
一种套筒锁自动上料组装设备.pdf

雨巷****碧易

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种套筒锁自动上料组装设备.pdf
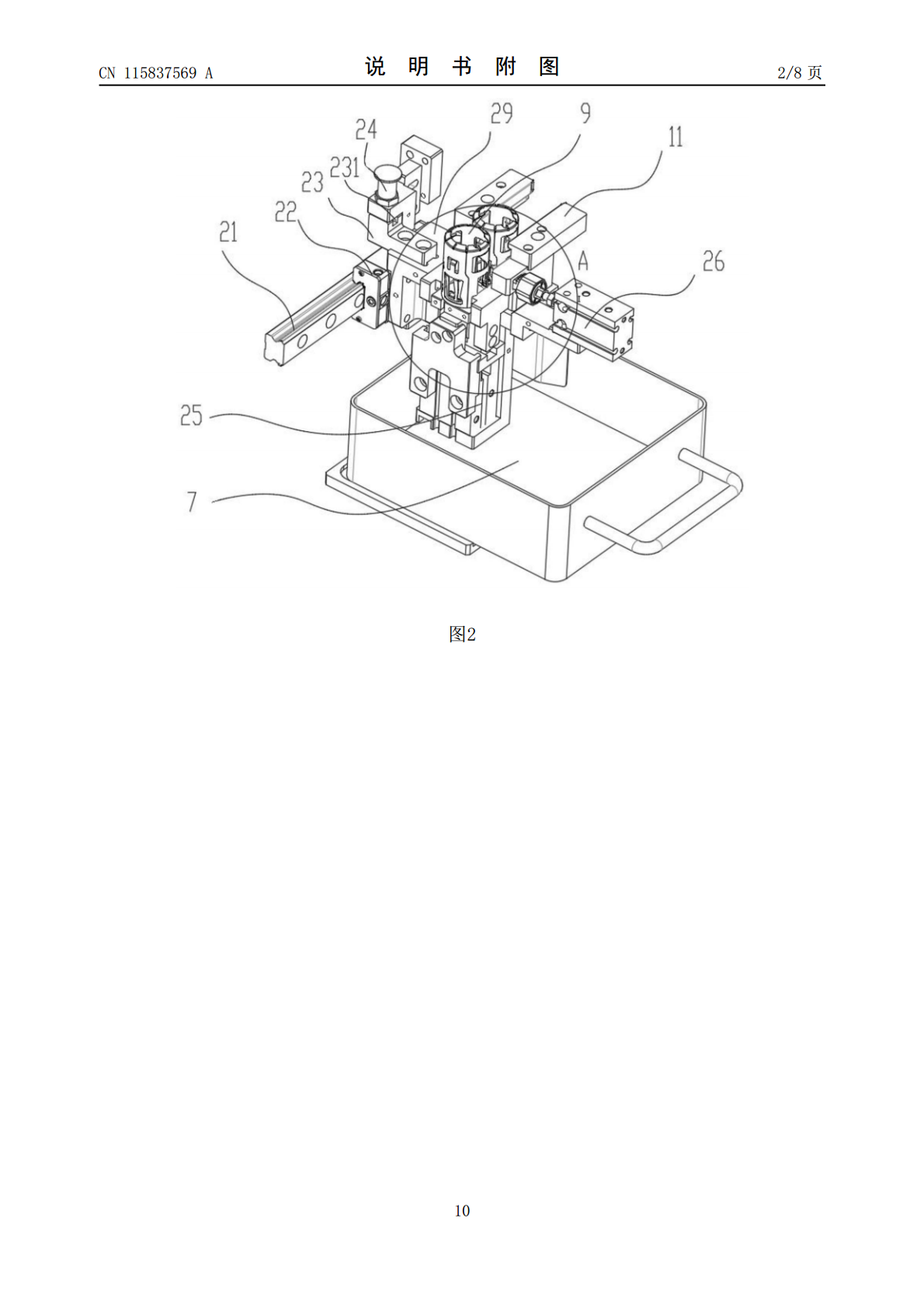
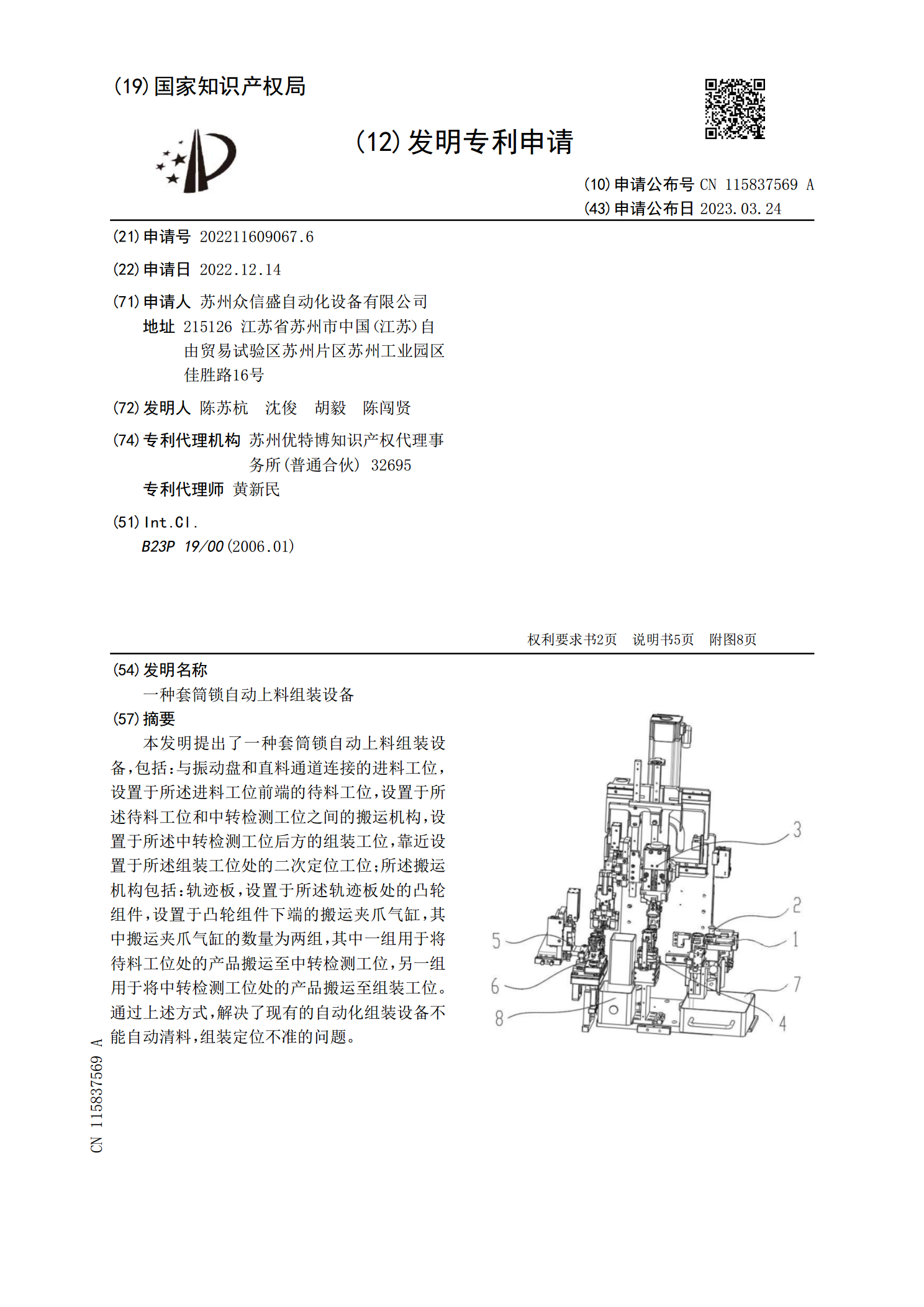
本发明提出了一种套筒锁自动上料组装设备,包括:与振动盘和直料通道连接的进料工位,设置于所述进料工位前端的待料工位,设置于所述待料工位和中转检测工位之间的搬运机构,设置于所述中转检测工位后方