
一种用于多联复杂空心涡轮叶片双工位快换加工的夹具.pdf

An****99

1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于多联复杂空心涡轮叶片双工位快换加工的夹具.pdf
本发明涉及一种用于多联复杂空心涡轮叶片双工位快换加工的夹具,包括:底板,底板上处置垂直设置有一块支座,支座两侧分别设置用于定位加工叶片的左侧定位部分和右侧定位部分,底板远离支座的一侧设置有用于将夹具安装于加工设备上的快换定位销和快换紧固销。装置具备快换功能和集成功能,不仅满足了提升零件的产出效率、方便装夹,而且设计结构紧凑,装夹效率得到了极大提升,非常有利于批量化生产。本发明结构紧凑,定位方便,装夹稳定性高,劳动强度低,能够有效地提升加工效率约40%,非常有利于批量化生产。有效解决了现有多联复杂空心涡轮叶

一种空心叶片贯穿安装孔加工用多工位夹具及加工方法.pdf
一种空心叶片贯穿安装孔加工用多工位夹具及加工方法,属于航空发动机涡轮导向叶片加工技术领域,包括底板,所述底板上表面两侧设置有用于安装桥式压紧支撑的支柱,所述支柱顶部通过阶形螺钉安装有桥式压紧支撑,底板上表面通过螺钉安装有上缘板定位块和下缘板定位块,底板上安装有靠近上缘板定位块设置的对刀块,下缘板定位块顶部安装有径向压紧块组件,下缘板定位块两侧壁顶部安装有压紧组件。本发明通过研究内腔封堵材料及仿形封堵方案,解决了常规封堵方案产生的次生异物影响,杜绝了金属屑进入内腔的可能;通过研究避免刀具干涉及设备主轴干涉夹

