
基于热压铸成型的陶瓷手臂的制备方法.pdf

念珊****写意

1/10
2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于热压铸成型的陶瓷手臂的制备方法.pdf
本发明公开了一种基于热压铸成型的陶瓷手臂的制备方法,包括将低分子量聚乙二醇、高分子量聚乙二醇和陶瓷原料混合,并加入聚甲基丙烯酸甲酯和/或聚乙烯醇缩丁醛,加热搅拌,得熔融喂料;将部分熔融喂料倒入模具内进行第一次压铸成型,得热压铸半坯体;将型芯材料加工成气道形状放于热压铸半坯体上方,再将另一部分熔融喂料倒入进行第二次压铸成型,得带有型芯的热压铸坯体,加工成陶瓷手臂结构,得到带有型芯的陶瓷手臂坯体,经埋粉烧结和精细加工,得到陶瓷手臂。本发明的方法制备的陶瓷手臂力学性能优异、气密性好、使用寿命长,制备工艺简单且成
一种基于冷冻浇注成型的陶瓷粉体制备方法.pdf
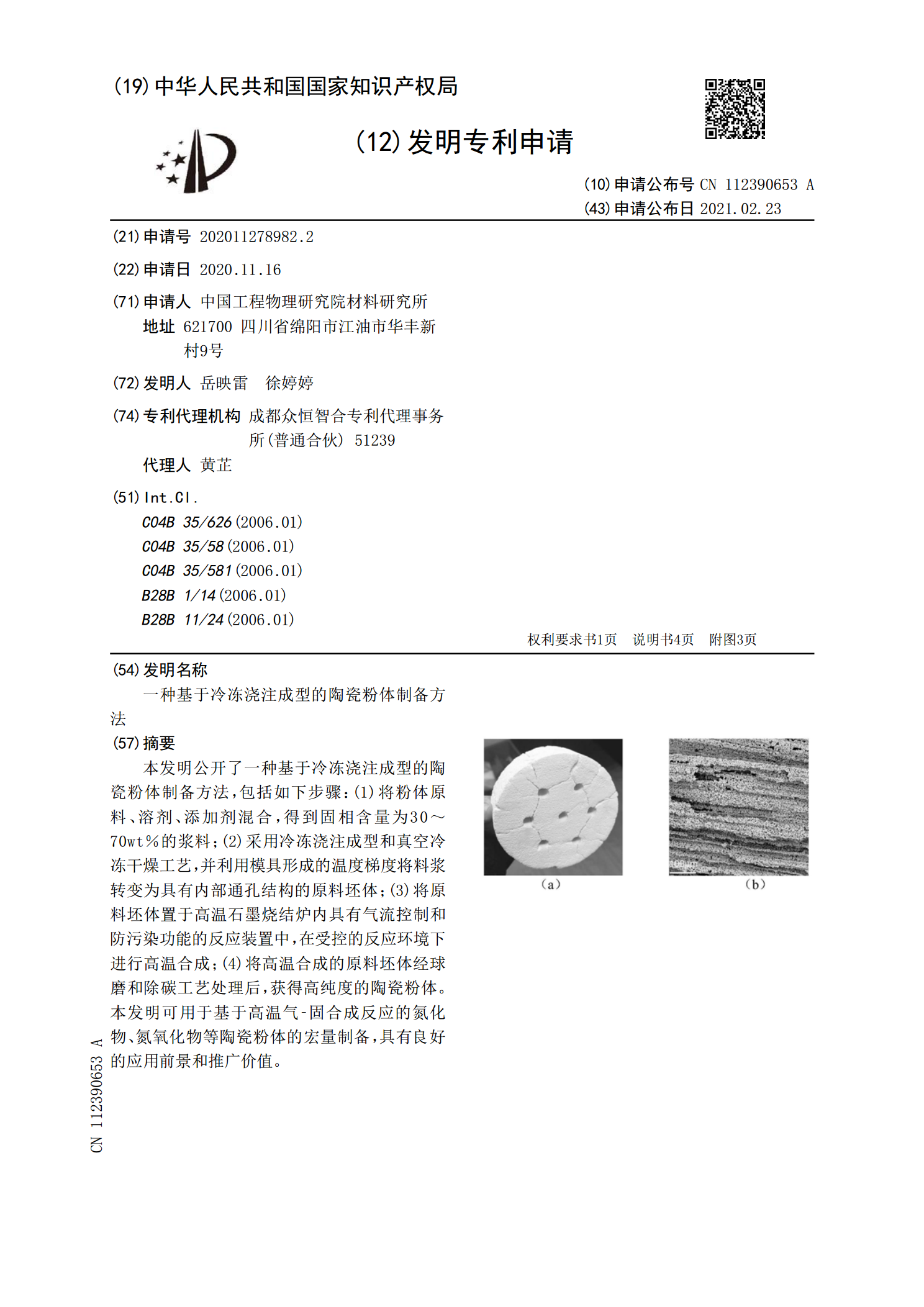
本发明公开了一种基于冷冻浇注成型的陶瓷粉体制备方法,包括如下步骤:(1)将粉体原料、溶剂、添加剂混合,得到固相含量为30~70wt%的浆料;(2)采用冷冻浇注成型和真空冷冻