
一种空心叶片贯穿安装孔加工用多工位夹具及加工方法.pdf

雨星****萌娃


1/9
2/9
3/9

4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种空心叶片贯穿安装孔加工用多工位夹具及加工方法.pdf
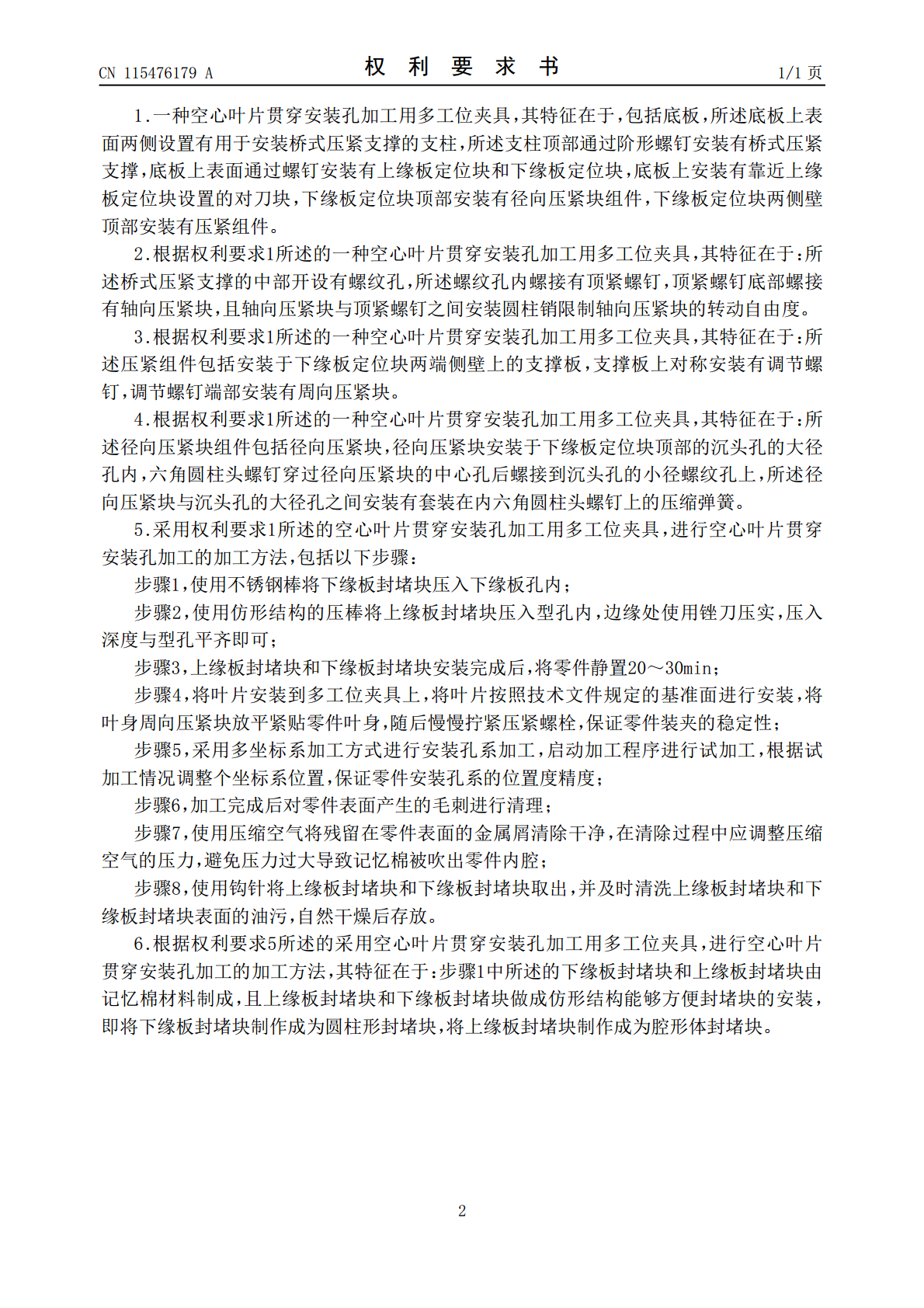
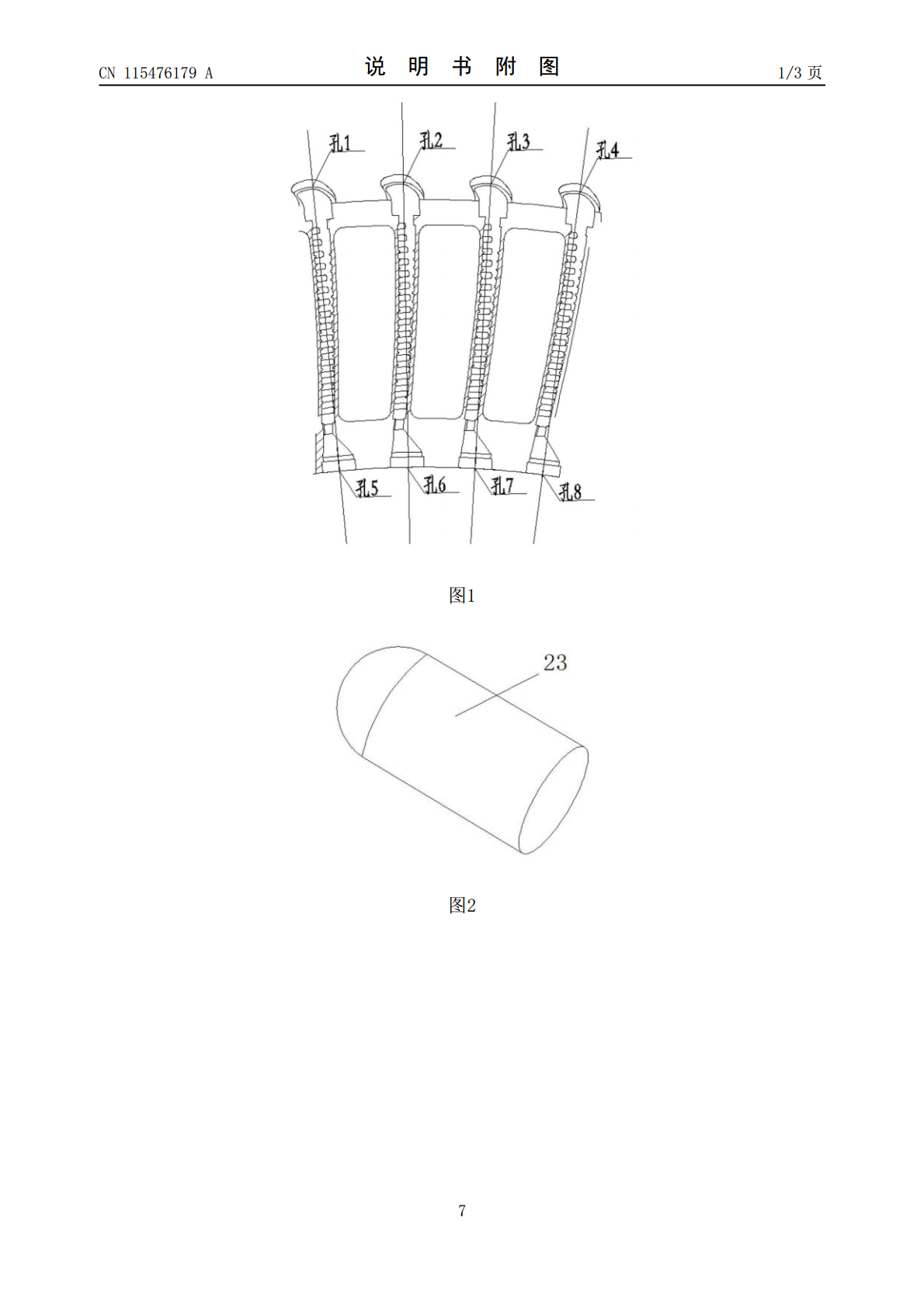
一种空心叶片贯穿安装孔加工用多工位夹具及加工方法,属于航空发动机涡轮导向叶片加工技术领域,包括底板,所述底板上表面两侧设置有用于安装桥式压紧支撑的支柱,所述支柱顶部通过阶形螺钉安装有桥式压紧支撑,