
一种焊接电极的快速冷却装置及其使用方法.pdf

努力****星驰


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种焊接电极的快速冷却装置及其使用方法.pdf
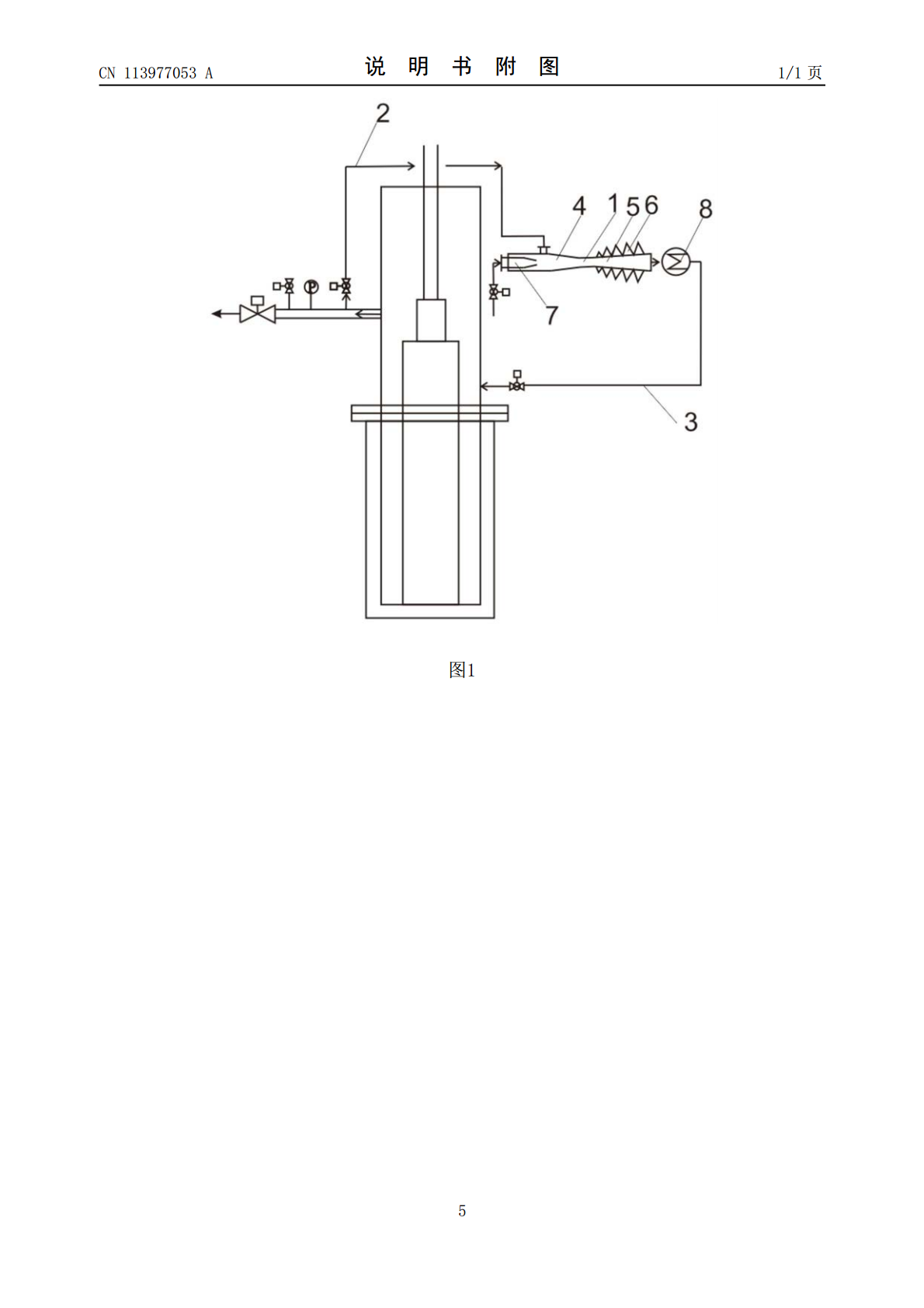
本发明公开了一种焊接电极的快速冷却装置及其使用方法,该装置包括引流管、进气管路和排气管路,进气管路的两端分别与引流管和炉体连通,排气管路的两端分别与炉体和引流管的末端连通,引流管包括收缩段和扩张段,扩张段上设置有换热器,引流管前端设置有锥形喷嘴。该装置可有效解决现有的冷却装置存在的冷却时间长的问题。
一种模具快速冷却装置及其使用方法.pdf
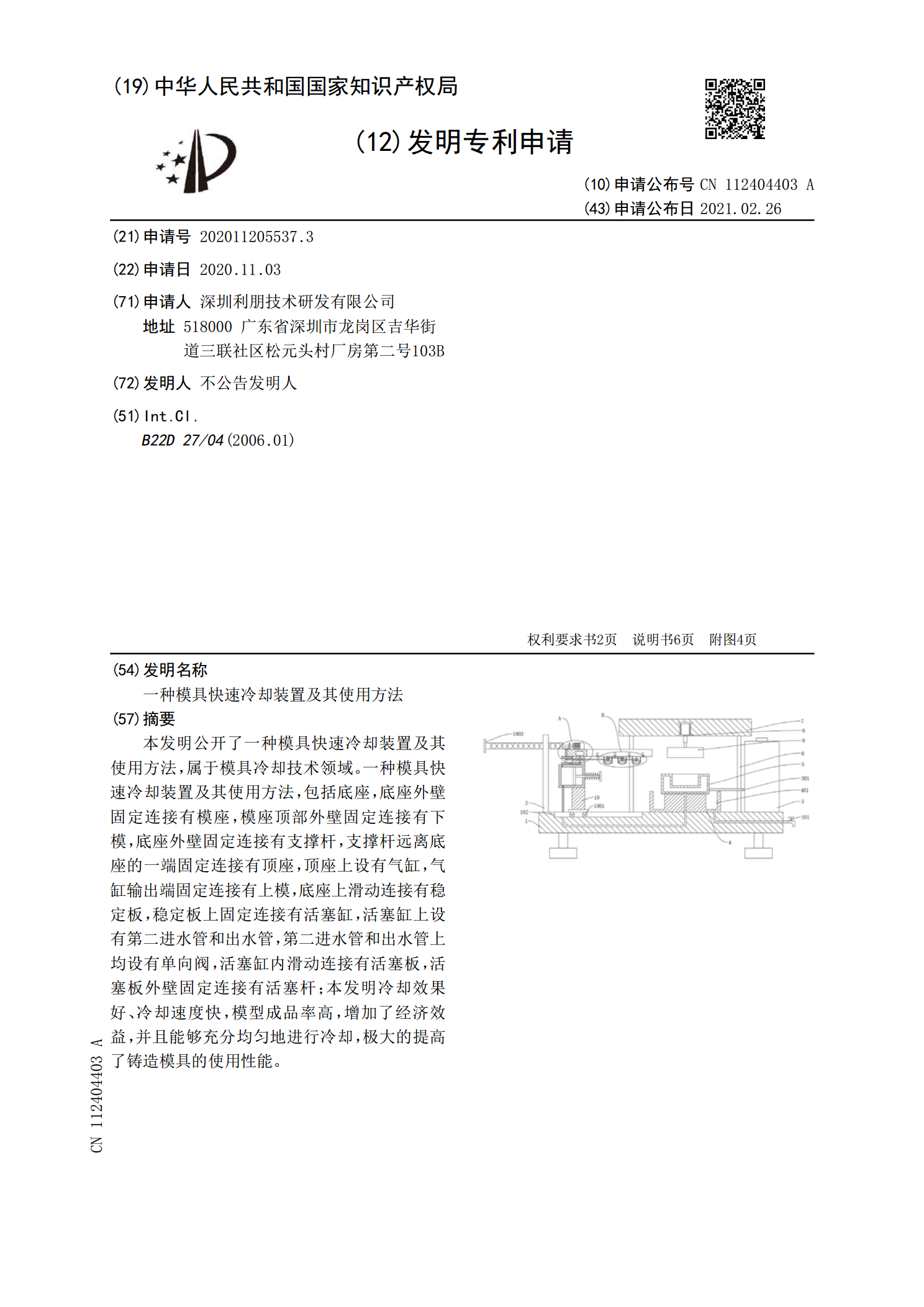