一种用于涡轮盘去毛刺的快换夹具.pdf
本发明属于机械加工技术,涉及一种用于涡轮盘去毛刺的快换夹具。它由支架(1)、摇架(2)、圆盘(3)、尼龙转盘(4)、芯轴(5)、第一尼龙衬套(6)、第二尼龙衬套(7)、螺纹销轴(8)、锁紧销(9)和锁紧螺母(10)组成。本发明提出了一种用于涡轮盘去毛刺的快换夹具,避免了涡轮盘损伤,保证了毛刺去除效果,简化了操作步骤,减轻了劳动强度,提高了工作效率。
一种低压涡轮导向叶片多工位加工工艺方法.pdf
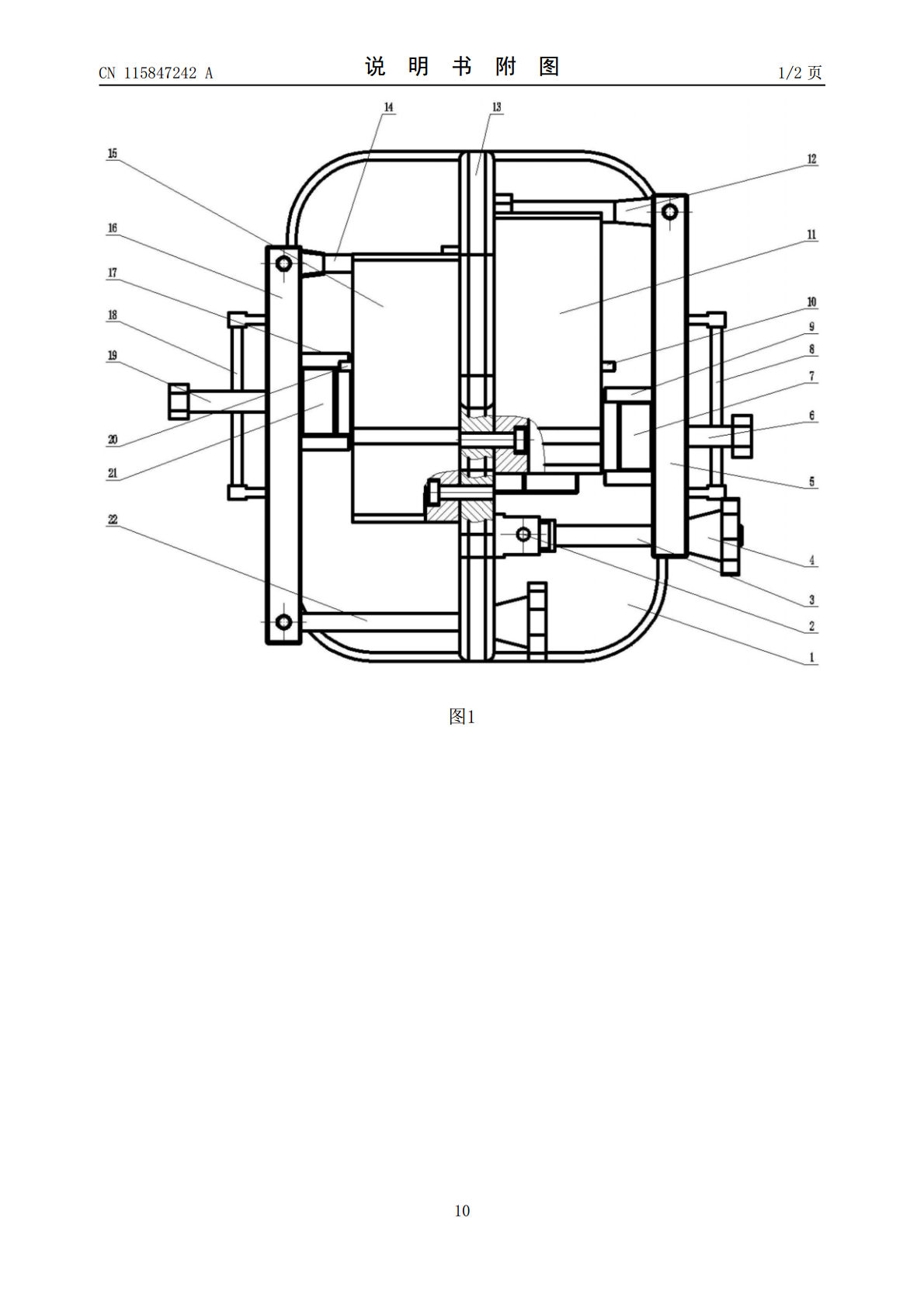
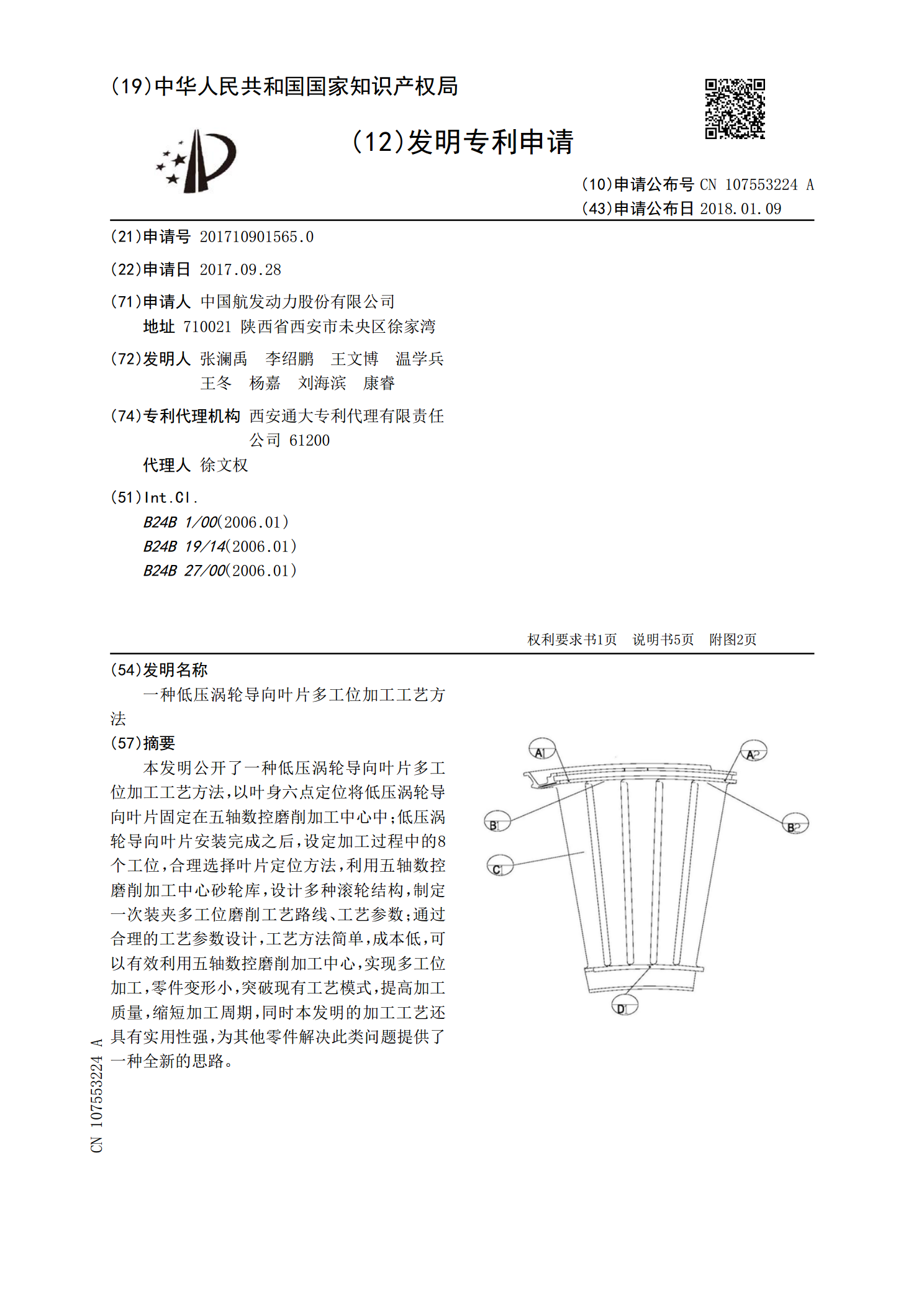
本发明公开了一种低压涡轮导向叶片多工位加工工艺方法,以叶身六点定位将低压涡轮导向叶片固定在五轴数控磨削加工中心中;低压涡轮导向叶片安装完成之后,设定加工过程中的8个工位,合理选择叶片定位方法,利用五轴数控磨削加工中心砂轮库,设计多种滚轮结构,制定一次装夹多工位磨削工艺路线、工艺参数;通过合理的工艺参数设计,工艺方法简单,成本低,可以有效利用五轴数控磨削加工中心,实现多工位加工,零件变形小,突破现有工艺模式,提高加工质量,缩短加工周期,同时本发明的加工工艺还具有实用性强,为其他零件解决此类问题提供了一种全新

一种高温合金多联空心涡轮叶片的制备工艺.pdf
一种高温合金多联空心涡轮叶片的制备工艺,包括:(1)将多联叶片分解成多个叶片单元,制备各单元叶片的叶身蜡模,其中叶身带有陶瓷型芯;带有陶瓷型芯的单元叶身蜡模采用注射成形方式成形,注射温度为63℃-68℃,压力为0.3-0.5MPa,注射时间为10-30秒,保压时间为10-30秒。(2)将各带有陶瓷型芯的单元叶身蜡模放入多联模具中注蜡一次成型,制得多联空心叶片蜡模;(3)多联空心叶片蜡模经涂料、脱蜡、烧结、浇注、清理、脱芯工序,最后得到高温合金多联空心涡轮叶片铸件。