底板上表面通过螺钉安装有上缘板定位块和下缘板定位块,底板上安装有靠近上缘板定位块设置的对刀块,下缘板定位块顶部安装有径向压紧块组件,下缘板定位块两侧壁顶部安装有压紧组件。本发明通过研究内腔封堵材料及仿形封堵方案,解决了常规封堵方案产生的次生异物影响,杜绝了金属屑进入内腔的可能;通过研究避免刀具干涉及设备主轴干涉夹

一种用于多联复杂空心涡轮叶片双工位快换加工的夹具.pdf
本发明涉及一种用于多联复杂空心涡轮叶片双工位快换加工的夹具,包括:底板,底板上处置垂直设置有一块支座,支座两侧分别设置用于定位加工叶片的左侧定位部分和右侧定位部分,底板远离支座的一侧设置有用于将夹具安装于加工设备上的快换定位销和快换紧固销。装置具备快换功能和集成功能,不仅满足了提升零件的产出效率、方便装夹,而且设计结构紧凑,装夹效率得到了极大提升,非常有利于批量化生产。本发明结构紧凑,定位方便,装夹稳定性高,劳动强度低,能够有效地提升加工效率约40%,非常有利于批量化生产。有效解决了现有多联复杂空心涡轮叶
一种缸体的孔加工用夹具以及孔加工方法.pdf
本发明公开了一种缸体的孔加工用夹具,包括底座,所述底座顶部边沿处设有支架,所述底座顶部中心处设有V型块,所述支架立面上设有支杆,所述支杆一端铰接有左框架和右框架,所述左框架和右框架一端均设有磁铁,所述左框架和右框架内侧框上均设有定位板,所述定位板上设有定位孔。