的组装工位,靠近设置于所述组装工位处的二次定位工位;所述搬运机构包括:轨迹板,设置于所述轨迹板处的凸轮组件,设置于凸轮组件下端的搬运夹爪气缸,其中搬运夹爪气缸的数量为两组,其中一组用于将待料工位处的产品搬运至中转检测工位,另一组用于将中转检测工位处的产品搬运至组装工位。通过上述方式,解决了现有的自动化组装设备不能自动清料
一种自锁调谐螺杆自动上料装置的供料机构.pdf
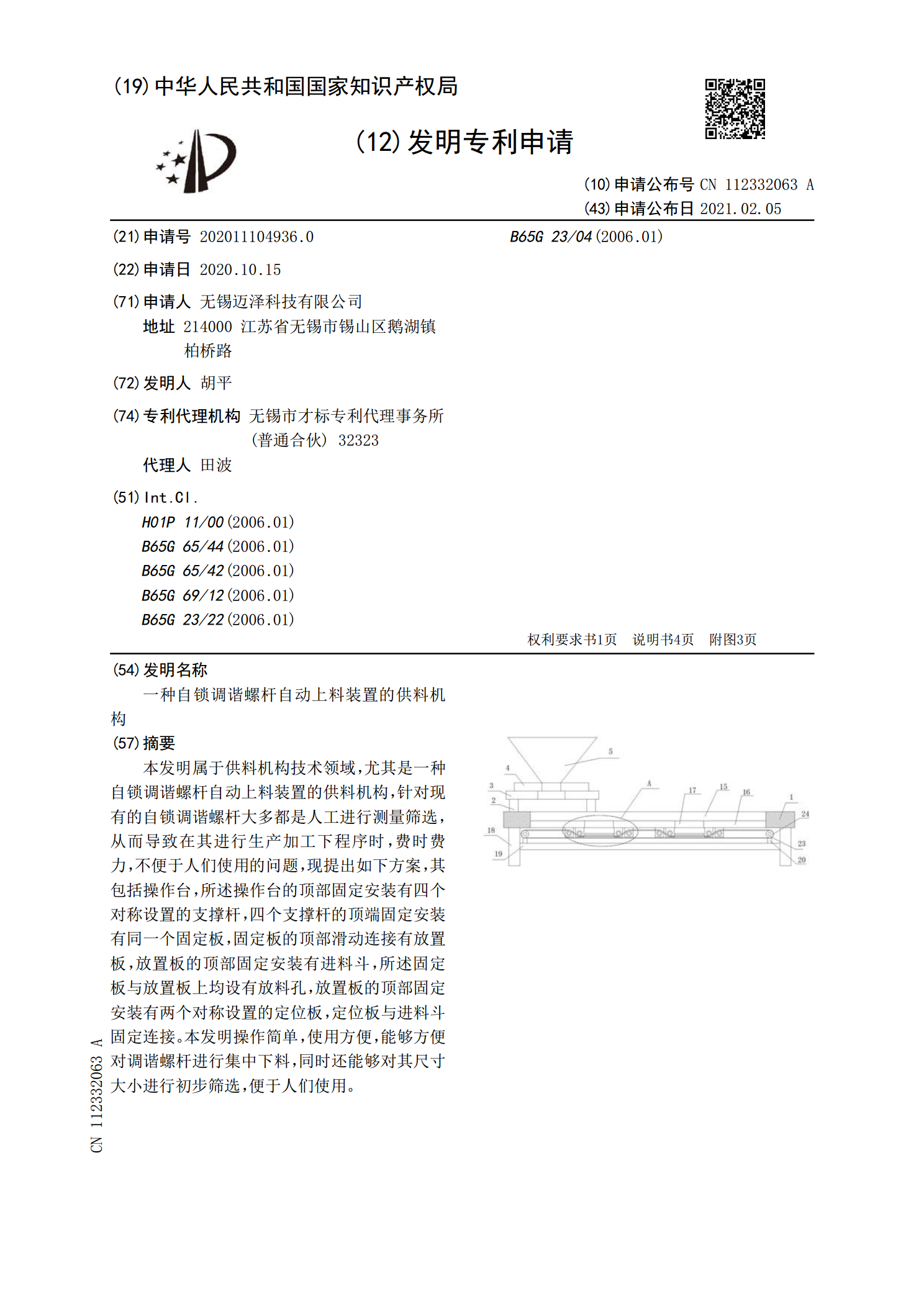
本发明属于供料机构技术领域,尤其是一种自锁调谐螺杆自动上料装置的供料机构,针对现有的自锁调谐螺杆大