
一种光伏电池片连续串焊设备及焊接方法.pdf

是飞****文章

1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种光伏电池片连续串焊设备及焊接方法.pdf
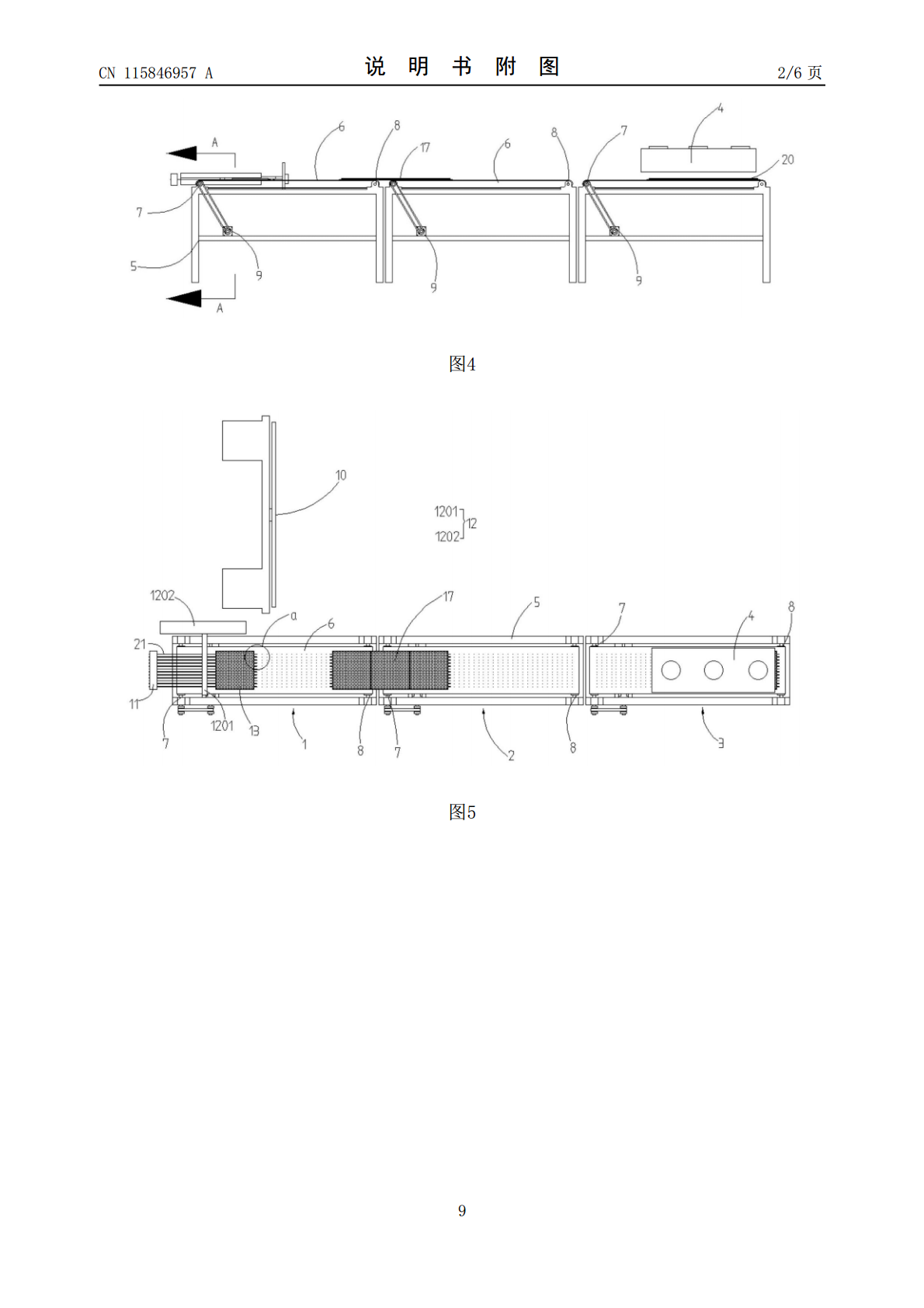
本发明公开了一种光伏电池片连续串焊设备及焊接方法,包括动力输送机构和焊接灯箱,所述动力输送机构沿输送方向依次分为互相独立输送的焊带定位段、缓存段和焊接段,所述缓存段能够存放至少一串电池片,所述焊接灯箱位于焊接段,焊带定位段为步进式运动输送,焊接段为连续式运动输送;所述缓存段用于接收来自焊接定位段的预定数量的电池片,并将所述预定数量的电池串联后一并输送至焊接段。