本发明通过左框架和右框架的配合可以使得加工精度得到保障,左框架和右框架上的定位板上的定位孔可以在缸体孔加工的时候起到精准定位效果,该夹具定位效率高,定位精度高,给缸体孔的加工带来较大的便利。
一种叶片加工用柔性夹具及夹持方法.pdf
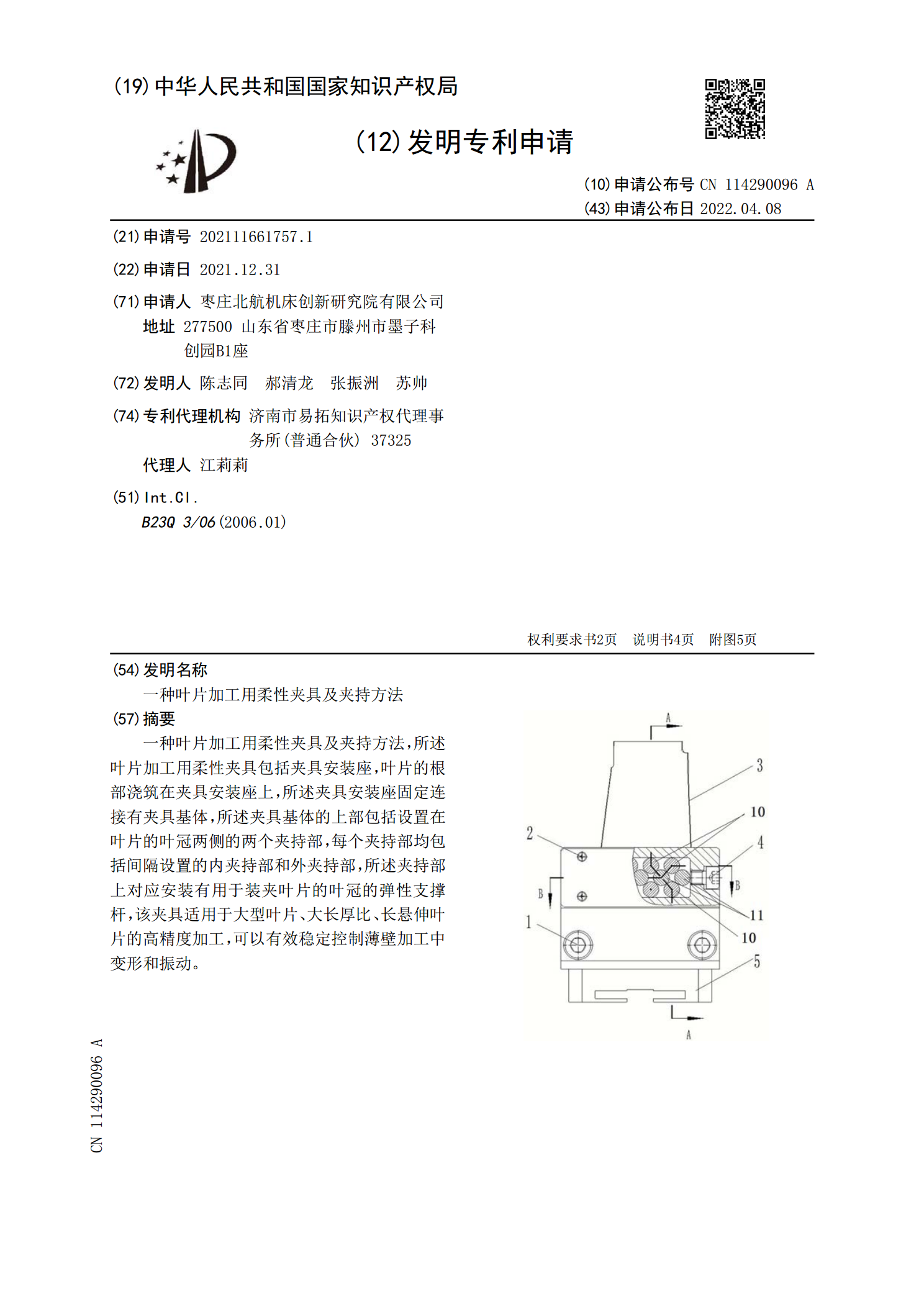
一种叶片加工用柔性夹具及夹持方法,所述叶片加工用柔性夹具包括夹具安装座,叶片的根部浇筑在夹具安装座上,所述夹具安装座固定连接有夹具基体,所述夹具基体的上部包括设置在叶片的叶冠两侧的两个夹持部,每个夹持部均包括间隔设置的内夹持部和外夹持部,所述夹持部上对应安装有用于装夹叶片的叶冠的弹性支撑杆,该夹具适用于大型叶片、大长厚比、长悬伸叶片的高精度加工,可以有效稳定控制薄壁加工中变形和振动。
