
型材焊接夹具装置总成.pdf

玄静****写意

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
型材焊接夹具装置总成.pdf
本发明提供了一种型材焊接夹具装置总成,包括:送料装置,对物料沿第一方向进行输送;导向定位装置,设于送料装置,包括:至少两个第一导向辊,沿第二方向相对送料装置移动,第二方向与第一方向垂直;推料装置,设于送料装置,包括:推料架,沿第一方向相对送料装置移动;推料板,可转动地设于推料架,具有第一工位和第二工位,推料板转动至第一工位时,物料沿第一方向移动,推料板转动至第二工位时,推动物料移动;对中夹紧定位装置,设于送料装置,包括:至少四个第一对中压紧轮,第一对中压紧轮能够沿第二方向相对送料装置移动;组立焊接装置,与

叶轮总成的叶片焊接夹具.pdf
本发明提供了叶轮总成的叶片焊接夹具,其能解决以往叶片与叶轮总成壳体焊接过程中存在的叶片定位精度差、焊接困难、焊接效率低的问题其包括夹具底板,所述夹具底板上固定有定位芯棒,其特征在于:所述夹具底板上安装有叶片定位装夹结构,所述叶片定位装夹结构设置有三个,所述三个叶片定位装夹结构分别沿着叶片旋转方向均匀布置于所述夹具底板上。