多都是人工进行测量筛选,从而导致在其进行生产加工下程序时,费时费力,不便于人们使用的问题,现提出如下方案,其包括操作台,所述操作台的顶部固定安装有四个对称设置的支撑杆,四个支撑杆的顶端固定安装有同一个固定板,固定板的顶部滑动连接有放置板,放置板的顶部固定安装有进料斗,所述固定板与放置板上均设有放料孔,放置板的顶部固定安装有两个对称设置的定位板,定位板与进料斗固定连接。本发明操作简单,使用方便,能够方便对调谐螺
一种工具自动上料组装设备.pdf
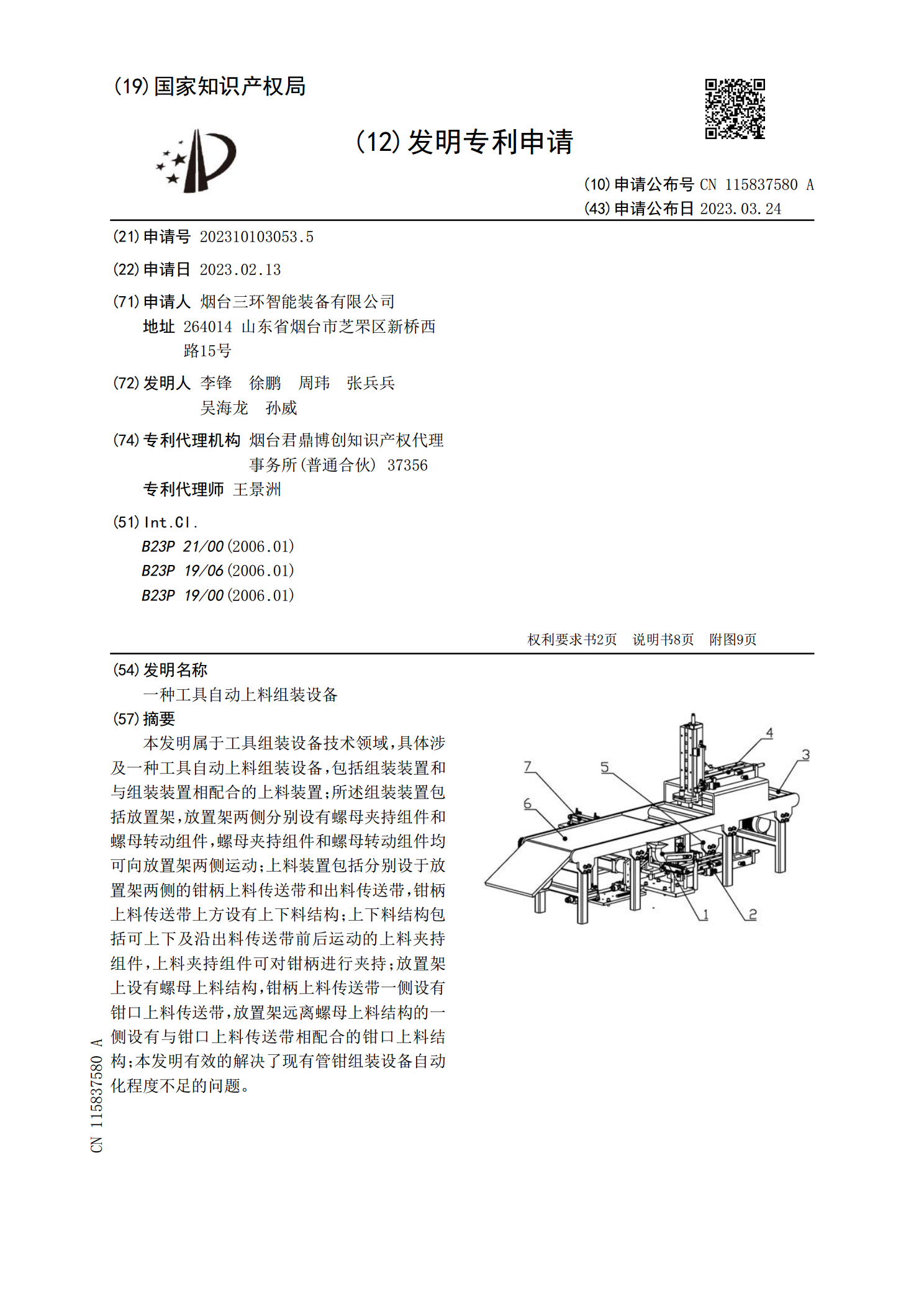