本发明采用三段独立的传输结构,实现焊接段的连续输送,焊接灯箱可以保持常开状态,保证不同电池片之间、同一片电池的不同区域都是在相同的条件下进行焊接,提
一种焊带、光伏组件及电池焊接方法.pdf
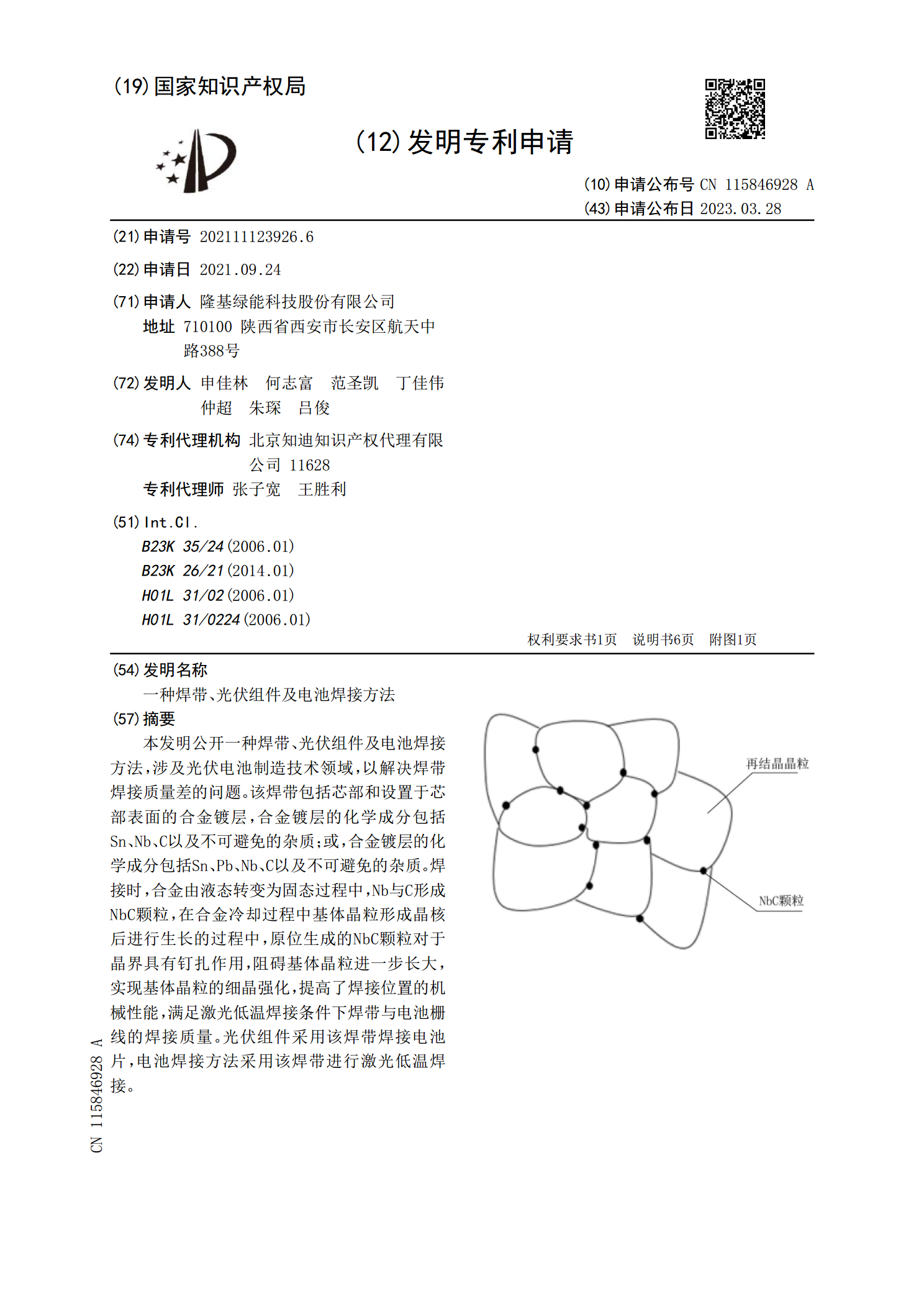
本发明公开一种焊带、光伏组件及电池焊接方法,涉及光伏电池制造技术领域,以解决焊带焊接质量差的问题。该焊带包括芯部和设置于芯部表面的合金镀层,合金镀层的化学成分包括Sn、Nb、C以及不可避免的杂质;或,合金镀层的化学成分包括Sn、Pb、Nb、C以及不可避免的杂质。