
一种专用于超薄光伏电池片焊接用的低熔点光伏焊带及其制备方法与应用.pdf

一吃****书竹

1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种专用于超薄光伏电池片焊接用的低熔点光伏焊带及其制备方法与应用.pdf
本发明提供了一种专用于超薄光伏电池片焊接用的低熔点光伏焊带及其制备方法与应用。所述光伏焊带的制备步骤:将锡、铅、铋、银、铜进行混合熔解,制得合金混合物;将所得合金混合物放入锡炉内加热,得低熔点焊料;将铜丝压延成铜带后直接退火,之后冷却至室温制得铜带;将所得铜带或直接将铜丝用助焊剂浸泡,随后干燥并将所得铜带或铜丝送入锡炉内,将所得低熔点焊料涂覆在铜带或铜丝表面,得到表面涂有低熔点焊料的涂锡铜带或涂锡铜丝;将所得涂锡铜带或涂锡铜丝冷却,并将冷却后的铜带和铜丝收卷成滚轴,最后真空包装,即得低熔点光伏焊带。本发明

一种专用于超薄光伏电池片焊接的低熔点焊带及制备方法.pdf
本发明公开的属于光伏新能源技术领域,具体为一种专用于超薄光伏电池片焊接的低熔点焊带及制备方法,该专用于超薄光伏电池片焊接的低熔点焊带的组成成分包括锡、铅、铋、银和铜中的三种、四种或五种,该专用于超薄光伏电池片焊接的低