干燥工艺,并利用模具形成的温度梯度将料浆转变为具有内部通孔结构的原料坯体;(3)将原料坯体置于高温石墨烧结炉内具有气流控制和防污染功能的反应装置中,在受控的反应环境下进行高温合成;(4)将高温合成的原料坯体经球磨和除碳工艺处理后,获得高纯度的陶瓷粉体。本发明可用于基于高温气‑固合成反应的氮化物、氮氧化物等陶瓷粉体的宏量制备,具有良好的应
一种基于浆料直写成型的陶瓷型芯制备方法.pdf
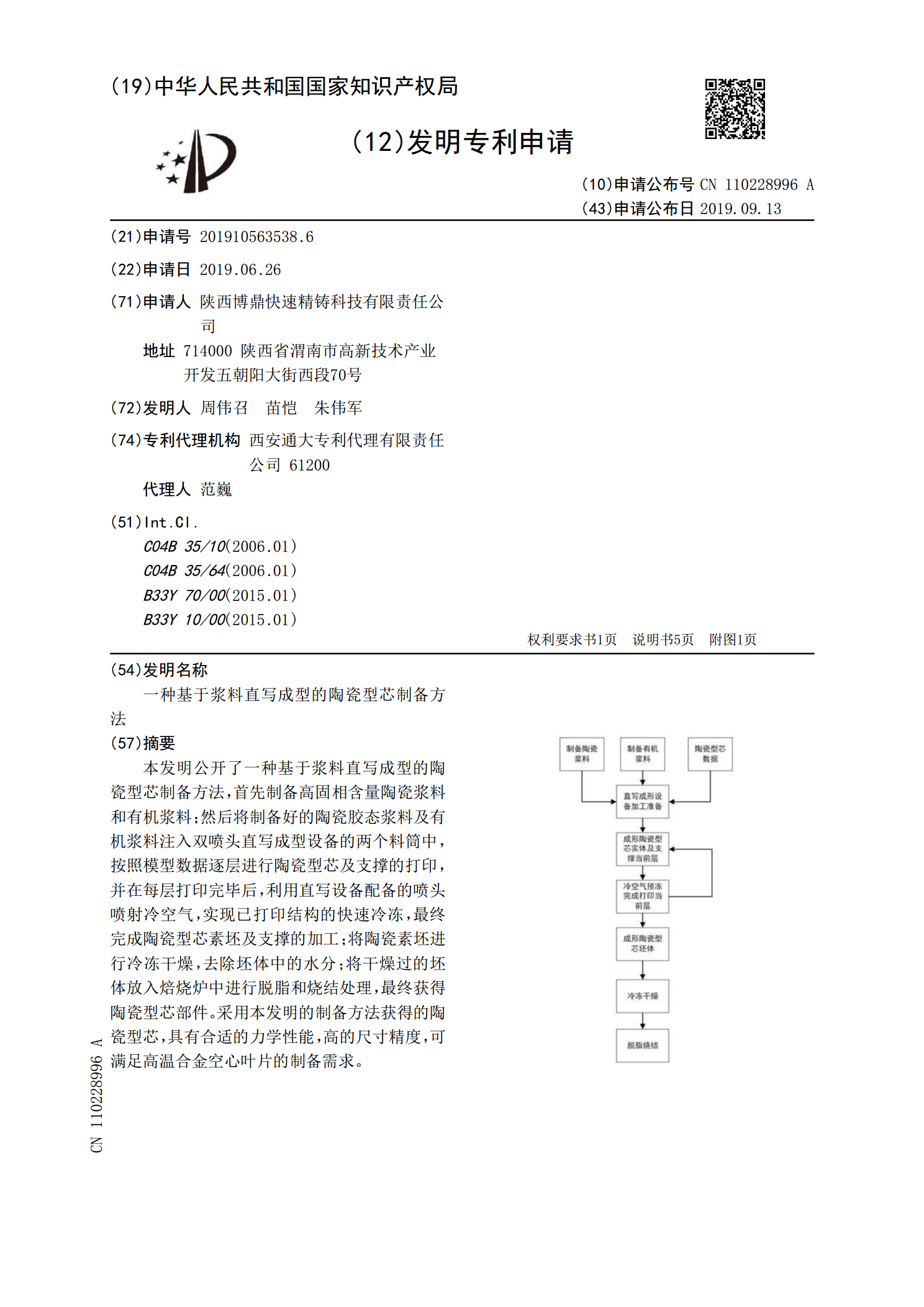
本发明公开了一种基于浆料直写成型的陶瓷型芯制备方法,首先制备高固相含量陶瓷浆料和有机浆料;然后将制备好的陶瓷胶态浆料及有机浆料注入双喷头直写成型设备的两个料筒中,按照模型数据逐层进行陶瓷型芯及支撑的打印,并在每层打印完毕后,利用直写设备配备的喷头喷射冷空气,实现已打印结构的快速冷冻,最终完成陶瓷型芯素坯及支撑的加工;将陶瓷素坯进行冷冻干燥,去除坯体中的水分;将干燥过的坯体放入焙烧炉中进行脱脂和烧结处理,最终获得陶瓷型芯部件。采用本发明的制备方法获得的陶瓷型芯,具有合适的力学性能,高的尺寸精度,可满足高温合

一种陶瓷弹簧成型装置与陶瓷弹簧的制备方法.pdf
