
一种陶瓷弹簧成型装置与陶瓷弹簧的制备方法.pdf

一条****发啊

1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种陶瓷弹簧成型装置与陶瓷弹簧的制备方法.pdf
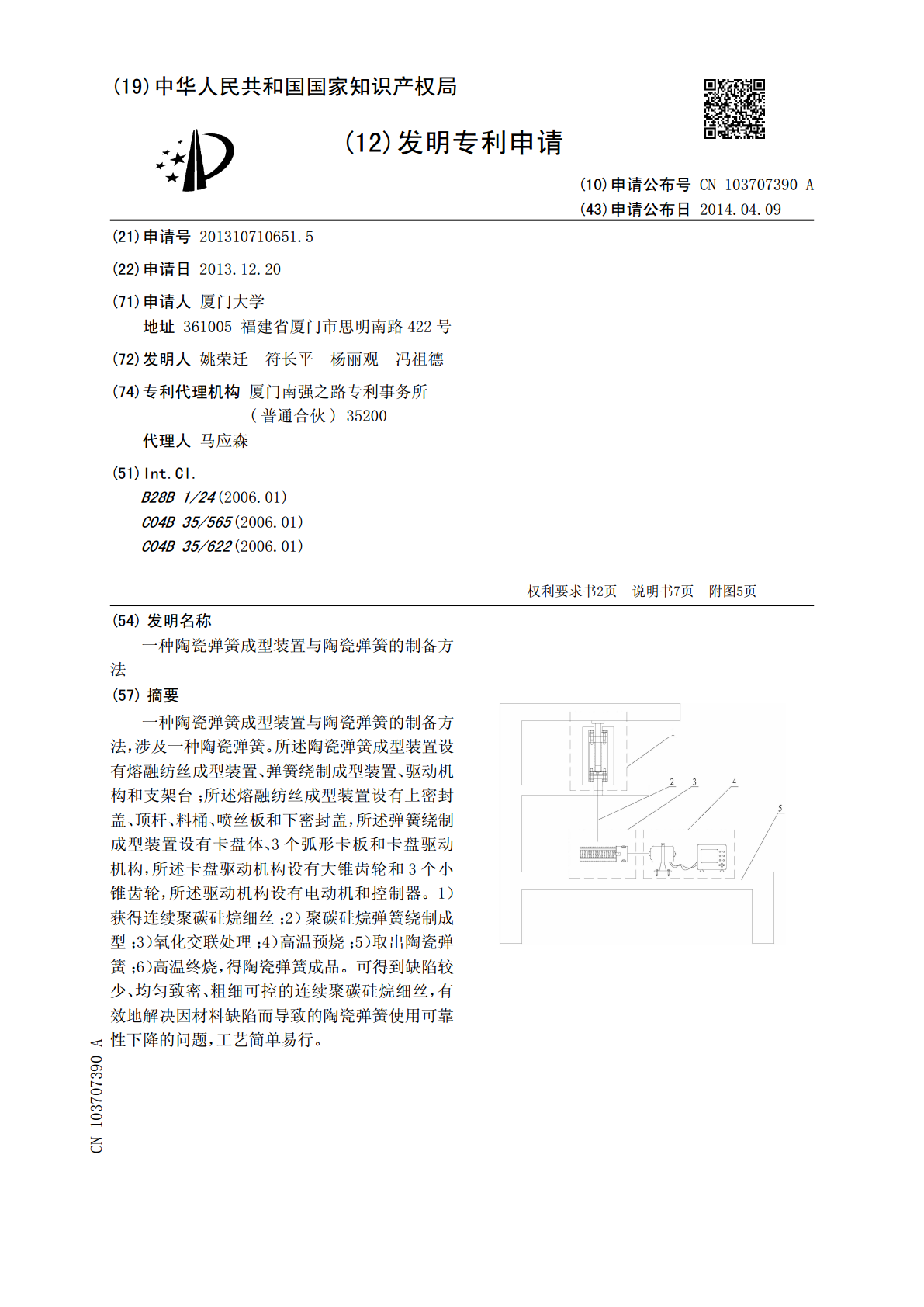
一种陶瓷弹簧成型装置与陶瓷弹簧的制备方法,涉及一种陶瓷弹簧。所述陶瓷弹簧成型装置设有熔融纺丝成型装置、弹簧绕制成型装置、驱动机构和支架台;所述熔融纺丝成型装置设有上密封盖、顶杆、料桶、喷丝板和下密封盖,所述弹簧绕制成型装置设有卡盘体、3个弧形卡板和卡盘驱动机构,所述卡盘驱动机构设有大锥齿轮和3个小锥齿轮,所述驱动机构设有电动机和控制器。1)获得连续聚碳硅烷细丝;2)聚碳硅烷弹簧绕制成型;3)氧化交联处理;4)高温预烧;5)取出陶瓷弹簧;6)高温终烧,得陶瓷弹簧成品。可得到缺陷较少、均匀致密、粗细可控的连续
一种陶瓷-弹簧隔振器及其制备方法.pdf
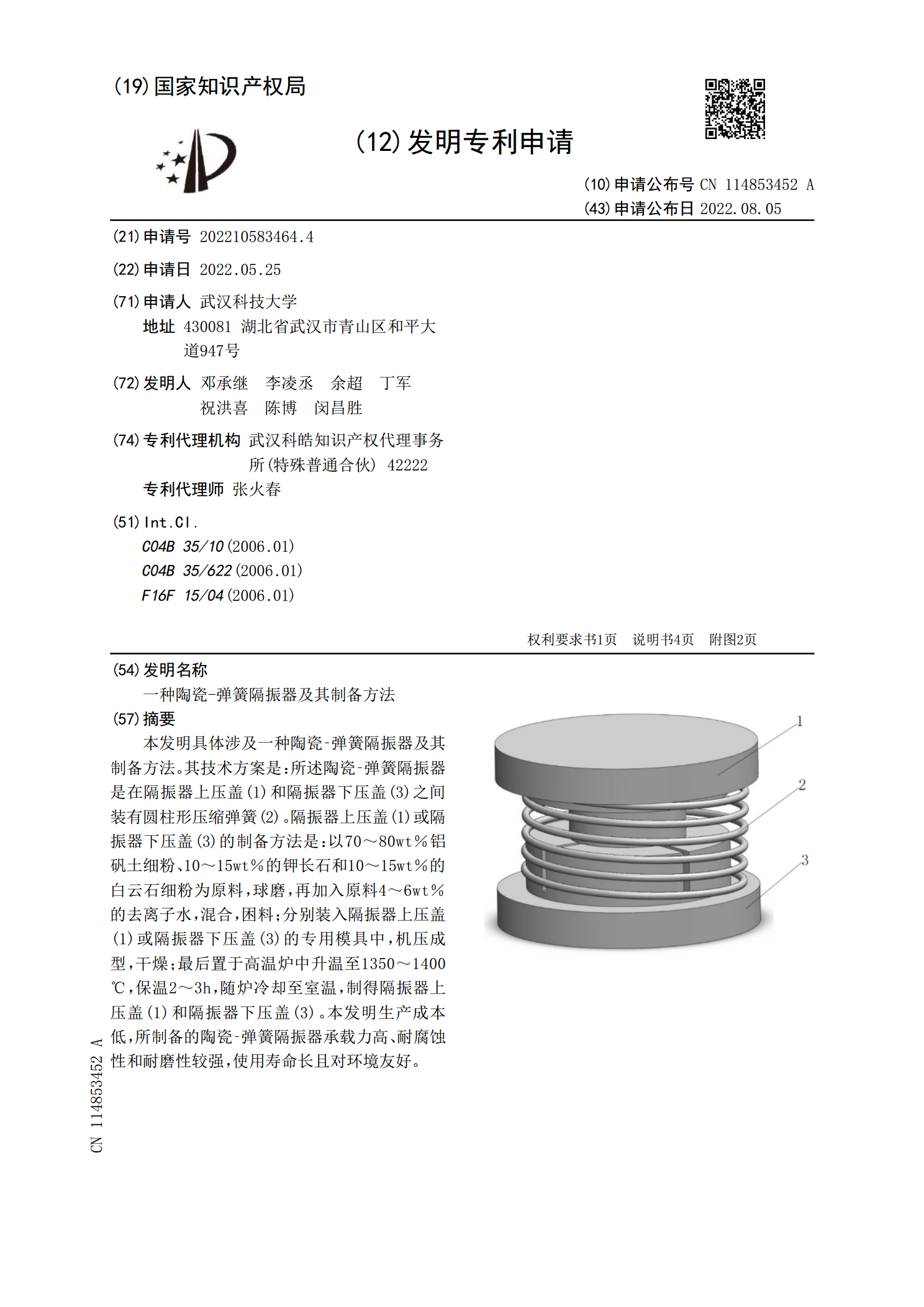
本发明具体涉及一种陶瓷?弹簧隔振器及其制备方法。其技术方案是:所述陶瓷?弹簧隔振器是在隔振器上压盖(1)和隔振器下压盖(3)之间装有圆柱形压缩弹簧(2)。隔振器上压盖(1)或隔振器下压盖(3)的制备方法是:以70~80wt%铝矾土细粉、10~15wt%的钾长石和10~15wt%的白云石细粉为原料,球磨,再加入原料4~6wt%的去离子水,混合,困料;分别装入隔振器上压盖(1)或隔振器下压盖(3)的专用模具中,机压成型,干燥;最后置于高温炉中升温至1350~1400℃,保温2~3h,随炉冷却至室温,制得隔振器