熔点焊带的制备方法包括如下步骤:S1:称取锡、铅、铋、银和铜中的三种、四种或五种金属,放在一起熔解来配制合金成分;S2:将步骤S1中所得的合金放入锡炉内;S3:将铜丝压延成铜带后退火;S4:采用热浸法涂锡;S5:使用风扇对锡带的正反面进行冷却,大大降低了焊带的焊接温度,在与超薄光伏电池片焊接后
光伏电池片、光伏组件及光伏电池片的制备方法.pdf
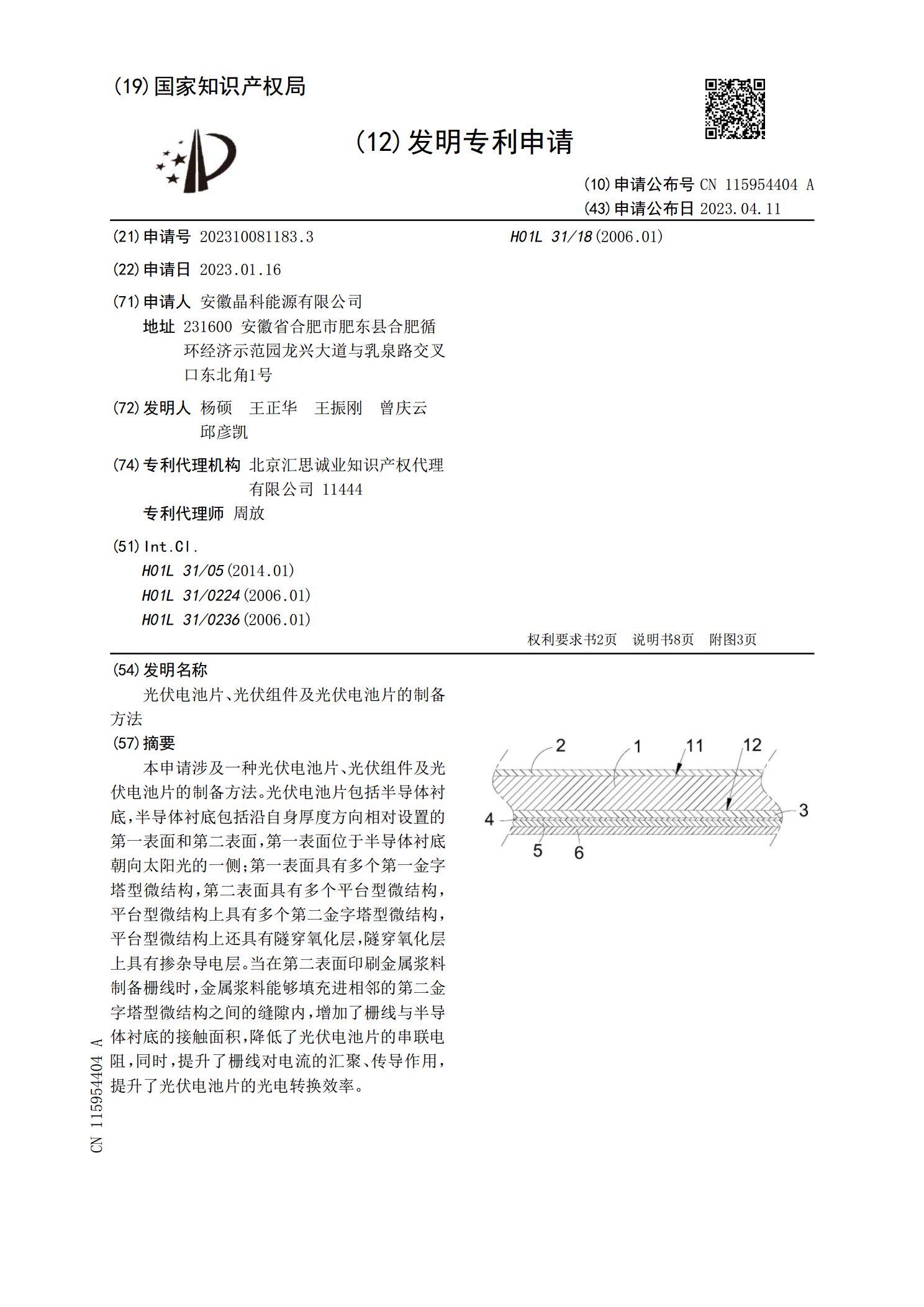
本申请涉及一种光伏电池片、光伏组件及光伏电池片的制备方法。光伏电池片包括半导体衬底,半导体衬底包括沿自身厚度方向相对设置的第一表面和第二表面,第一表面位于半导体衬底朝向太阳光的一侧;第一表面具有多个第一金字塔型微结构,第二表面具有多个平台型微结构,平台型微结构上具有多个第二金字塔型微结构,平台型微结构上还具有隧穿氧化层,隧穿氧化层上具有掺杂导电层。当在第二表面印刷金属浆料制备栅线时,金属浆料能够填充进相邻的第二金字塔型微结构之间的缝隙内,增加了栅线与半导体衬底的接触面积,降低了光伏电池片的串联电阻,同时,
一种焊带、光伏组件及电池焊接方法.pdf
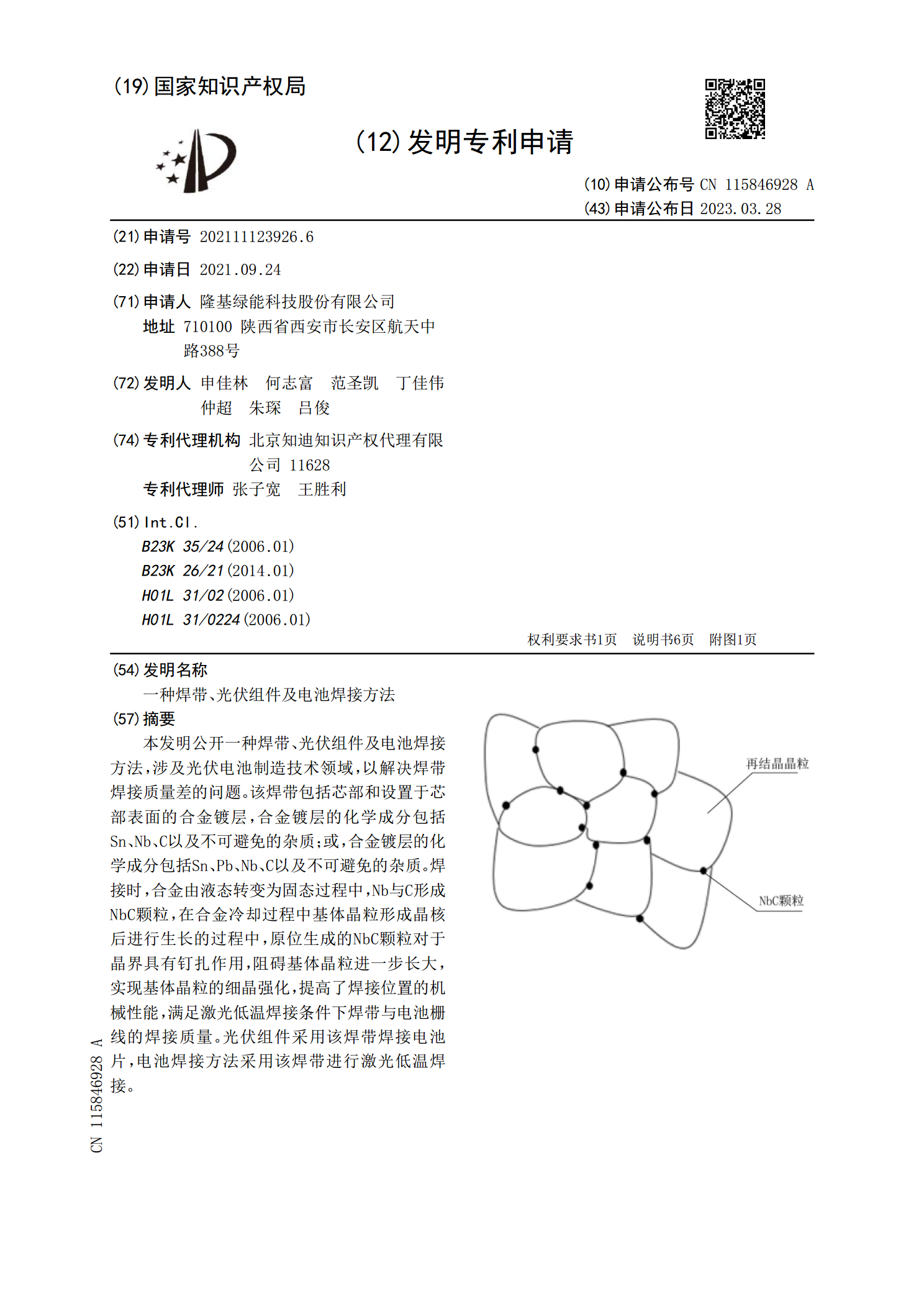