本发明公开了一种模具快速冷却装置及其使用方法,属于模具冷却技术领域。一种模具快速冷却装置及其使用方法,包括底座,底座外壁固定连接有模座,模座顶部外壁固定连接有下模,底座外壁固定连接有支撑杆,支撑杆远离底座的一端固定连接有顶座,顶座上设有气缸,气缸输出端固定连接有上模,底座上滑动连接有稳定板,稳定板上固定连接有活塞缸,活塞缸上设有第二进水管和出水管,第二进水管和出水管上均设有单向阀,活塞缸内滑动连接有活塞板,活塞板外壁固定连接有活塞杆;本发明冷却效果好、冷却速度快,模型成品率高,增加了经济效益,并且能够充分
一种机械焊接用的快速冷却装置.pdf
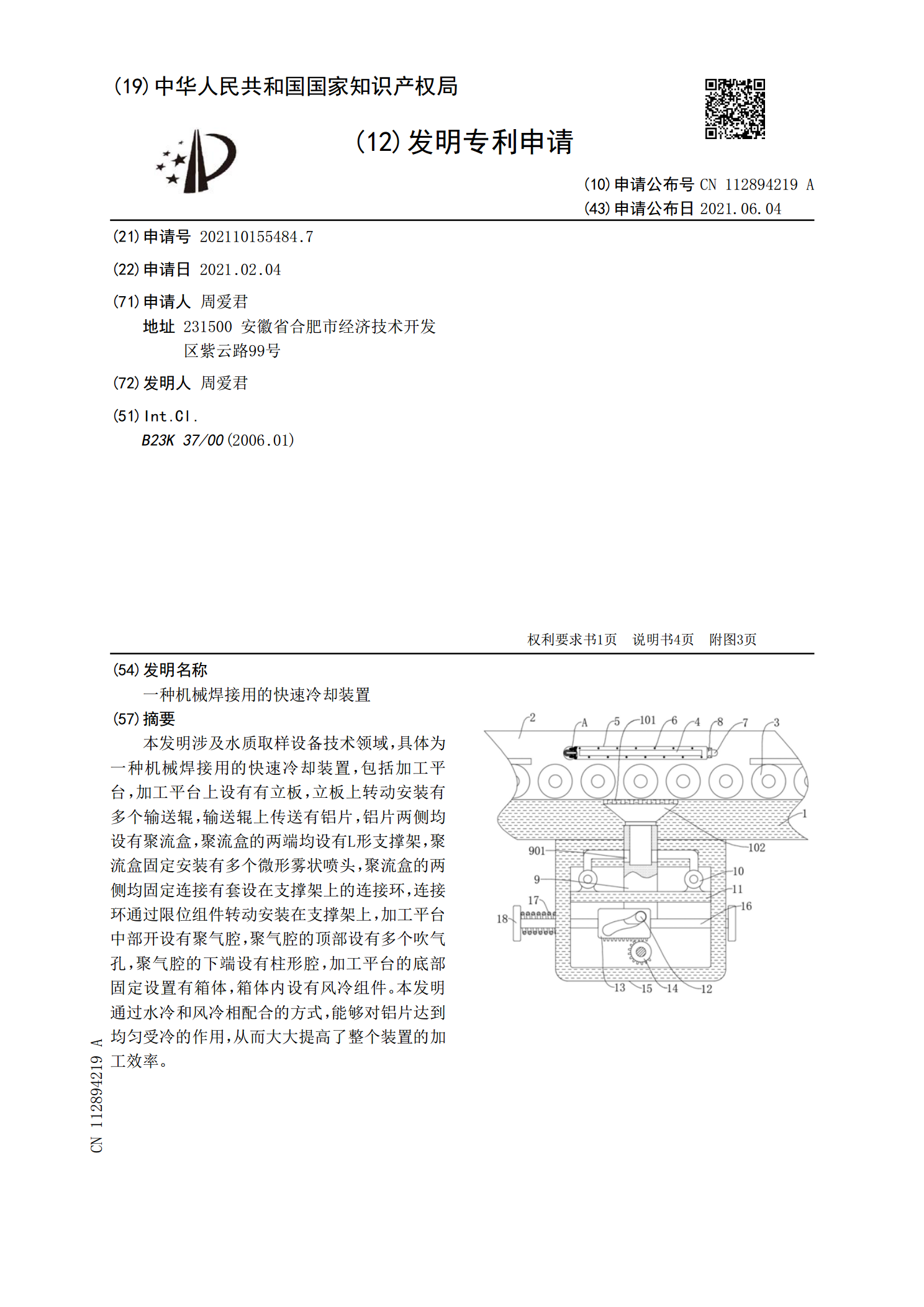
本发明涉及水质取样设备技术领域,具体为一种机械焊接用的快速冷却装置,包括加工平台,加工平台上设有有立板,立板上转动安装有多个输送辊,输送辊上传送有铝片,铝