焊接时,合金由液态转变为固态过程中,Nb与C形成NbC颗粒,在合金冷却过程中基体晶粒形成晶核后进行生长的过程中,原位生成的NbC颗粒对于晶界具有钉扎作用,阻碍基体晶粒进一步长大,实现基体晶粒的细晶强化,提高了焊接位置的机械性能,满足激光低温焊接条件
光伏组件、光伏组件生产设备及电池串的摆片方法.pdf
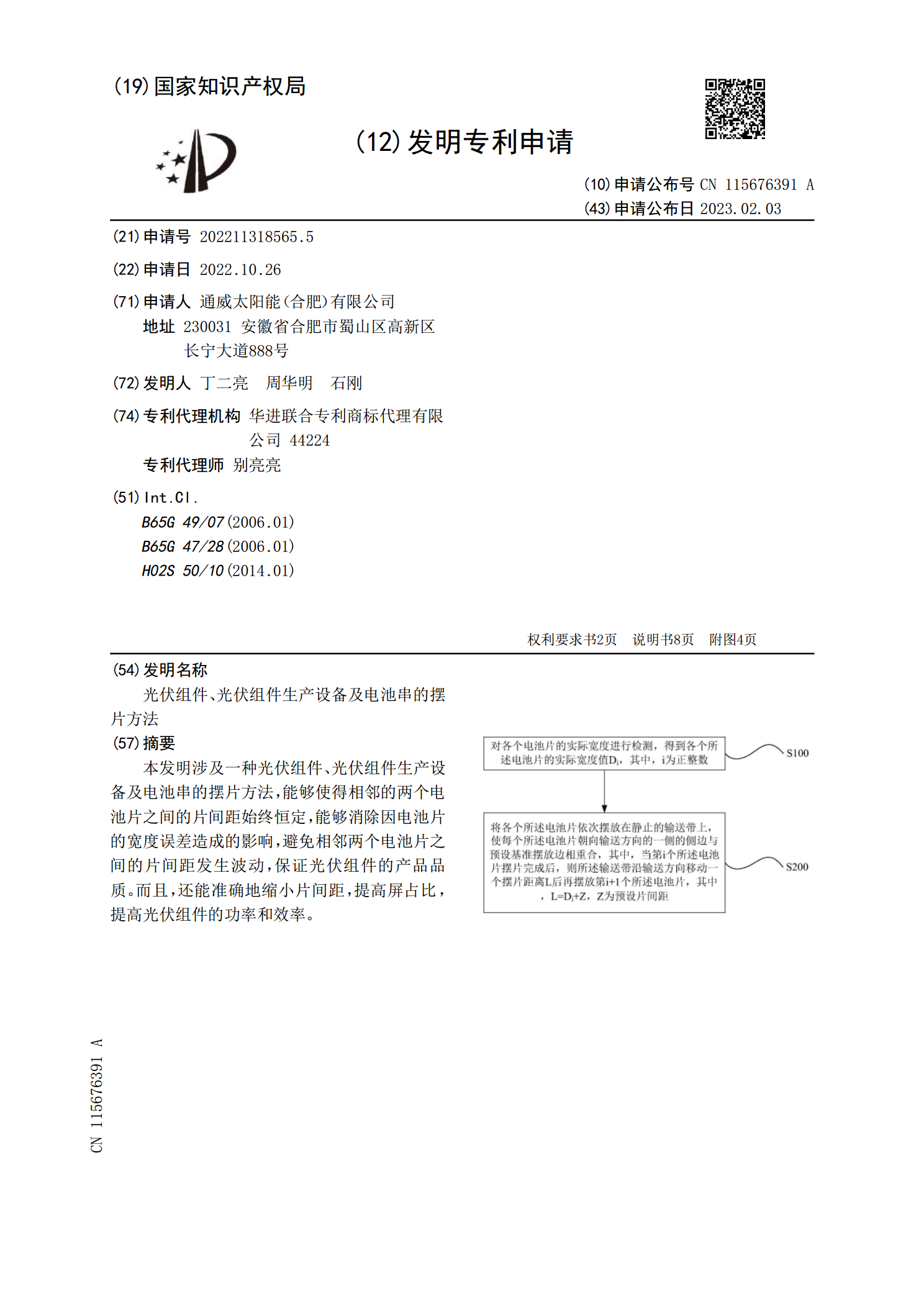
本发明涉及一种光伏组件、光伏组件生产设备及电池串的摆片方法,能够使得相邻的两个电池片之间的片间距始终恒定,能够消除因电池片的宽度误差造成的影响,避免相邻两个电池片之间的片间距发生波动,保证光伏组件的产品品质。而且,还能准确地缩小片间距,提高屏占比,提高光伏组件的功率和效率。