本发明公开一种焊带、光伏组件及电池焊接方法,涉及光伏电池制造技术领域,以解决焊带焊接质量差的问题。该焊带包括芯部和设置于芯部表面的合金镀层,合金镀层的化学成分包括Sn、Nb、C以及不可避免的杂质;或,合金镀层的化学成分包括Sn、Pb、Nb、C以及不可避免的杂质。焊接时,合金由液态转变为固态过程中,Nb与C形成NbC颗粒,在合金冷却过程中基体晶粒形成晶核后进行生长的过程中,原位生成的NbC颗粒对于晶界具有钉扎作用,阻碍基体晶粒进一步长大,实现基体晶粒的细晶强化,提高了焊接位置的机械性能,满足激光低温焊接条件
一种太阳能光伏电池用焊带及其制备方法.pdf
本发明公开了一种太阳能光伏电池用焊带及其制备方法。该焊带按质量份数计,由以下原料混合制成:Si1‑4%,Cu3‑7%,Ag12‑18%,秸秆粉10‑25%,Sn44‑50%,乙酸乙酯2‑5%,Mo4‑6%,Zn2‑6%,Ge1‑4%;制备方法:称取各组分,Si,Cu,Ag,Sn,乙酸乙酯,Mo,Zn,Ge混合后,投入反应釜中加热融化后,喷雾干燥得第一混合物;将第一混合物与秸秆粉混合物后等离子处理2‑8s后,移至电炉中惰性环境下电熔得第二混合物;将第二混合物投入挤出机中挤出焊带。本发明焊带屈服性能好,抗拉伸