一种陶瓷弹簧成型装置与陶瓷弹簧的制备方法,涉及一种陶瓷弹簧。所述陶瓷弹簧成型装置设有熔融纺丝成型装置、弹簧绕制成型装置、驱动机构和支架台;所述熔融纺丝成型装置设有上密封盖、顶杆、料桶、喷丝板和下密封盖,所述弹簧绕制成型装置设有卡盘体、3个弧形卡板和卡盘驱动机构,所述卡盘驱动机构设有大锥齿轮和3个小锥齿轮,所述驱动机构设有电动机和控制器。1)获得连续聚碳硅烷细丝;2)聚碳硅烷弹簧绕制成型;3)氧化交联处理;4)高温预烧;5)取出陶瓷弹簧;6)高温终烧,得陶瓷弹簧成品。可得到缺陷较少、均匀致密、粗细可控的连续

热压铸成型工艺.doc
热压铸成型工艺1序言石蜡在热压铸成型生产特种陶瓷中是一种常用旳定型剂,将本来不具有可塑性旳精密陶瓷粉料混炼成可成型旳原料对利成型。由于添加旳量较多,若产品直接进行烧结会出现较大变形及鼓光等严重缺陷。因此必须在烧结前需将石蜡从成型坯体中驱除,防止上述烧结缺陷产生。但在实际生产旳排蜡工序过程中产品常常会出?quot;流蜡"现象,本文就"流蜡"现象旳产生机理进行了分析和评述。2排蜡基本机制产品脱蜡旳详细过程为:将成型坯体用排蜡吸附所有掩埋并加热,运用石蜡58?左右开始熔化旳特性及排蜡吸附性能将产品坯体中旳石蜡吸