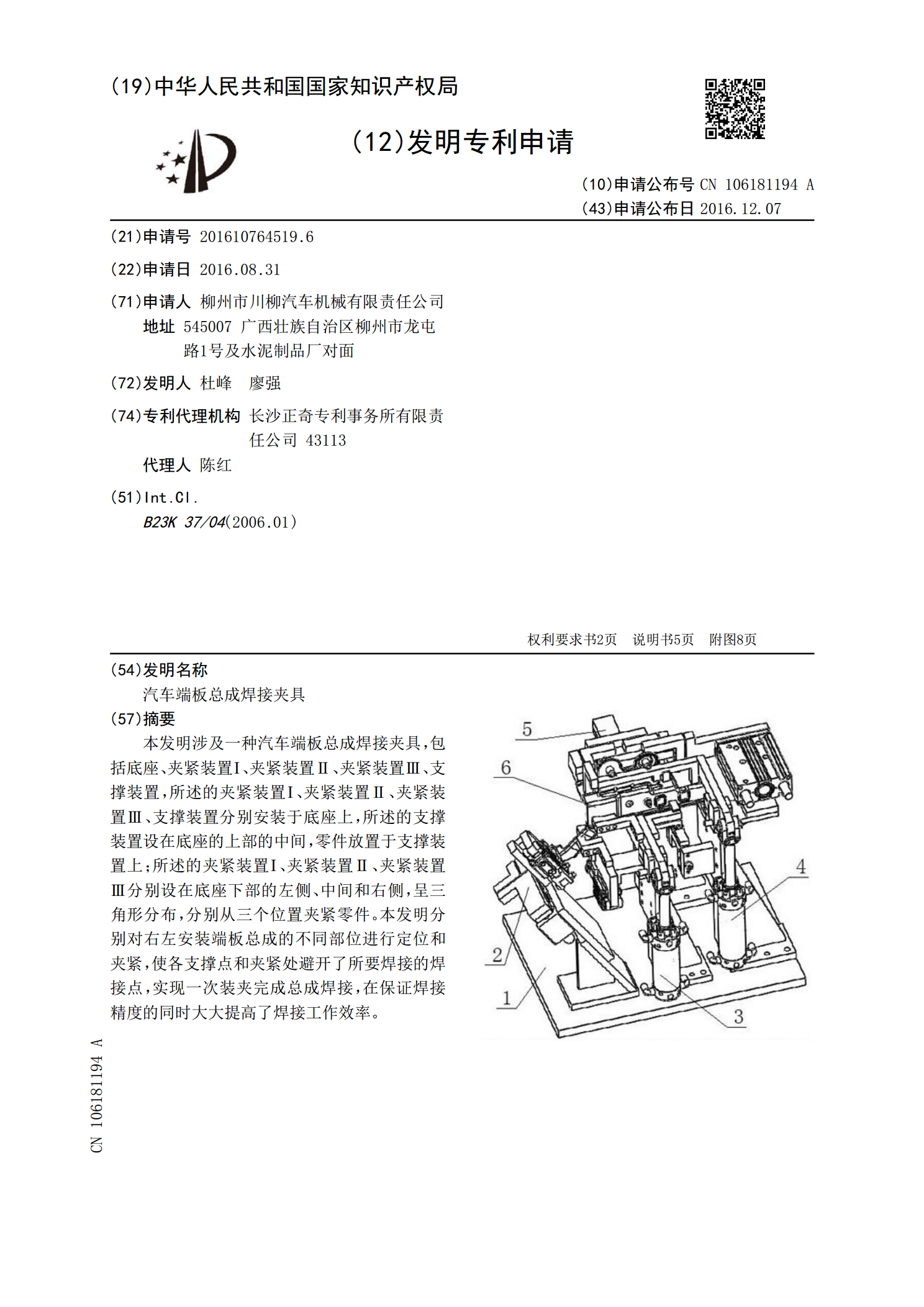
汽车端板总成焊接夹具.pdf
本发明涉及一种汽车端板总成焊接夹具,包括底座、夹紧装置Ⅰ、夹紧装置Ⅱ、夹紧装置Ⅲ、支撑装置,所述的夹紧装置Ⅰ、夹紧装置Ⅱ、夹紧装置Ⅲ、支撑装置分别安装于底座上,所述的支撑装置设在底座的上部的中间,零件放置于支撑装置上;所述的夹紧装置Ⅰ、夹紧装置Ⅱ、夹紧装置Ⅲ分别设在底座下部的左侧、中间和右侧,呈三角形分布,分别从三个位置夹紧零件。本发明分别对右左安装端板总成的不同部位进行定位和夹紧,使各支撑点和夹紧处避开了所要焊接的焊接点,实现一次装夹完成总成焊接,在保证焊接精度的同时大大提高了焊接工作效率。
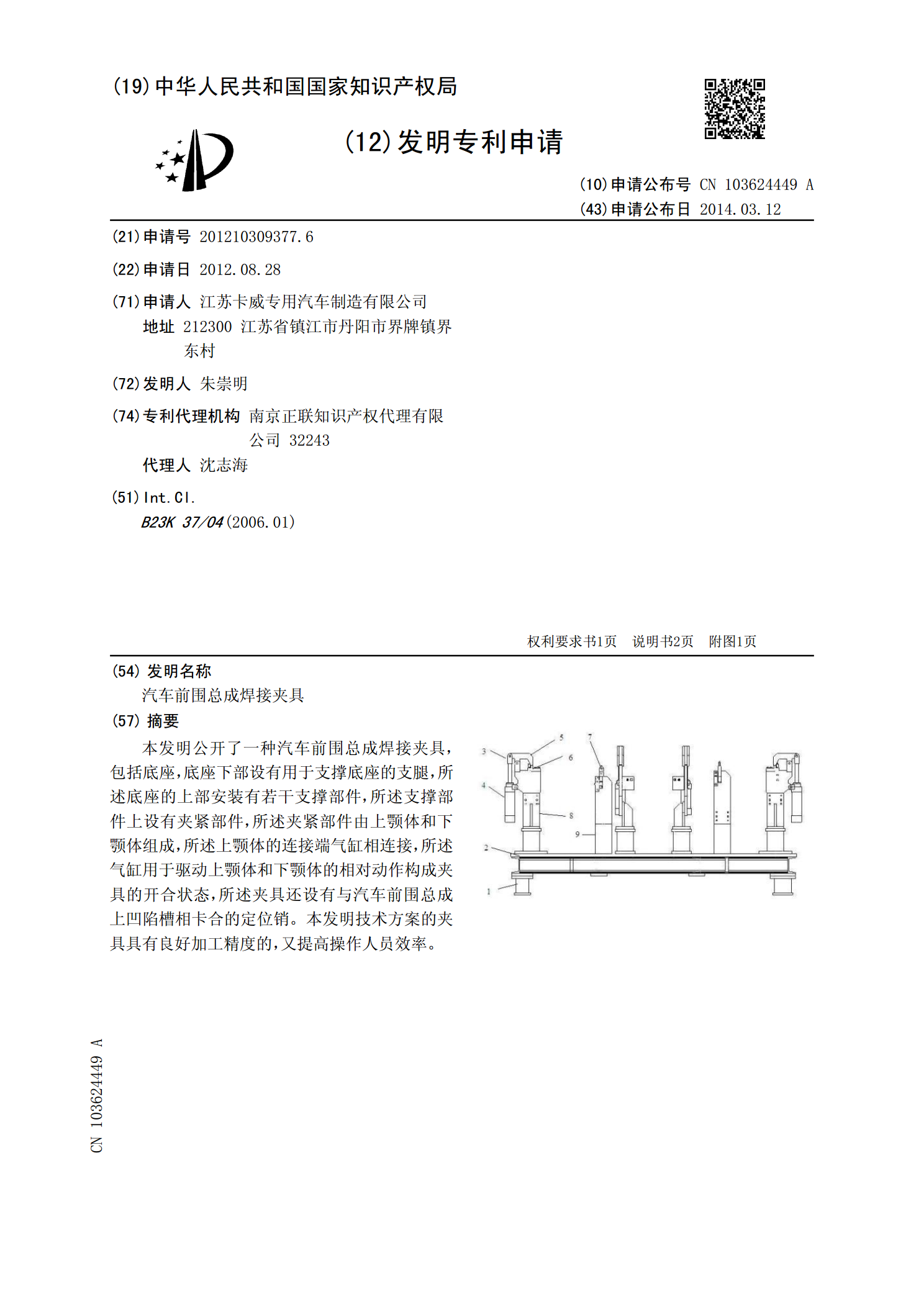
汽车前围总成焊接夹具.pdf