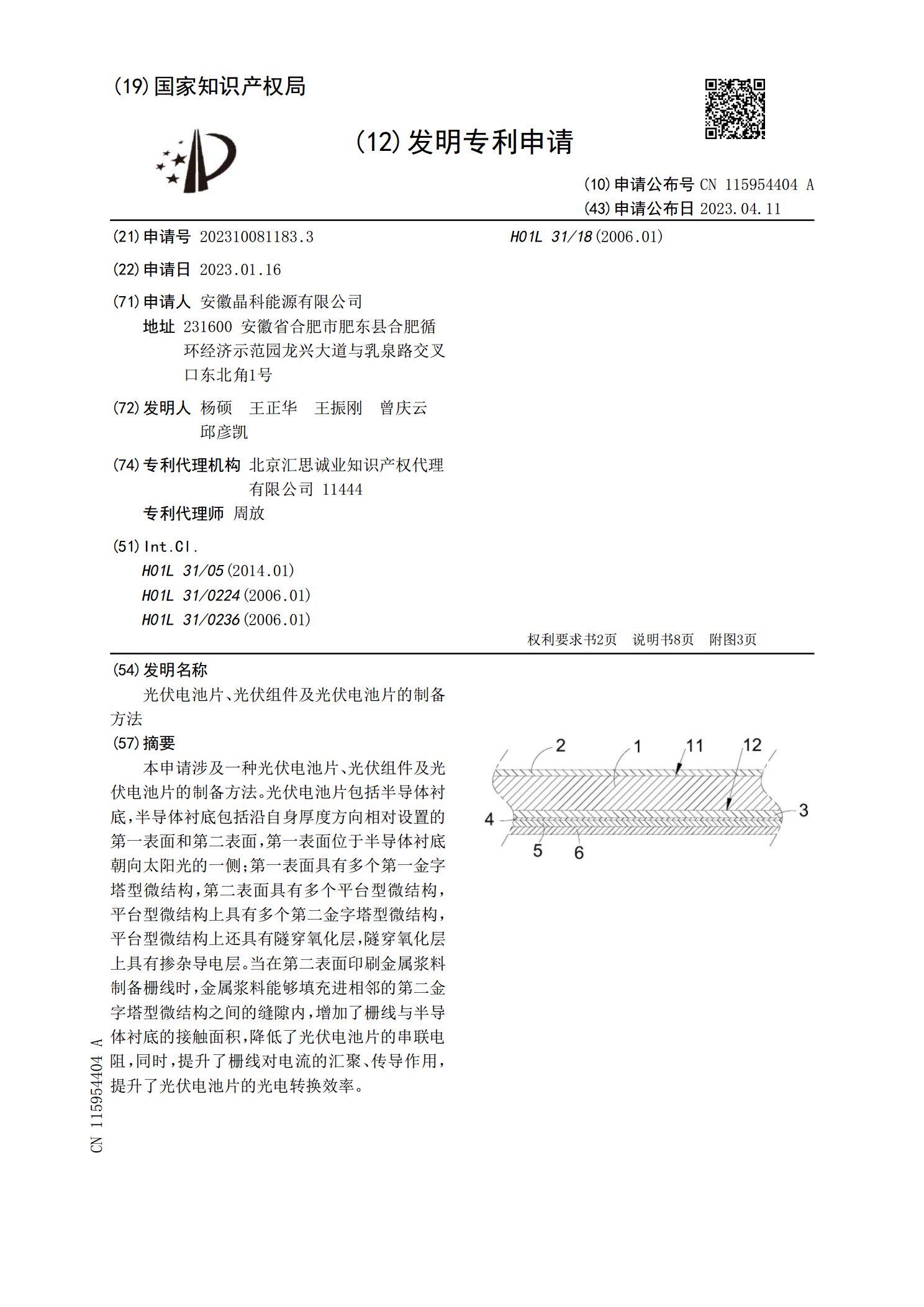
光伏电池片、光伏组件及光伏电池片的制备方法.pdf
本申请涉及一种光伏电池片、光伏组件及光伏电池片的制备方法。光伏电池片包括半导体衬底,半导体衬底包括沿自身厚度方向相对设置的第一表面和第二表面,第一表面位于半导体衬底朝向太阳光的一侧;第一表面具有多个第一金字塔型微结构,第二表面具有多个平台型微结构,平台型微结构上具有多个第二金字塔型微结构,平台型微结构上还具有隧穿氧化层,隧穿氧化层上具有掺杂导电层。当在第二表面印刷金属浆料制备栅线时,金属浆料能够填充进相邻的第二金字塔型微结构之间的缝隙内,增加了栅线与半导体衬底的接触面积,降低了光伏电池片的串联电阻,同时,
一种专用于超薄光伏电池片焊接用的低熔点光伏焊带及其制备方法与应用.pdf
本发明提供了一种专用于超薄光伏电池片焊接用的低熔点光伏焊带及其制备方法与应用。所述光伏焊带的制备步骤:将锡、铅、铋、银、铜进行混合熔解,制得合金混合物;将所得合金混合物放入锡炉内加热,得低熔点焊料;将铜丝压延成铜带后直接退火,之后冷却至室温制得铜带;将所得铜带或直接将铜丝用助焊剂浸泡,随后干燥并将所得铜带或铜丝送入锡炉内,将所得低熔点焊料涂覆在铜带或铜丝表面,得到表面涂有低熔点焊料的涂锡铜带或涂锡铜丝;将所得涂锡铜带或涂锡铜丝冷却,并将冷却后的铜带和铜丝收卷成滚轴,最后真空包装,即得低熔点光伏焊带。本发明