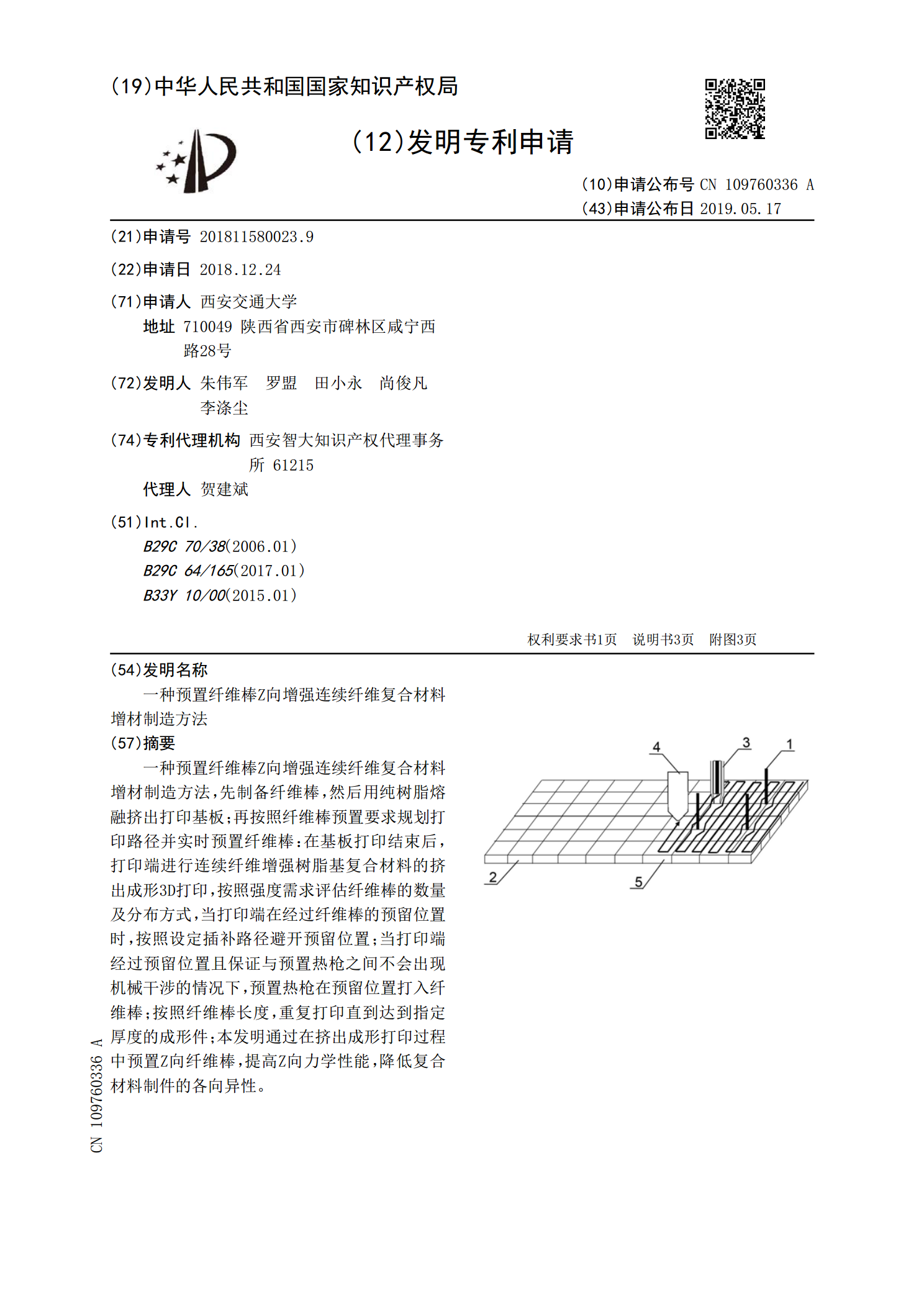
一种预置纤维棒Z向增强连续纤维复合材料增材制造方法,先制备纤维棒,然后用纯树脂熔融挤出打印基板;再按照纤维棒预置要求规划打印路径并实时预置纤维棒:在基板打印结束后,打印端进行连续纤维增强树脂基复合材料的挤出成形3D打印,按照强度需求评估纤维棒的数量及分布方式,当打印端在经过纤维棒的预留位置时,按照设定插补路径避开预留位置;当打印端经过预留位置且保证与预置热枪之间不会出现机械干涉的情况下,预置热枪在预留位置打入纤维棒;按照纤维棒长度,重复打印直到达到指定厚度的成形件;本发明通过在挤出成形打印过程中预置Z向纤

一种层间增强的连续纤维复合材料增材制造方法.pdf
本发明涉及一种层间增强的连续纤维复合材料增材制造方法,属于复合材料和增材制造的交叉领域。本发明方法的步骤为:建立连续纤维增强复合材料制件的CAD模型,获取所述制件的连续纤维和基体的配比数据、模型轮廓数据和扫描路径数据,丝材由引丝机构牵引导入打印喷头,通过CAD驱动控制打印喷头在工作台上进行连续纤维复合材料打印,通过层间辅助喷头进行层间短纤维的铺放,采用压实机构进行打印层的压实,实现连续纤维增强复合材料制件的增材制造。本发明提出的层间增强的连续纤维增强复合材料增材制造方法提高了连续纤维增强复合材料的制造效率