多工位直线导轨副滑块加工用专用夹具.pdf
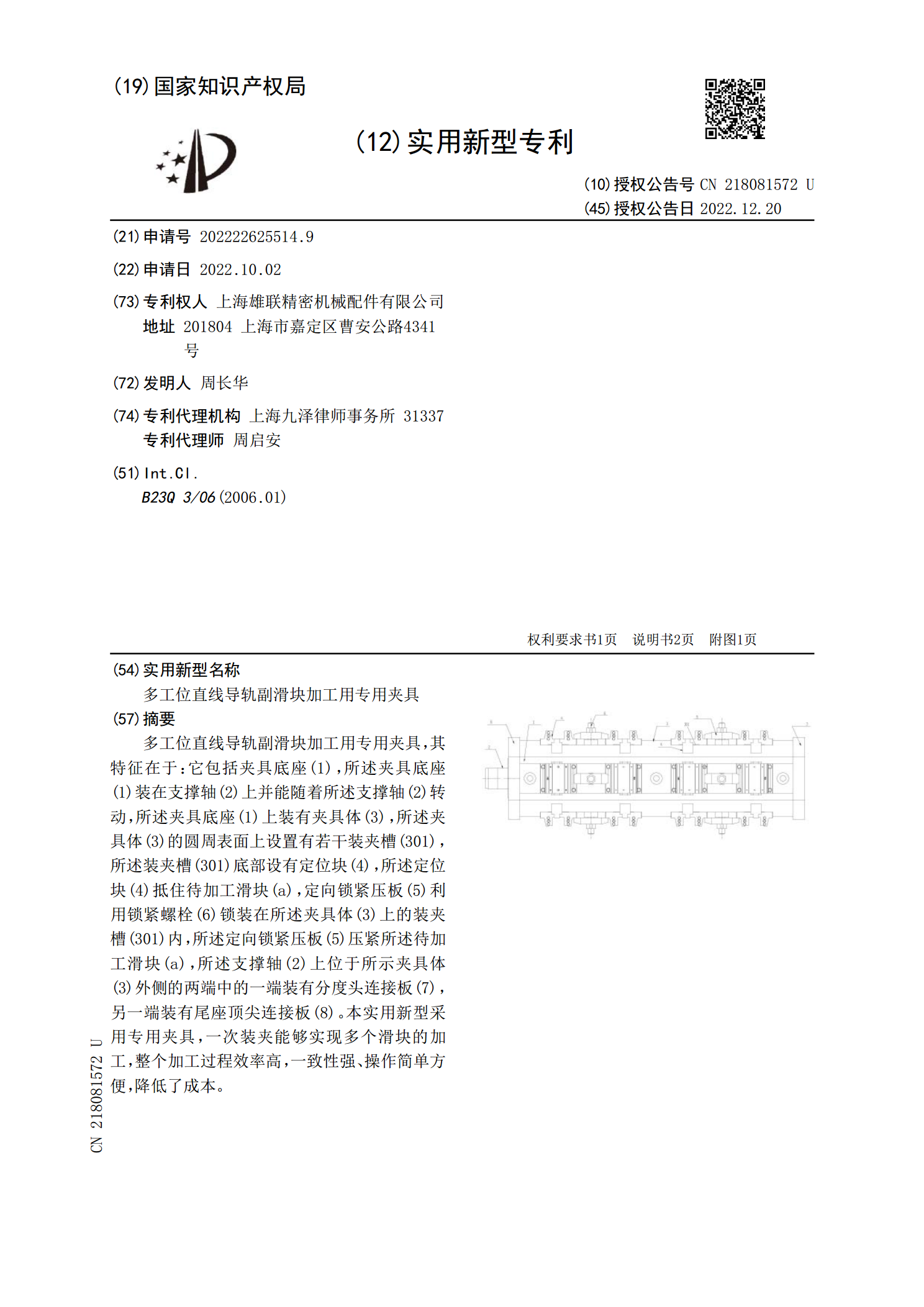
多工位直线导轨副滑块加工用专用夹具,其特征在于:它包括夹具底座(1),所述夹具底座(1)装在支撑轴(2)上并能随着所述支撑轴(2)转动,所述夹具底座(1)上装有夹具体(3),所述夹具体(3)的圆周表面上设置有若干装夹槽(301),所述装夹槽(301)底部设有定位块(4),所述定位块(4)抵住待加工滑块(a),定向锁紧压板(5)利用锁紧螺栓(6)锁装在所述夹具体(3)上的装夹槽(301)内,所述定向锁紧压板(5)压紧所述待加工滑块(a),所述支撑轴(2)上位于所示夹具体(3)外侧的两端中的一端装有分度头连接