本发明公开了一种汽车前围总成焊接夹具,包括底座,底座下部设有用于支撑底座的支腿,所述底座的上部安装有若干支撑部件,所述支撑部件上设有夹紧部件,所述夹紧部件由上颚体和下颚体组成,所述上颚体的连接端气缸相连接,所述气缸用于驱动上颚体和下颚体的相对动作构成夹具的开合状态,所述夹具还设有与汽车前围总成上凹陷槽相卡合的定位销。本发明技术方案的夹具具有良好加工精度的,又提高操作人员效率。
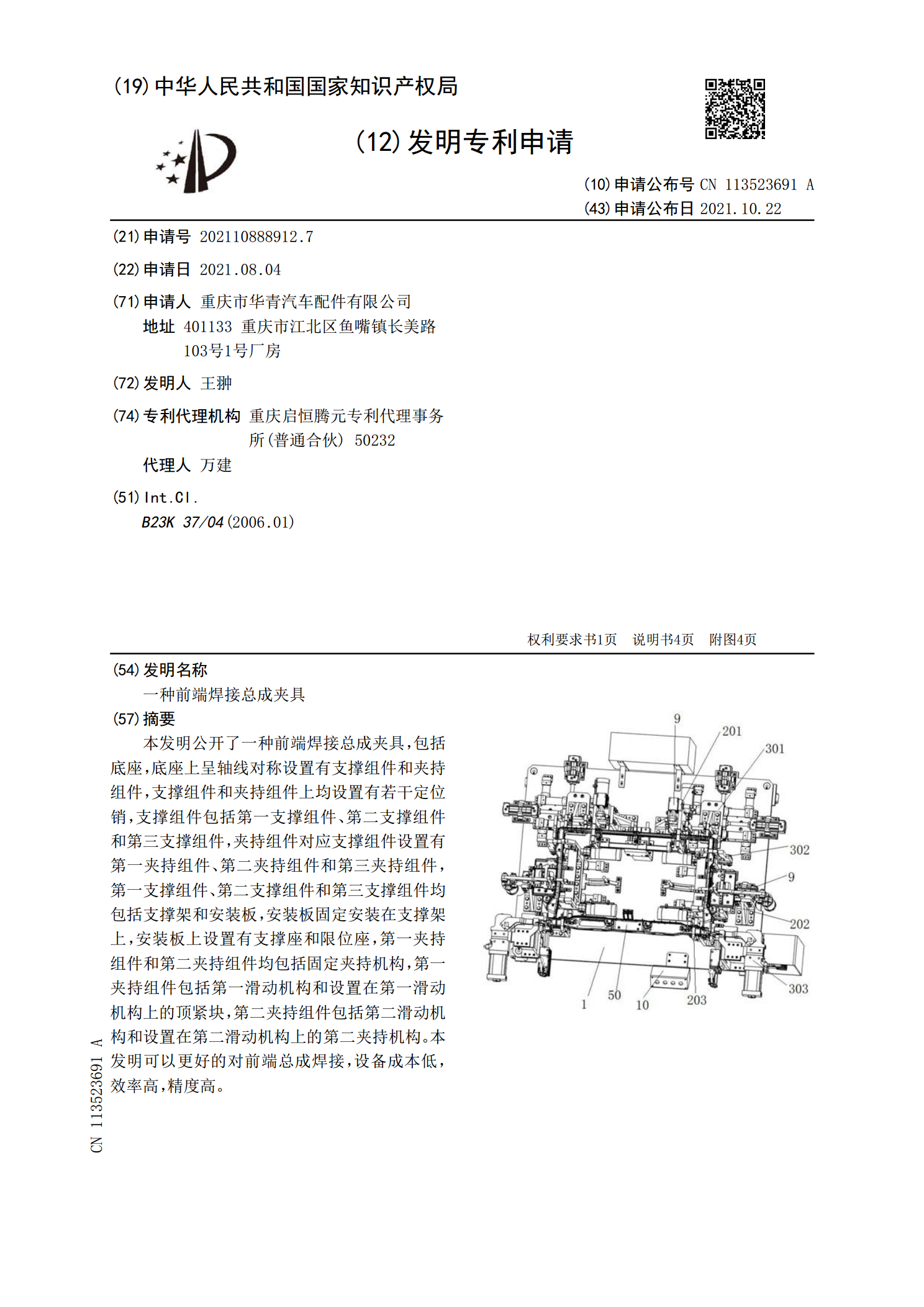
一种前端焊接总成夹具.pdf
本发明公开了一种前端焊接总成夹具,包括底座,底座上呈轴线对称设置有支撑组件和夹持组件,支撑组件和夹持组件上均设置有若干定位销,支撑组件包括第一支撑组件、第二支撑组件和第三支撑组件,夹持组件对应支撑组件设置有第一夹持组件、第二夹持组件和第三夹持组件,第一支撑组件、第二支撑组件和第三支撑组件均包括支撑架和安装板,安装板固定安装在支撑架上,安装板上设置有支撑座和限位座,第一夹持组件和第二夹持组件均包括固定夹持机构,第一夹持组件包括第一滑动机构和设置在第一滑动机构上的顶紧块,第二夹持组件包括第二滑动机构和设置在第