片两侧均设有聚流盒,聚流盒的两端均设有L形支撑架,聚流盒固定安装有多个微形雾状喷头,聚流盒的两侧均固定连接有套设在支撑架上的连接环,连接环通过限位组件转动安装在支撑架上,加工平台中部开设有聚气腔,聚气腔的顶部设有多个吹气孔,聚气腔的下端设有柱形腔,加工平台的底部固定设置有箱体,箱体内设有风冷组件。本发明通过水冷和风冷相配合的方式,能够对铝片达到均匀受冷的
一种专用焊接电极及其使用方法.pdf
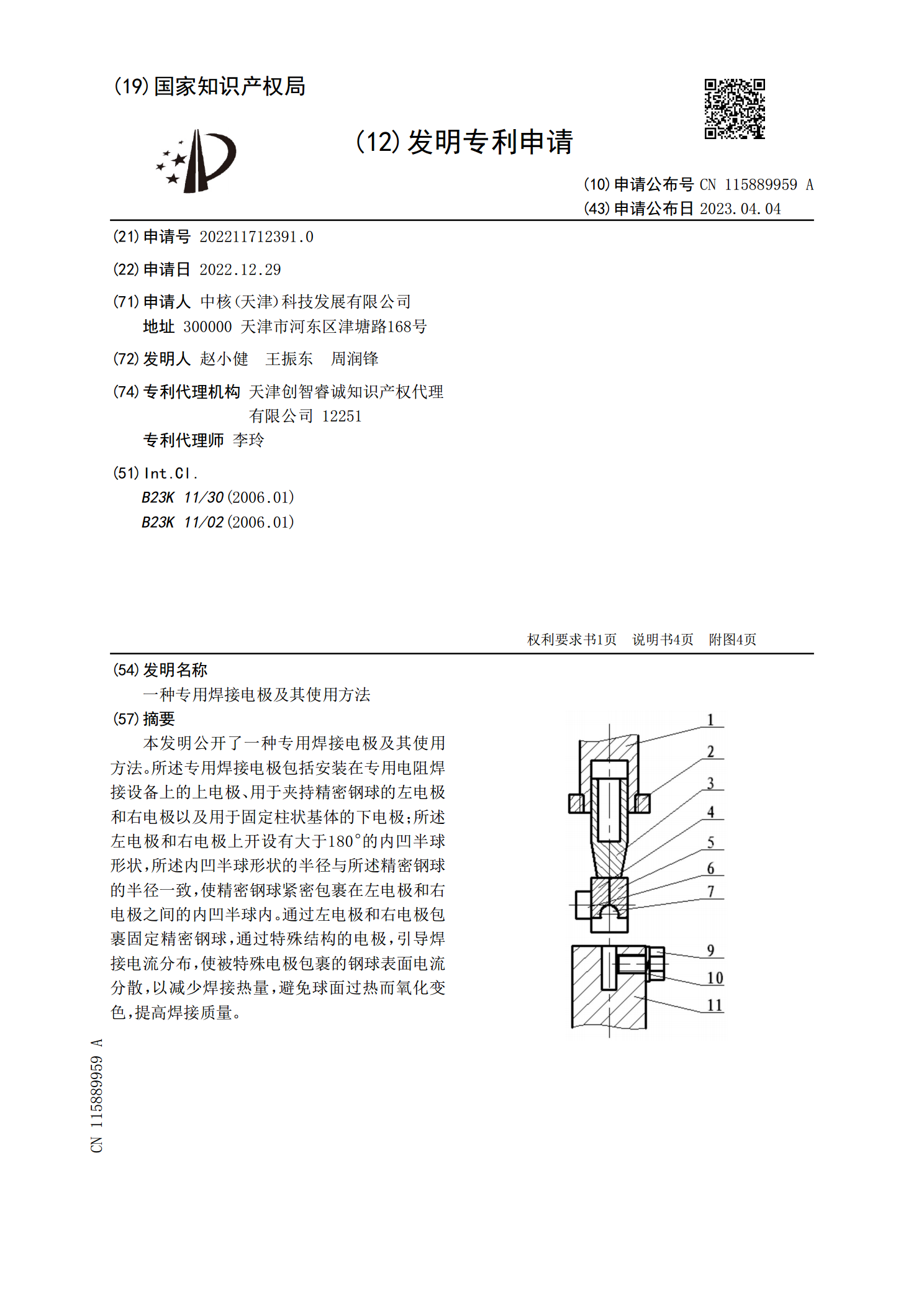
本发明公开了一种专用焊接电极及其使用方法。所述专用焊接电极包括安装在专用电阻焊接设备上的上电极、用于夹持精密钢球的左电极和右电极以及用于固定柱状基体的下电极;所述左电极和右电极上开设有大于180°的内凹半球形状,所述内凹半球形状的半径与所述精密钢球的半径一致,使精密钢球紧密包裹在左电极和右电极之间的内凹半球内。通过左电极和右电极包裹固定精密钢球,通过特殊结构的电极,引导焊接电流分布,使被特殊电极包裹的钢球表面电流分散,以减少焊接热量,避免球面过热而氧化变色,提高焊接质量。

一种塑料托盘加工用快速冷却装置及其使用方法.pdf
本发明公开了一种塑料托盘加工用快速冷却装置及其使用方法,包括上模、下模,所述上模中央设置有浇筑孔,所述上模下表面上设置有成型凹槽,所述上模内部靠近所述成型凹槽的位置设置有上冷却管道,所述上冷却管道两端设置有连接插针,所述上模下方设置有所述下模,所述下模外壁上设置有触摸控制面板,所述触摸控制面板一侧设置有状态指示灯,所述触摸控制面板另一侧设置有蜂鸣器,所述触摸控制面板内侧设置有控制器,所述控制器一侧设置有压缩机,所述压缩机连接有下冷却管道。有益效果在于:1、安装在模具内部,占用空间小;2、冷却管道贴近产品设