本发明属于工具组装设备技术领域,具体涉及一种工具自动上料组装设备,包括组装装置和与组装装置相配合的上料装置;所述组装装置包括放置架,放置架两侧分别设有螺母夹持组件和螺母转动组件,螺母夹持组件和螺母转动组件均可向放置架两侧运动;上料装置包括分别设于放置架两侧的钳柄上料传送带和出料传送带,钳柄上料传送带上方设有上下料结构;上下料结构包括可上下及沿出料传送带前后运动的上料夹持组件,上料夹持组件可对钳柄进行夹持;放置架上设有螺母上料结构,钳柄上料传送带一侧设有钳口上料传送带,放置架远离螺母上料结构的一侧设有与钳口
一种瓶类工件自动上料组装设备.pdf
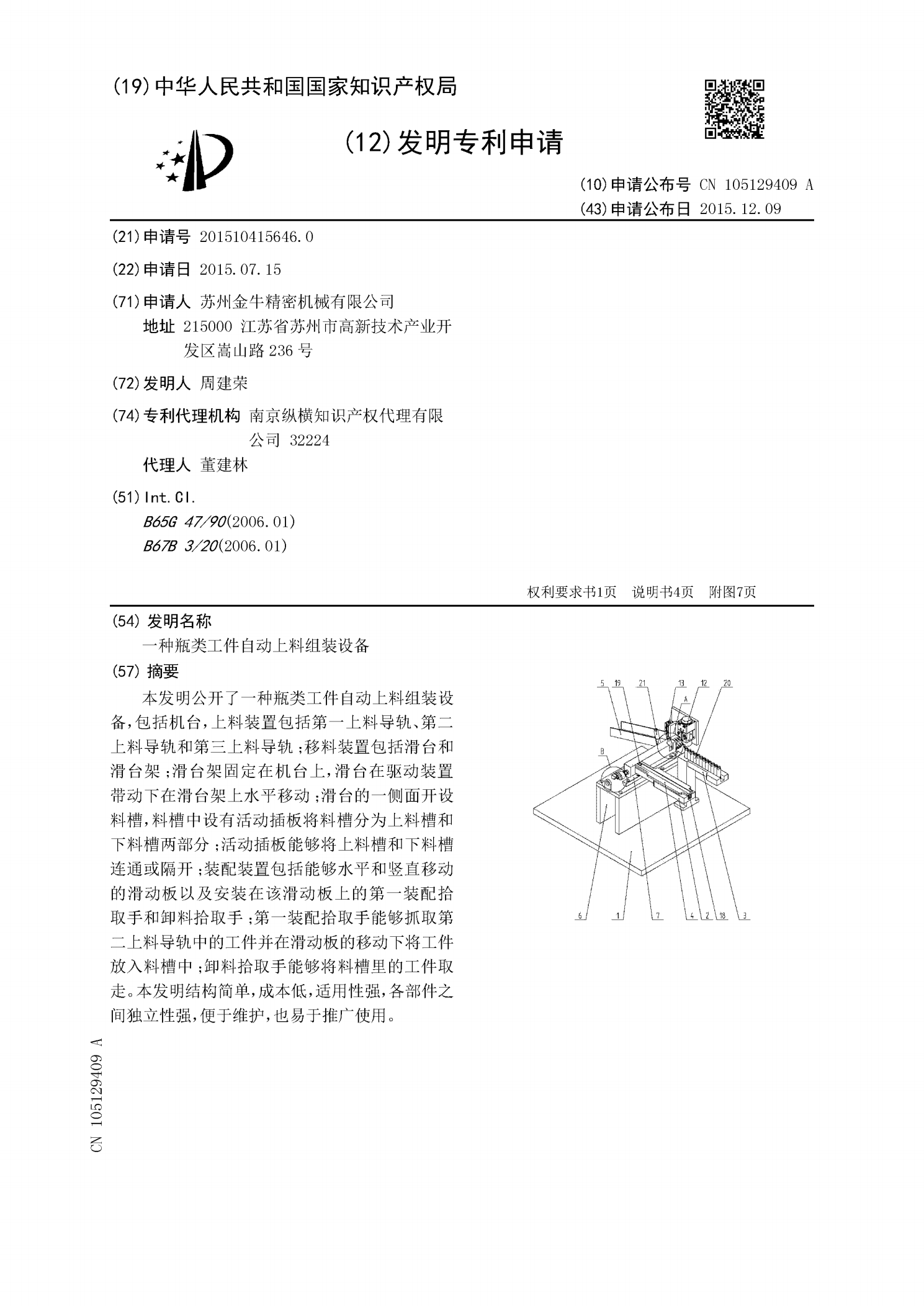
本发明公开了一种瓶类工件自动上料组装设备,包括机台,上料装置包括第一上料导轨、第二上料导轨和第三上料导轨;移料装置包括滑台和滑台架;滑台架固定在机台上,滑台在驱动装置带动下在滑台架上水平移动;滑台的一侧面开设料槽,料槽中设有活动插板将料槽分为上料槽和下料槽两部分;活动插板能够将上料槽和下料槽连通或隔开;装配装置包括能够水平和竖直移动的滑动板以及安装在该滑动板上的第一装配拾取手和卸料拾取手;第一装配拾取手能够抓取第二上料导轨中的工件并在滑动板的移动下将工件放入料槽中;卸料拾取手能够将料槽里的工件取走。本发明

自动上料组装机.pdf
一种自动上料组装机包括工作台、组装座、铆接器、上料机构、入料引导斜梯及取料机械手。上料机构包括存储模组及上料组件,入料引导斜梯位于存储模组内。取料机械手包括送料臂、吸附爪、复位滑台及偏移导轮,送料臂安装于工作台上,复位滑台设置于送料臂上,吸附爪及偏移导轮间隔设置于复位滑台上,铆接器用于对组装座上的钣金件进行铆接操作,入料引导斜梯位于上料机构内,取料机械手取料时与入料引导斜梯接触,在入料引导斜梯引导下偏移,使取料机械手的夹取部位偏移到钣金件的夹取位置,通过入料引导斜梯及取料机械手配合确保取料机械手能够夹取各