一种连续纤维增强的C/SiC陶瓷弹簧的制备方法.pdf
本发明涉及一种连续纤维增强的C/SiC陶瓷弹簧的制备方法,设计了专用的摸具结构,采用3D打印得到可开合的、周身带螺纹、通孔分布在螺纹之间的圆柱状的,沿轴向分为三段,中部模具长于两端的陶瓷模具;采用该摸具制备弹簧预制体,采用采用化学气相渗透法对弹簧预制体增韧、弹簧预制体沉积SiC基体及涂层。本发明从碳纤维的编织结构设计开始调控簧丝的剪切强度,实现弹簧的回弹力、弹簧刚度等的可设计性;通过均匀的可精确控制的界面层、涂层厚度进一步实现了弹簧回弹力、弹簧刚度、抗疲劳性能等的可控性;本发明制备的陶瓷基复合材料弹簧在1

SiC陶瓷基复合材料弹簧及其制备方法.pdf

一种弹簧成型的模具结构及弹簧成型的方法.pdf
本发明公开了一种弹簧成型的模具结构及弹簧成型的方法。模具结构包括模具,模具的外周壁设有螺旋槽道,模具的内周壁围成通孔,模具包括至少两个模块,至少两个模块沿周向拼接组装形成模具,至少一个模块沿周向沿伸的长度小于其余模块沿周向沿伸的长度;该模具结构使模具组装和脱模的效率高。成型的方法包括先将沿伸长度长的模块拼接,留出一个拼接间隙,再将剩余的一个沿伸长度短的模块插入拼接间隙内,形成模具;将材料固化体缠绕至模具的螺旋槽道上;将模具加热后脱模,先将沿伸长度短的模块向圆形通孔内移动取出该模块,再将其余的模块依次向圆形